Cebora EVO SYNERGIC Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
Denna manual är också lämplig för

I -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 9
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 16
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 23
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 30
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 37
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 44
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.51
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.58
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.65
GR -
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA sel.72
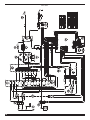
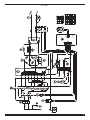
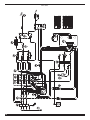
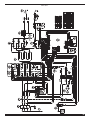
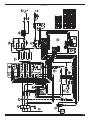
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktika v kai hlektriko v sce-
d ia vgr amma
Pagg. Sid. sel.: 79 ÷ 95
05/07/11
3.300.261/D
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

65
INSTRUKTIONSMANUAL FÖR TRÅDSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN
PERSONER. Användaren måste därför informeras om de
risker som uppstår på grund av svetsarbetena. Se sam-
manfattningen nedan. För mer detaljerad information,
beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
-
dare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagne-
tiska fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
på operatörens högra sida ska även elektrodkläm-
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svetseller
skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller ån-
gor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-
10 (Cl. A) och får endast användas för professionellt
bruk i en industrimiljö. Det kan i själva verket vara
svårt att garantera den elektromagnetiska kompati-
biliteten i en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans med
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscen-
tral. Du ska i egenskap av ägare till produkterna infor-
mera dig om godkända återvinningssystem via närmaste
återförsäljare. Hjälp till att värna om miljön och män-
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta un-
der svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden

66
med bara händer. Använd inte fuktiga eller skadade
handskar.
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
1.3 Dra ut nätkabelns stickkontakt före arbeten på appa-
raten.
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd från
svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna hu-
den.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäpp-
ta knappar ända upp i halsen. Använd hjälmvisir som
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets är en likströmskälla som är konstruerad
med INVERTER-teknik. Den är tillverkad för svetsning
med belagda elektroder och TIG-svetsning med kon-
takttändning.
Apparaten får inte användas för att tina rör.
2.2 Förklaring av de tekniska data som
anges på maskinens märkplåt.
Apparaten är konstruerad i överensstämmelse med des-
sa internationella standarder: IEC 60974.1 - IEC 60974.3 -
IEC 60974.10 Cl. A - IEC 61000-3-11 (anm. 2) - IEC 61000-
3-11 (anm. 2).
N°. Serienummer som alltid måste anges vid
förfrågningar angående svetsen.
Transformator - enfaslikriktare
Transformator - Trefaslikriktare.
Platt karakteristik.
MIG/MAG. Lämplig för svetsning med kontinuerlig
tråd.
I2 max Okonventionell svetsström.
Max. gränsvärde som kan erhållas vid
svetsning.
U0. Sekundär tomgångsspänning
X. Procentuell intermittensfaktor.
Denna faktor uttrycker antalet procent av
10 minuter som svetsen kan arbeta med
en fast ställd ström utan att förorsaka
överhettning.
I2. Svetsström
U2. Sekundärspänning med svetsströmmen I2
U1. Nominell spänning.
1~ 50/60Hz Enfasström på 50 eller 60 Hz.
3~ 50/60Hz Trefasström på 50 eller 60 Hz.
I1 max Max. strömförbrukning.
I1 eff Max. värde för faktisk strömförbrukning
med hänsyn till driftfaktor.
IP21S Höljets kapslingsklass.
Grad 1 såsom andra siffra innebär att
svetsen inte lämpar sig för arbete
utomhus vid regn.
S
Lämpar sig för arbete i utrymmen med
förhöjd elektrisk fara.
1-Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3 (se IEC 60664).
2-Apparaten är i överensstämmelse med standard
SS-EN 61000-3-12 under förutsättning att max. syste-
mimpedans Zmax är lägre än eller lika med 0,023 (Art.
622-624) - 0,276 (Art. 625-627) - 0,181 (Art. 633) i an-
slutningspunkten mellan användarens och elbolagets
elnät. Det åligger installatören/användaren att vid behov
rådfråga elbolaget och säkerställa att apparaten är anslu-
ten till ett elnät med max. systemimpedans Zmax som är
lägre än eller lika med 0,023 (Art. 622-624) - 0,276 (Art.
625-627) - 0,181 (Art. 633).
2.3 BESKRIVNING AV SKYDD
2.3.1 Överhettningsskydd
Maskinen skyddas av en termostat som stoppar maskinen
om max. temperatur överskrids. I sådant läge fortsätter
3 INSTALLATION
Installationen av maskinen får endast utföras av
Alla anslutningar måste utföras i enlighet
med gällande normer och med full respekt för
olycksförebyggande lagar (standarder CEI 26-23 - IEC/
TS 62081).
Kontrollera att matningsspänningen överensstämmer
med värdet på nätkabeln. Anslut en kontakt av lämplig
dimension till nätkabeln, om sådan saknas. Kontrollera
att den gulgröna ledaren är ansluten till jordstiftet.
Dimensionen på den termomagnetiska brytaren och
säkringarna som är placerade i serie med elmatningen
måste vara lika med eller större än strömmen I1 max.
som förbrukas av maskinen.
3.1 UPPSTÄLLNING
Lyft inte svetsen i handtaget.
Anslut svetsen i ett välventilerat utrymme.
Damm, smuts eller andra främmande föremål som kan
komma in i svetsen, kan äventyra dess ventilation och

67
således även dess drift.
De inre delarna måste hållas rena med hänsyn till miljö-
och driftförhållandena. Rengöring görs med torr och ren
tryckluft. Var försiktig så att du inte skadar maskinen.
Dra ut kontakten från eluttaget innan ingrepp görs inuti
svetsen.
personal.
Fig. 1
3.2 INRE ANSLUTNINGAR
personal.
stickkontakten är uttagen ur eluttaget.
Efter slutbesiktningen ansluts svetsen till den
spänning som anges på nätkabeln.
För byte av nätspänning, ta bort höger sidokåpa
och utför anslutningarna på kopplingsplinten för
.
Fig. 2
Matningsspänningen på enfasgeneratorerna får
inte ändras.
av uppenbara säkerhetsskäl och för att inte reducera
kylningen av de inre komponenterna.
strömförbrukningen.
ett lämpligt jorduttag.
3.3 YTTRE ANSLUTNINGAR
3.3.1 Anslutning av jordklämman.
till arbetsstycket.
gasslang
hjälp av de medlevererade fästremmarna.
vara högre än 1,65 m (Art. 633-641) och 1m (Art. 622-
624-625-627).
ut dem om det är nödvändigt.
utgår från maskinens bakre panel, ansluts till
tryckreduceringsventilen.
4 KONTROLLER PÅ MASKINENS FRONTPANEL
4.1 EVO (Fig. 3).
H
G
D
C
A
B
E
F
Fig. 3
A- Regleringsratt
Använd detta vred för att reglera punktsvetsningstiden.

68
Maskinen börjar att svetsa när brännarens knapp trycks
ned. Punktsvetsningstiden regleras med vredet. För att
återta processen är det nödvändigt att släppa upp och
åter trycka ned brännarens knapp.
B- Grön lysdiod.
Indikerar att maskinen har startats.
C- Gul lysdiod.
Tänds när termostaten avbryter svetsens drift.
D- Regleringsvred
Använd detta vred för att ändra svetstrådens hastighet.
E- Omkopplare
Startar och stänger av maskinen och väljer
spänningsområden för svetsningen.
F- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet
som har valts med omkopplaren E.
G- Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
H- Centraladapter
Till denna ansluts svetsbrännaren.
4.1 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Väljarknapp
När du trycker på denna knapp stegar
lysdioderna B, C, D och E fram i tur och
med de två tangenterna Q och R, används knappen för
att välja matningsfunktionen, funktionen för inställd
hastighet på motorn för PULL 2003 och eftergastiden.
B- Grön lysdiod (PROGRAM)
PROGRAM
Indikerar att displayen S visar numret på det
aktuella programmet.
För information om vilken diameter,
typ av tråd och gas som stämmer överens med det
visade programnumret, se anvisningen på den rörliga
sidopanelen.
Indikeringen på displayen S föregås alltid av bokstaven P.
C- Grön lysdiod
Indikerar att displayen S visar
punktsvetsningstiden eller arbetstiden.
Denna tid kan regleras från 0,3 till 5 sekunder.
Om tiden sätts till 0 är funktionen deaktiverad. Funktionen
är endast aktiverad om svetsning pågår.
Värdet på displayen S föregås alltid av bokstaven t.
D- Grön lysdiod
Indikerar att displayen S visar paustiden
mellan två svetssträckor. Denna tid kan
regleras från 0,3 till 5 sekunder. Om tiden
sätts till 0 är funktionen deaktiverad. Funktionen är endast
aktiverad om svetstiden är annan än 0 och om svetsning
pågår.
Värdet på displayen S föregås alltid av bokstaven t.
E- Grön lysdiod (Burn-Back).
Indikerar att displayen S visar tiden för hur
länge svetstråden matas ut från
svetsbrännaren efter det att användaren har
släppt upp knappen. Denna tid kan regleras från 10 till
400 millisekunder. Värdet på displayen S föregås alltid av
bokstaven t.
F- Gul lysdiod
Denna lysdiod tänds när termostaten
avbryter svetsens drift.
G- Grön lysdiod (PULSAR)
PULSAR
Tänds och släcks med korta avbrott när
kontaktdonet för brännaren PULL 2003 eller för
SPOOL-GUN är anslutet till kontaktdonet I.
H- Centraladapter
Till denna ansluts svetsbrännaren.
I- 10-poligt kontaktdon
Till detta kontaktdon ska det lösa 10-poliga kontaktdonet
för svetsbrännaren PULL 2003 eller för SPOOL-GUN
anslutas.
L-M Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
N- Omkopplare
Startar och stänger av maskinen och väljer
spänningsområden för svetsningen.

69
O- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet
som har valts med omkopplaren N.
P- Regleringsvred
Reglerar svetstrådens hastighet. Det är endast aktiverat
när svetsbrännaren i standardutförandet används och
inte vid användning av svetsbrännaren PULL 2003 eller
SPOOL-GUN. När programmet 00 används varierar
svetstrådens hastighet mellan 0 och 20 meter/minut.
Vid användning av synergiprogram ska vredets visare
stå på SYNERGIC. När ett synergiprogram väljs visar
displayen S vilken ström som har ställts in av det valda
programmet. Denna ström motsvaras av en hastighet. För
att öka respektive minska hastigheten vrider du vredet
medurs respektive moturs. På displayen S indikeras
alltid ändringarna av svetstrådens hastighet med ett
strömvärde.
Q och R- Knappar
B är tänd visar displayen S
numret på programmet som har valts med
de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
C är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
D är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
E är tänd visar displayen S tiden som
har valts med de två tangenterna. När valet är klart är
lysdioden tänd ytterligare 5 sekunder och därefter släcks
den.
lysdioderna B, C, D och E
dig i ett synergiprogram visar displayen S omväxlande
det inställda strömvärdet eller den rekommenderade
tjockleken i millimeter. Med hjälp av de två omkopplarna
N och O visas ökningen eller minskningen av det valda
värdet direkt på displayen S. Denna funktion är användbar
om du i förväg vill veta med vilken ström eller tjocklek du
ska börja svetsa.
funktioner som väljs med tangenten A:
1- Mjukstart (hastighet)
Ändrar trådhastigheten i förhållande till den inställda.
Trådhastigheten förblir aktiv under en tid som regleras av
mjukstartsfunktionen (tid).
Med hjälp av de två tangenterna Q och R kan
starthastigheten ändras mellan min. 10 % och max. 150
% av den inställda svetshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(tid) används för att förbättra bågens tändning.
Värdet på displayen S föregås av bokstaven A.
2- Inställd hastighet på motorn för PULL 2003
Med hjälp av de två tangenterna Q och R kan hastigheten
för PULL 2003 ändras +/-9 enheter i förhållande
till det inställda värdet. Denna funktion förbättrar
trådframmatningen och synkroniserar motorn för
svetsens trådmatare med motorn för PULL 2003.
Värdet på displayen S föregås av bokstaven H.
3- Eftergas
Med hjälp av de två tangenterna Q och R kan gasutsläppet
efter svetsningen ställas in på mellan 0 och 5 sekunder.
Denna funktion är särskilt användbar vid svetsning av
rostfritt stål och aluminium. Värdet som visas på displayen
S föregås av bokstaven P.
4- Mjukstart (tid)
Reglerar aktiveringstiden för mjukstartshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(hastighet) används för att förbättra bågens tändning.
Med hjälp av de två tangenterna Q och R kan
mjukstartstiden ändras mellan min. 0 och max. 1 sekund.
Värdet på displayen S föregås av bokstaven d.
5- Manuell tvåtaktsfunktion och automatisk
fyrtaktsfunktion.
Med hjälp av de två tangenterna Q och R går det att välja
tvåtaktsfunktion eller fyrtaktsfunktion.
Om svetsen är inställd på manuell tvåtaktsfunktion börjar
svetsningen när knappen trycks ned och avbryts när
knappen släpps upp. Om svetsen är inställd på automatisk
fyrtaktsfunktion börjar svetsningen när knappen trycks
ned. Knappen kan släppas upp när svetsningen har
påbörjats.För att avbryta svetsningen är det nödvändigt
att trycka ned och åter släppa upp knappen. Denna
funktion är avsedd för längre svetsningsarbeten så att
inte operatören tröttas ut av att hålla brännarens knapp
nedtryckt. Värdet på displayen S föregås av symbolen 2t
resp. 4t.
S- Display
När det manuella programmet 00 används visar displayen
svetstrådens hastighet i meter/minut före svetsningen
och strömvärdet under svetsningen.
Vid användning av synergiprogram visas alltid
strömvärdet.
Såsom beskrivs i föregående avsnitt kan följande värden
visas på displayen innan svetsningen påbörjas: aktuellt
program, punktsvetsningstid, paustid, burn-back-tid,
rekommenderad tjocklek, matningsfunktion, funktion
för inställd hastighet på motorn för PULL 2003 och
eftergastiden.
5 SVETSNING
5.1 DRIFTFÖRBEREDELSER
Kontrollera att trådens diameter överensstämmer med
värdet på trådmatningsrullen och att det valda programmet
är kompatibelt med material och gastyp. Använd
trådmatningsrullar med U-format spår för aluminiumtråd
och V-format spår för andra trådar.
5.2 APPARATEN ÄR KLAR FÖR SVETSNING
Följ de bifogade instruktionerna vid användning av

70
brännaren Pull-2003 eller Spool-Gun.
Kontrollera att tråden är inuti trådmatningsrullens spår
och att rullen är korrekt placerad.
tills den kommer ut från svetspistolen.
VARNING! Håll ansiktet på behörigt avstånd från
änden på handtaget medan tråden kommer ut.
att diametern på hålet motsvarar den använda trådens
diameter.
5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS
(endast för art. 622, 624 och 625).
Kontrollera att kablarna har stuckits in korrekt i
Fig. 5
För att erhålla skyddade svetsövergångar rekommenderas
det att svetsa från vänster till höger och uppifrån nedåt. I
slutet av varje svetsning ska du ta bort slagg.
5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras (endast
För svetsning av dessa material är det nödvändigt att
tänka på följande:
ARGON + CO2 med min. 75 % Argon. Med denna
svetsblandningen blir svetsfogen väl sammansmält och
snygg.
Genom att använda ren koldioxid som skyddsgas erhåller
Du en tät och genomträngande svetsfog, men en klar
ökning av svetssprut.
svetsas. Det är alltid bra att använda tråd av god kvalitet
så att Du undviker svetsning med rostig tråd som kan
leda till ett dåligt svetsresultat.
arbetsstycken som är nersmutsade av olja eller fett.
5.5 SVETSNING AV ROSTFRITT STÅL
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras ((endast
Svetsning av rostfritt stål i serien 300 måste utföras med
skyddsgas med hög halt av Argon och med en liten
mängd syrgas eller koldioxid på ca. 2 %.
Ta inte i tråden med händerna. Det är viktigt att
upprätthålla svetsområdet väl rengjort för att inte smutsa
ned svetsfogen.
5.6 SVETSNING AV ALUMINIUM
Kontrollera att kablarna har stuckits in korrekt i
kopplingsplinten så att rätt polaritet respekteras ((endast
För svetsning av aluminium är det nödvändigt att använda:
för basmaterialet som ska svetsas.
Använd dem aldrig på andra material.
användas: PULL 2003 art. 2003 eller SPOOL-GUN art.
1562 med anslutning art. 1196 (endast för art. 622, 624
och 641).
brännaren ändras på följande sätt:
kontaktmunstycket och dra sedan ut höljet.
två ändarna.
vid det.
fria ände. Fäst delarna med muttern, utan att dra åt den
för hårt.
för in alltsammans i adaptern.
trådmatarrullen som möjligt.
till minsta möjliga.
6 DEFEKTER VID SVETSNING
1 DEFEKT -Porositet (inuti eller utanpå svetsfogen).
- isbildning på reducerventilen då ingen
- defekt magnetventil
- kontaktmunstycket är igensatt av svetssprut
- igensatta gasmynningar

71
- luftdrag i svetsområdet.
2 DEFEKT - Krympsprickor
smutsiga eller rostiga.
3 DEFEKT - Sidoinskärningar
saknas.
7 UNDERHÅLL
-
rad personal i enlighet med standard CEI 26-29 (IEC
60974-4).
7.1 UNDERHÅLL AV GENERATOR
nätkabeln före underhållsarbeten inuti apparaten.
Använd tryckluft för att regelbundet avlägsna metal-
ldamm som kan ha samlats inuti apparaten.
7.2 ANVISNINGAR EFTER UTFÖRD REPARATION
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan ap-
paratens primära och sekundära sida. Undvik att trådar-
na kommer i kontakt med delar i rörelse eller med de-
lar som blir varma under driften. Återmontera samtliga
kabelklämmor som på originalapparaten för att undvika
att apparatens primära och sekundära sida kan sam-
mankopplas om en ledare går av eller lossnar.
Återmontera skruvarna med de tandade brickorna som
på originalapparaten.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora EVO SYNERGIC Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
- Denna manual är också lämplig för
på andra språk
- italiano: Cebora EVO SYNERGIC Manuale utente
- español: Cebora EVO SYNERGIC Manual de usuario
- Deutsch: Cebora EVO SYNERGIC Benutzerhandbuch
- português: Cebora EVO SYNERGIC Manual do usuário
- français: Cebora EVO SYNERGIC Manuel utilisateur
- English: Cebora EVO SYNERGIC User manual
- dansk: Cebora EVO SYNERGIC Brugermanual
- suomi: Cebora EVO SYNERGIC Ohjekirja
- Nederlands: Cebora EVO SYNERGIC Handleiding
Relaterade papper
-
Cebora EVO 160 M Användarmanual
-
-
-
-
-
-
-
-
-

