Cebora 576 Bravo synergic MIG 2525/M Användarmanual
- Typ
- Användarmanual

05/03/10
3.300.869/G
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO PAG. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE PAGE 8
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE SEITE.14
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL PAGE 21
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO PAG. 27
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO PAG. 34
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE SIVU.40
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING SIDE.46
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE PAG.52
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS SID.59
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.65
PL -INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG Storna.72
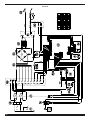
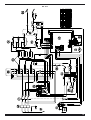
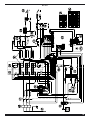
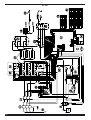
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Części zamienne i schematy elektryczne
Pagg. Seiten sel.: 80÷94
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

59
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIV-
SLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS
FÖR SVETSARBETEN.
BETRÄFFANDE SVETSENS MÅTT OCH VIKT, SE SPECIFIK
KATALOG.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA
EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren
måste därför informeras om de risker som uppstår på grund
av svetsarbetena. Se sammanfattningen nedan. För mer
detaljerad information, beställ manual kod 3.300.758
ELSTÖT - Dödsfara
· Installera och anslut svetsen enligt gällande stan-
dard.
· Rör inte vid spänningsförande elektriska delar eller
elektroder med bar hud, våta handskar eller kläder.
· Isolera dig mot jord och det arbetsstycke som ska svetsas.
· Kontrollera att arbetsplatsen är säker.
RÖK OCH GAS - Kan vara skadliga för hälsan
· Håll huvudet borta från röken.
· Se till att det finns tillräcklig ventilation vid arbetet
och använd uppsugningssystem i bågzonen för att
undvika gasförekomst i arbetszonen.
STRÅLAR FRÅN BÅGEN - Kan skada ögonen och bränna
huden
· Skydda ögonen med svetsmasker som är försedda
med filtrerande linser och bär lämpliga kläder.
· Skydda andra personer med lämpliga skärmar eller
förhängen.
RISK FÖR BRAND OCH BRÄNNSKADOR
· Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättantänd-
ligt material i närheten och bär lämpliga skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskrider
80 dB. Plasmaskärningen/svetsningen kan alstra
bullernivåer över denna gräns. Användarna ska
därför vidta de försiktighetsåtgärder som föreskrivs av gäl-
lande lagstiftning.
PACEMAKER
· De magnetfält som uppstår på grund av högström kan
påverka pacemakerfunktionen. Bärare av livsuppehållande
elektroniska apparater (pacemaker) ska konsultera en läkare
innan de går i närheten av bågsvetsnings-, bågskärnings-,
bågmejslings- eller punktsvetsningsarbeten.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där det
förekommer explosiva pulver, gaser eller ångor.
Hantera de gastuber och tryckregulatorer som
används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse med
föreskrifterna i harmoniserad standard IEC 60974-10 och får
endast användas för professionellt bruk i en industri-
miljö. Det kan i själva verket vara svårt att garantera den
elektromagnetiska kompatibiliteten i en annan miljö än
en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRONI-
SKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna bruksanvisning vänder sig till installatörer, ope-
ratörer och servicepersonal.
Maskinen är en generator för konstant spänning som läm-
par sig för såväl MIG/MAG-svetsning som OPEN-ARC.
Kontrollera vid leveransen att inga delar är skadade eller
förstörda. Eventuell reklamation beträffande förluster
eller skador måste köparen göra direkt till speditören.
Vid varje begäran om information om svetsen ber vi
Dig uppge artikel och serienummer.
2.2 TEKNISKA DATA
IEC60974.1 Svetsen är konstruerad enligt dessa inter-
IEC60974.10 nationella normer.
N°. Serienummer som alltid måste anges vid
förfrågningar angående svetsen.
Transformator - enfaslikriktare
Transformator - Trefaslikriktare.
Platt karakteristik.
MIG/MAG. Lämplig för svetsning med kontinuerlig
tråd.
I2 max Okonventionell svetsström.
Max. gränsvärde som kan erhållas vid
svetsning.
U0. Sekundär tomgångsspänning
X. Procentuell intermittensfaktor.
Denna faktor uttrycker antalet procent av
10 minuter som svetsen kan arbeta med
en fast ställd ström utan att förorsaka
överhettning.
I2. Svetsström
U2. Sekundärspänning med svetsströmmen I2
U1. Nominell spänning.
1~ 50/60Hz Enfasström på 50 eller 60 Hz.
3~ 50/60Hz Trefasström på 50 eller 60 Hz.
I1 max Max. strömförbrukning.
I1 eff Max. värde för faktisk strömförbrukning
med hänsyn till driftfaktor.
INSTRUKTIONSMANUAL FÖR TRÅDSVETS

60
IP21C Höljets kapslingsklass.
Grad 1 såsom andra siffra innebär att
svetsen inte lämpar sig för arbete
utomhus vid regn.
Tilläggsbokstaven C innebär att maski-
nen är skyddad mot ingrepp med verktyg
(Ø 2,5 mm) på spänningssatta delar i
matningskretsen.
Lämpar sig för arbete i utrymmen med
förhöjd elektrisk fara.
NOTE: Svetsen är vidare konstruerad för arbeten i
utrymmen med föroreningsgrad 3. (Se IEC 664).
2.3 Överhettningsskydd
Maskinen skyddas av en termostat som stoppar maski-
nen om max. temperatur överskrids. I sådant läge fort-
sätter fläkten att gå och lampan F tänds.
3 INSTALLATION
• Installationen av maskinen får endast utföras av
kvalificerad personal.
• Alla anslutningar måste utföras i enlighet med gäl-
lande normer och med full respekt för olycksförebyg-
gande lagar.
Kontrollera att matningsspänningen överensstämmer med
värdet på nätkabeln. Anslut en kontakt av lämplig dimen-
sion till nätkabeln, om sådan saknas. Kontrollera att den
gulgröna ledaren är ansluten till jordstiftet.
Dimensionen på den termomagnetiska brytaren och säk-
ringarna som är placerade i serie med elmatningen måste
vara lika med eller större än strömmen I1 max. som för-
brukas av maskinen.
3.1 UPPSTÄLLNING
Montera handtaget, bakhjulen och de två gasflaskehållarna.
Lyft inte svetsen i handtaget.
Anslut svetsen i ett välventilerat utrymme.
Damm, smuts eller andra främmande föremål som kan
komma in i svetsen, kan äventyra dess ventilation och
således även dess drift.
De inre delarna måste hållas rena med hänsyn till miljö-
och driftförhållandena. Rengöring görs med torr och ren
tryckluft. Var försiktig så att du inte skadar maskinen.
Dra ut kontakten från eluttaget innan ingrepp görs inuti
svetsen.
Alla ingrepp inuti svetsen ska göras av kvalificerad
personal.
S
3.2 INRE ANSLUTNINGAR
• Alla ingrepp inuti svetsen ska göras av kvalificerad
personal.
• Innan Du utför arbeten inuti svetsen, försäkra Dig om att
stickkontakten är uttagen ur eluttaget.
• Efter slutbesiktningen ansluts svetsen till den spän-
ning som anges på nätkabeln.
• För byte av nätspänning, ta bort höger sidokåpa och
utför anslutningarna på kopplingsplinten för spän-
ningsbyte såsom visas i figuren.
Matningsspänningen på enfasgeneratorerna får inte
ändras.
• Använd aldrig svetsen utan kåpa eller sidopaneler av
uppenbara säkerhetsskäl och för att inte reducera kylnin-
gen av de inre komponenterna.
• Använd en stickkontakt till nätkabeln som lämpar sig för
strömförbrukningen.
• Anslut den gul-gröna ledaren på maskinens nätkabel till
ett lämpligt jorduttag.
3.3 YTTRE ANSLUTNINGAR
3.3.1 Anslutning av jordklämman.
• Anslut jordkabeln till svetsens uttag och jordklämman till
arbetsstycket.
3.3.2 Placering av gasflaska och anslutning av gasslang
• Placera gasflaskan i avsedd hållare på svetsen. Spänn
fast gasflaskan vid den bakre panelen på maskinen med
hjälp av de medlevererade fästremmarna.
• För att undvika farliga situationer får gasflaskan inte
vara högre än 1,65 m (Art. 576-577-579-581-583) och
1m (Art. 572-573).
• Kontrollera regelbundet slitaget på remmarna och byt ut
dem om det är nödvändigt.
• Gasflaskan ska vara försedd med en tryckreducering-
sventil och en flödesmätare.
• Sätt gasflaskan på plats innan gasslangen, som utgår från
maskinens bakre panel, ansluts till tryckreduceringsventilen.
• Reglera gasflödet till cirka 10-12 liter/min.
4 BESKRIVNING AV KONTROLLER
4.1 KONTROLLER PÅ MASKINENS FRONTPANEL
A- Väljarknapp
När du trycker på denna knapp stegar lysdio-
derna B, C, D och E fram i tur och ordning.När
du befinner dig i undermenyn, som aktiveras
fig. 1
fig. 2

61
med de två tangenterna Q och R, används knappen för att
välja matningsfunktionen, funktionen för inställd hastighet på
motorn för PULL 2003 och eftergastiden.
B- Grön lysdiod (PROGRAM)
Indikerar att displayen S visar numret på det
aktuella programmet.
För information om vilken diameter, typ av
tråd och gas som stämmer överens med det visade pro-
gramnumret, se anvisningen på den rörliga sidopanelen.
Indikeringen på displayen S föregås alltid av bokstaven P.
C- Grön lysdiod
Indikerar att displayen S visar punktsvet-
sningstiden eller arbetstiden. Denna tid kan
regleras från 0,3 till 5 sekunder. Om tiden
sätts till 0 är funktionen deaktiverad. Funktionen är enda-
st aktiverad om svetsning pågår.
Värdet på displayen S föregås alltid av bokstaven T.
D- Grön lysdiod
Indikerar att displayen S visar paustiden
mellan två svetssträckor. Denna tid kan
regleras från 0,3 till 5 sekunder. Om tiden
sätts till 0 är funktionen deaktiverad. Funktionen är enda-
st aktiverad om svetstiden är annan än 0 och om svet-
sning pågår.
Värdet på displayen S föregås alltid av bokstaven T.
E- Grön lysdiod (Burn-Back).
Indikerar att displayen S visar tiden för hur
länge svetstråden matas ut från svetsbrän-
naren efter det att användaren har släppt
upp knappen. Denna tid kan regleras från 10 till 400 mil-
PROGRAM
lisekunder. Värdet på displayen S föregås alltid av bok-
staven T.
F- Gul lysdiod
Denna lysdiod tänds när termostaten avbry-
ter svetsens drift.
G- Grön lysdiod (PULSAR)
Tänds och släcks med korta avbrott när
kontaktdonet för brännaren PULL 2003 eller
för SPOOL-GUN är anslutet till kontaktdo-
net I.
H- Centraladapter
Till denna ansluts svetsbrännaren.
I- 10-poligt kontaktdon
Till detta kontaktdon ska det lösa 10-poliga kontaktdonet
för svetsbrännaren PULL 2003 eller för SPOOL-GUN
anslutas.
L-M Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
N- Omkopplare
Startar och stänger av maskinen och väljer spänning-
sområden för svetsningen.
O- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet som
har valts med omkopplaren N.
P- Regleringsvred
Reglerar svetstrådens hastighet. Det är endast aktiverat
PULSAR
1
2
3
4
7
8
9
10
5
6
A
SYNERGIC
PROGRAM
PULSAR
2
1
0
1
2
3
5
6
4
S
IP 21C
Nº
/-/
A
VV
A
EN 50199-IEC 60974-1
U
0
V
U
1
V
U
1
V
I
1max=
A
I
1eff=
A
I
1max
=A
I
1eff
=A
X 40% 60% 100%
I
2A A A
I
2max. A
=
U
2V V V
~
50/60Hz
MADE IN ITALY
V
MIG-MAG
BRAVOBRAVOB
SYNERGICSYNERGIC
fig.3
C
BQ
S
R
A
P
G
N
O
M
L
D
E
F
H
I
C
BQ
S
R
A
P
G
N
D
E
F
H
I
L

62
när svetsbrännaren i standardutförandet används och
inte vid användning av svetsbrännaren PULL 2003 eller
SPOOL-GUN. När programmet 00 används varierar svet-
strådens hastighet mellan 0 och 20 meter/minut.
Vid användning av synergiprogram ska vredets visare stå på
SYNERGIC. När ett synergiprogram väljs visar displayen S
vilken ström som har ställts in av det valda programmet.
Denna ström motsvaras av en hastighet. För att öka respek-
tive minska hastigheten vrider du vredet medurs respektive
moturs. På displayen S indikeras alltid ändringarna av svet-
strådens hastighet med ett strömvärde.
Q och R- Knappar
• När lysdioden B är tänd visar displayen S
numret på programmet som har valts med de
två tangenterna. När valet är klart är lysdioden
tänd ytterligare 5 sekunder och därefter släcks den.
• När lysdioden C är tänd visar displayen S tiden som har
valts med de två tangenterna. När valet är klart är lysdio-
den tänd ytterligare 5 sekunder och därefter släcks den.
• När lysdioden D är tänd visar displayen S tiden som har
valts med de två tangenterna. När valet är klart är lysdio-
den tänd ytterligare 5 sekunder och därefter släcks den.
• När lysdioden E är tänd visar displayen S tiden som har
valts med de två tangenterna. När valet är klart är lysdio-
den tänd ytterligare 5 sekunder och därefter släcks den.
• Genom att trycka på en av de två tangenterna när lysdio-
derna B, C, D och E är släckta och du befinner dig i ett
synergiprogram visar displayen S omväxlande det inställda
strömvärdet eller den rekommenderade tjockleken i millime-
ter. Med hjälp av de två omkopplarna N och O visas öknin-
gen eller minskningen av det valda värdet direkt på
displayen S. Denna funktion är användbar om du i förväg vill
veta med vilken ström eller tjocklek du ska börja svetsa.
• Genom att hålla nere de två tangenterna i minst 5
sekunder kommer du till undermenyn, där det finns tre
funktioner som väljs med tangenten A:
1- Mjukstart (hastighet)
Ändrar trådhastigheten i förhållande till den inställda.
Trådhastigheten förblir aktiv under en tid som regleras av
mjukstartsfunktionen (tid).
Med hjälp av de två tangenterna Q och R kan starthas-
tigheten ändras mellan min. 10 % och max. 150 % av
den inställda svetshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(tid) används för att förbättra bågens tändning.
Värdet på displayen S föregås av bokstaven A.
2- Inställd hastighet på motorn för PULL 2003
Med hjälp av de två tangenterna Q och R kan hastighe-
ten för PULL 2003 ändras +/-9 enheter i förhållande till
det inställda värdet. Denna funktion förbättrar trådfram-
matningen och synkroniserar motorn för svetsens tråd-
matare med motorn för PULL 2003.
Värdet på displayen S föregås av bokstaven H.
3- Eftergas
Med hjälp av de två tangenterna Q och R kan gasutsläp-
pet efter svetsningen ställas in på mellan 0 och 5 sekun-
der. Denna funktion är särskilt användbar vid svetsning av
rostfritt stål och aluminium. Värdet som visas på display-
en S föregås av bokstaven P.
4- Mjukstart (tid)
Reglerar aktiveringstiden för mjukstartshastigheten.
Denna funktion tillsammans med mjukstartsfunktionen
(hastighet) används för att förbättra bågens tändning.
Med hjälp av de två tangenterna Q och R kan mjuks-
tartstiden ändras mellan min. 0 och max. 1 sekund.
Värdet på displayen S föregås av bokstaven d.
5- Manuell tvåtaktsfunktion och automatisk fyrtakts-
funktion.
Med hjälp av de två tangenterna Q och R går det att välja
tvåtaktsfunktion eller fyrtaktsfunktion.
Om svetsen är inställd på manuell tvåtaktsfunktion börjar
svetsningen när knappen trycks ned och avbryts när knap-
pen släpps upp. Om svetsen är inställd på automatisk
fyrtaktsfunktion börjar svetsningen när knappen trycks
ned. Knappen kan släppas upp när svetsningen har påbör-
jats.För att avbryta svetsningen är det nödvändigt att trycka
ned och åter släppa upp knappen. Denna funktion är
avsedd för längre svetsningsarbeten så att inte operatören
tröttas ut av att hålla brännarens knapp nedtryckt. Värdet på
displayen S föregås av symbolen 2t resp. 4t.
S- Display
När det manuella programmet 00 används visar displayen
svetstrådens hastighet i meter/minut före svetsningen
och strömvärdet under svetsningen.
Vid användning av synergiprogram visas alltid strömvärdet.
Såsom beskrivs i föregående avsnitt kan följande värden
visas på displayen innan svetsningen påbörjas: aktuellt pro-
gram, punktsvetsningstid, paustid, burn-back-tid, rekom-
menderad tjocklek, matningsfunktion, funktion för inställd
hastighet på motorn för PULL 2003 och eftergastiden.
5 SVETSNING
5.1 Driftförberedelser
Kontrollera att trådens diameter överensstämmer med vär-
det på trådmatningsrullen och att det valda programmet är
kompatibelt med material och gastyp. Använd trådmatning-
srullar med U-format spår för aluminiumtråd och V-format
spår för andra trådar.
5.2 APPARATEN ÄR KLAR FÖR SVETSNING
Följ de bifogade instruktionerna vid användning av brän-
naren Pull-2000 eller Spool-Gun.
• Anslut jordklämman till arbetsstycket som ska svetsas.
• Sätt omkopplaren N på 1.
• Ta bort gasmunstycket.
• Skruva loss kontaktmunstycket.
• Stick in tråden i brännarens trådmatningshylsa. Kontrollera
att tråden är inuti trådmatningsrullens spår och att rullen är
korrekt placerad.
• Tryck på svetsbrännarknappen för att mata fram tråden tills
den kommer ut från svetspistolen.
• VARNING! Håll ansiktet på behörigt avstånd från änden
på handtaget medan tråden kommer ut.
• Skruva tillbaka kontaktmunstycket och försäkra Dig om att
diametern på hålet motsvarar den använda trådens diameter.
• Sätt fast gasmunstycket.
5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS
(endast för art. 572 och 573).
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 572
och 573, se figur 4 ).
För att erhålla skyddade svetsövergångar rekommenderas
det att svetsa från vänster till höger och uppifrån nedåt. I slu-

63
tet av varje svetsning ska du ta bort slagg.
Använd rörtråd art. 1587, Ø 0,9 mm.
5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 572
och 573, se figur 5 ).
För svetsning av dessa material är det nödvändigt att tänka
på följande:
• Använd en svetsgas av tvåkomponentstyp, vanligtvis
ARGON + CO2 med min. 75 % Argon. Med denna svet-
sblandningen blir svetsfogen väl sammansmält och snygg.
Genom att använda ren koldioxid som skyddsgas erhåller
Du en tät och genomträngande svetsfog, men en klar ökning
av svetssprut.
• Använd svetstråd av samma kvalitet som stålet som ska
svetsas. Det är alltid bra att använda tråd av god kvalitet så
att Du undviker svetsning med rostig tråd som kan leda till
ett dåligt svetsresultat.
• Undvik att svetsa på rostiga arbetsstycken eller på arbets-
stycken som är nersmutsade av olja eller fett.
5.5 SVETSNING AV ROSTFRITT STÅL
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 572
och 573, se figur 5 ).
Svetsning av rostfritt stål i serien 300 måste utföras med
skyddsgas med hög halt av Argon och med en liten mängd
syrgas eller koldioxid på ca. 2 %.
Ta inte i tråden med händerna. Det är viktigt att upprätthålla
svetsområdet väl rengjort för att inte smutsa ned svetsfogen.
5.6 SVETSNING AV ALUMINIUM
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 572
och 573, se figur 5 ).
För svetsning av aluminium är det nödvändigt att använda:
• Rent Argon som skyddsgas.
• En svetstråd med en sammansättning som lämpar sig för
basmaterialet som ska svetsas.
• Använd specifika slipskivor och borstar för aluminium.
Använd dem aldrig på andra material.
• För svetsning av aluminium måste följande brännare
användas: PULL 2003 art. 2003 eller SPOOL-GUN art. 1562
med anslutning art. 1196.
6 DEFEKTER VID SVETSNING
1 DEFEKT -Porositet (inuti eller utanpå svetsfogen).
ORSAKER • Defekt svetstråd (rostig på ytan).
• Skyddsgas saknas på grund av:
- otillräckligt gasflöde
- defekt flödesmätare
- isbildning på reducerventilen då ingen
förvärmare finns för skyddsgasen koldioxid
- defekt magnetventil
- kontaktmunstycket är igensatt av svets-
sprut
- igensatta gasmynningar
- luftdrag i svetsområdet.
2 DEFEKT - Krympsprickor
ORSAKER • Svetstråden eller arbetsstyckena är smut-
siga eller rostiga.
• För liten svetsfog.
• För konkav svetsfog.
• För genomträngande svetsfog.
3 DEFEKT - Sidoinskärningar
ORSAKER • För snabb svetsomgång.
• Svag ström och förhöjd bågspänning.
4 DEFEKT - Överdrivet svetssprut
ORSAKER • För hög spänning.
• Otillräcklig induktans.
• Förvärmare för skyddsgasen koldioxid
saknas.
7 UNDERHÅLL AV APPARATEN
• Gasmunstycke.
Detta munstycke måste regelbundet rengöras från metall-
sprut. Byt ut det om det har blivit snett eller ovalformat.
• Kontaktmunstycke.
Endast en god kontakt mellan detta munstycke och svet-
stråden borgar för en stabil svetsbåge och en god strömtil-
lförsel. Gör därför på följande sätt:
A) Kontaktmunstyckets hål måste hållas fritt från smuts och
beläggningar.
B) Vid långvariga svetsarbeten fastnar svetssprutet lättare
och hindrar tråden från att komma ut. Det är därför nödvän-
digt att ofta rengöra munstycket, och om nödvändigt, byta
ut det helt.
C) Kontaktmunstycket måste vara ordentligt fastskruvat på
svetspistolen. Den värme som svetspistolen utsätts för kan
medföra att munstycket lossnar, vilket i sin tur leder till
överhettning av svetspistolen och munstycket, samt en
ojämn utmatning av tråden.
Fig. 4
Fig. 5

64
• Trådmatningshylsa.
Utgör en viktig del som måste kontrolleras ofta, då svetstrå-
den kan lämna spår av koppardamm och mycket små spån-
partiklar efter sig inuti hylsan. Rengör den regelbundet till-
sammans med gasmynningarna med hjälp av torr tryckluft.
Hylsorna slits kontinuerligt, så det är nödvändigt att byta ut
dem med jämna mellanrum.
• Motorreducerväxel.
Rengör denna samt trådmatningsrullarna från rost och
metallrester som har bildats av spolmatningen. Det krävs en
regelbunden kontroll av hela trådmatningsenheten: hasp,
tråmatningsrullar, hylsa och kontaktmunstycke.
8 TILLBEHÖR
Art. 2003 Brännare Pull 2003 med reglage
UP/DOWN på handtaget.
Art. 1562 Brännare Spool-gun med potentiometer på
handtaget.
Art. 1196.00 6 meter anslutningskabel för 1562.
Art. 1196.20 12 meter anslutningskabel för 1562.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora 576 Bravo synergic MIG 2525/M Användarmanual
- Typ
- Användarmanual
på andra språk
- italiano: Cebora 576 Bravo synergic MIG 2525/M Manuale utente
- español: Cebora 576 Bravo synergic MIG 2525/M Manual de usuario
- Deutsch: Cebora 576 Bravo synergic MIG 2525/M Benutzerhandbuch
- polski: Cebora 576 Bravo synergic MIG 2525/M Instrukcja obsługi
- português: Cebora 576 Bravo synergic MIG 2525/M Manual do usuário
- français: Cebora 576 Bravo synergic MIG 2525/M Manuel utilisateur
- English: Cebora 576 Bravo synergic MIG 2525/M User manual
- dansk: Cebora 576 Bravo synergic MIG 2525/M Brugermanual
- suomi: Cebora 576 Bravo synergic MIG 2525/M Ohjekirja
- Nederlands: Cebora 576 Bravo synergic MIG 2525/M Handleiding
Relaterade papper
-
Cebora EVO 350 TC SYNERGIC Användarmanual
-
-
-
-
-
-
-
-
-

