
SE
Valid for serial no. 2400449 375 001 SE 2007--01--16
A2 Welding heads with
Welding Control Unit PEI
A2 SF / A2 SF (Twin)/ A2 SG
Bruksanvisning

2
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sverige, försäkrar under eget ansvar att
svetshuvud A2 SF / A2 SG / A2 SG 4WD från serienummer 136 är i överensstäm-
melse med standard EN 60292 och EN 60204 enligt villkoren i direktiv (89/392/EEG)
med tillägg (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Göran Palmqvist
Design Manager, Automation & Engineering
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
Laxå 2001-- 11--01

-- 3 --
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
1 SÄKERHET 4........................................................
2 INTRODUKTION 6...................................................
2.1 Allmänt 6...................................................................
2.2 Svetsmetod 6...............................................................
2.3 Definitioner 6...............................................................
2.4 Tekniska data 7.............................................................
2.5 Huvuddelar A2 SF (UP) 8....................................................
2.6 Huvuddelar A2 SF (UP, Twin) 8...............................................
2.7 Huvuddelar A2 SG (MIG/MAG) 9..............................................
2.8 Beskrivning av huvuddelar 10..................................................
3 INSTALLATION 11....................................................
3.1 Allmänt 11...................................................................
3.2 Montering 11................................................................
3.3 Justering av bromsnavet 12...................................................
3.4 Anslutningar 13..............................................................
4 DRIFT 15.............................................................
4.1 Allmänt 15...................................................................
4.2 Laddning av svetstråd (A2 SF, A2 SG) 16.......................................
4.3 Byte av matarrulle (A2 SF, A2 SG) 18...........................................
4.4 Kontaktutrustningar för UP--svetsning. 19........................................
4.5 Kontaktutrustningar för MIG/MAG--svetsning. 20.................................
4.6 Påfyllning av svetspulver (UP--svetsning) 21.....................................
4.7 Ombyggnad av A2 SF (UP--svetsning) till MIG/MAG--svetsning 21..................
4.8 Ombyggnad av A2 SF (UP--svetsning) till Twinarc 21..............................
5 UNDERHÅLL 22......................................................
5.1 Allmänt 22...................................................................
5.2 Dagligen 22.................................................................
5.3 Periodiskt 22................................................................
6 FELSÖKNING 23......................................................
6.1 Allmänt 23...................................................................
6.2 Möjliga fel 23................................................................
7 TILLBEHÖR 24.......................................................
8 RESERVDELSBESTÄLLNING 24.......................................
MÅTTSKISS 25........................................................
RESERVDELSFÖRTECKNING 30.........................................

-- 4 --
fhb6safs
1 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som
berör personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de
krav som ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses
som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
SE

-- 5 --
fhb6safs
SE
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR ER SJÄLV OCH
ANDRA VAR DÄRFÖR FÖRSIKTIG NÄR NI SVETSAR. FÖLJ ER
ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM SKALL VARA BASERADE
PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tilläm p lig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt
skyddsutrustning.
S Isolera Er själv från jord och a rbetsstycke.
S Ombesörj att Er arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig fö r Er hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från Ert och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och
bär skyddskläder.
S Skydda kr ingstående med lämpliga skyddsskärmar e ller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål
inte finns i svetsplatsens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda ör onen. Använd öronpr oppar eller andra hörselskydd.
S Varna personer i närheten för riskerna.
VID FEL
S Kontakta fackman.
SKYDDA ER SJÄLV OCH ANDRA!
LÄS OCH FÖRSTÅ OPERAT ÖRSMANUALEN FÖRE
INSTALLATION OCH ANVÄNDNING
VARNING

-- 6 --
fhb6d1sa
2 INTRODUKTION
2.1 Allmänt
Samtliga svetshuvuden som är upptagna i denna bruksanvisning är avsedda för
UP -- resp. M IG/MAG--svetsning av stum-- och kälfogar.
De är avsedda att användas tillsammans med manöverlåda
A2 Welding Control Unit (PEI) och ESAB’s svetsströmkälla LAF.
2.2 Svetsmetod
2.2.1 UP--svetsning
För UP--svetsning används alltid svetshuvud A2 SF.
S UP Light duty
UP light duty med ett kontaktdon Ø 20 mm som tillåter en belastning upp till 800
A (100%).
Detta utförande kan förses med matarrullar för enkel-- eller dubbeltrådsvetsning
(twinarc). För rörtråd finns speciella räfflade matarrullar som garanterar en säker
frammatning av tr åden utan att den deform e r as p .g.a höga matningstryck.
2.2.2 MIG/MAG--svetsning
För MIG/MAG--svetsning används svetshuvud A2 SG.
Vid MIG/MAG--svetsning skyddas svetssträngen me d skyddsgas.
Svetshuvudet är vattenkylt och kylvattnet kopplas in via slangar till de avsedda an -
slutningarna.
2.3 Definitioner
UP--svetsning Vid svetsning skyddas svetssträngen med ett pulver-
täcke.
UP Light duty Detta utförande tillåter en belastning upp till 800 A
(100%) samt att klenare tråd används vid svetsning.
MIG/MAG--svetsning Vid svetsning skyddas svetssträngen med skyddsgas.
Twin arc--svetsnin g Svetsning med två trådar i ett och samma svetshuvud.
SE

-- 7 --
fhb6d1sa
2.4 Tekniska data
2.4.1 Svetshuvud A2 SF och A2 SG
A2 SF (UP) A2 SG (MIG/ MAG)
Tillåten belastning 100 % 800 A AC/DC 600 A AC/DC
Tråddimensioner:
massiv enkeltråd
rörtråd
dubbel tråd
1,6--4,0 mm
1,6--4,0 mm
2x1,2--2,0 mm
0.8--2,5 mm
1,2--3,2 mm
--
Trådmatningshastighet 0,2--9,0 m/min 0,2--16 m/min
Bromsnavets bromsmoment 1,5 Nm 1,5 Nm
T rådvikt, max 2x30 kg 2x30 kg
Pulverbehållarens volym (Får ej fyllas med för-
värmt pulver)
Volym:
Max. temperatur för pulverbehållare av
plast:
6l
80˚C
--
--
Vikt (exkl tråd och pulver):
med handdrivna linjärslider
med motoriserade linjärslider
23 kg
45 kg
23 kg
44 kg
Lutning i sidled, max 25_ 25_
Slidens inställningslängd *
handdriven
motordriven
90 mm
180 mm
90 mm
180 mm
*) OBS annan längd kan beställas.
SE

-- 8 --
fhb6d1sa
2.5 Huvuddelar A2 SF (UP)
1. Trådmatarverk
2. Slidpaket, manuell
3. Slidpaket, motordriven
4. Kontaktrör
5. Trådmatningsmotor
6. Siktpinne
7. Pulverbehållare
8. Pulverrör
9. Bärare för trådtrumma
2.6 Huvuddelar A2 SF (UP, Twin)
1. Trådmatarverk
2. Slidpaket, manuell
3. Slidpaket, motordriven
4. Kontaktdon (Twin)
5. Trådmatningsmotor
6. Klentrådsriktverk
7. Pulverbehållare
8. Pulverrör
9. Bärare för trådtrumma
För beskrivning av huvuddelarna se sidan 10.
SE

-- 9 --
fhb6d1sa
2.7 Huvuddelar A2 SG (MIG/MAG)
1. Trådmatarverk
2. Slidpaket, manuell
3. Slidpaket, motordriven
4. Kontaktdon (MIG/MAG)
5. Trådmatningsmotor
6. Bärare för t rådtrumma
För beskrivning av huvuddelarna se sidan 10.
SE

-- 1 0 --
fhb6d1sa
2.8 Beskrivning av huvuddelar
2.8.1 Trådmatarverk/ Trådmatarverk med fyrhjulsdrift
Tr ådmatarverket används för att styra sve tstråden ned i kontaktröreret respektive
kontaktdonet.
2.8.2 Manuellt respektive motordrivet slidp aket
Svetshuvudets horisontella respektive vertikala placering ställs in med linjärsliderna.
Vinkelrörelsen kan fritt ställas in med rundsliden.
För den motordrivna sliden (A6 Slid) se bruksanvisning 0443 394 xxx.
2.8.3 Kontaktrör / Kontaktd o n
Förser svetstr åden med ström och ger kontakt m ot arbetsstycket.
2.8.4 Trådmatningsmotor
Tr ådmatningsmotorn används för att mata fram svetstråden.
2.8.5 Siktpinne
Siktpinnen används för att sikta in svetshuvudet i fogen.
2.8.6 Klentrådsriktverk
Klentrådsriktverket används för att rikta in tråden vid användning av klen tråd.
2.8.7 Pulverbehållare/ Pulverrör
Svetspulvret hälls i Pulverbehållaren och styrs sedan till arbetsstycket via
Pulverröret.
Mängden svetspulver som släpps ner styrs via pulverventilen som sitter på
pulverbehållaren.
Se “Påfyllning av svetspulver” på sidan 21.
2.8.8 Bärare för trådtrumma
På bäraren sitter bromsnavet där man monterar trådtrumman.
SE

-- 1 1 --
fhb6i1sa
3 INSTALLATION
3.1 Allmänt
Installationen skall utföras av behö rig person.
VARNING
Roterande delar utgör klämrisk. Iakttag största försiktighet!
3.2 Montering
3.2.1 Svetshuvud
Svetshuvudena kan enkelt monteras på en balkgående vagn eller på en svetskran
med 4 st M12 skruvar.
OBS!
Se till att skruven inte går i botten på isolatorn, som har ett gängdjup på 14 mm
3.2.2 A6 Slid
Vid montering/ demontering av A6 Slid se bruksanvisning 443 394 xxx.
Denna märkning är placerad på den vertikala sliden för
respektive svetshuvud.
SE

-- 1 2 --
fhb6i1sa
3.2.3 Trådtrumma (Tillbehör)
Trådtrumman (1) monteras på på bromsnavet (2).
S Observera att medbringaren (3) pekar uppåt.
OBS! Max lutning för trådbobinen är 25_.
Vid för kraftig lutning bli det förslitningar på
låsmekanismen på bromsnavet och trådbobinen
glider av bromsnavet.
VARNING
För att förhindra att trådtrumman glider av bromsnavet:
S
Lås trådtrumman med hjälp av det röda vredet,
enligt varningsetiketten placerad intill bromsnavet.
3.3 Justering av bromsnavet
Bromsnavet är justerat vid leverans, vid behov av
efterjustering följ anvisningarna nedan. Justera
bromsnavet så att tråden är något slak när
matningen upphör.
S Justering av bromsmomentet:
S Ställ det röda vredet i låst läge.
S För in en skruvmejsel i navets
fjädrar.
Medsols vridning av fjädrarna ger mindre bromsmoment.
Motsols vridning ger större bromsmoment.
OBS! Vrid fjädrarna lika mycket.
SE

-- 1 3 --
fhb6i1sa
3.4 Anslutningar
3.4.1 Generellt
S A2 Welding Control Unit (PEI) ansluts av behörig person.
S För anslutning av A6 GMD se br uksanvisning 0443 403 xxx.
S För anslutning av A6 PAK se bruksanvisning 0443 405 xxx.
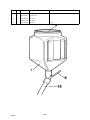
3.4.2 Svetshuvud A2 SF (Pulverbågsvetsning, UP)
1. Anslut manöverkabel (7) mellan svetsströmkälla (8)och
manöverlåda A2 Welding Control Unit (2).
2. Anslut återledaren (11) mellan svetsströmkälla (8) och arbetsstycke (9).
3. Anslut svetskabel (10) mellan svetsströmkälla (8) och svetshuvud (1).
4. Anslut mätledning (12) mellan svetsströmkälla (8) och arbetsstycke (9).
SE

-- 1 4 --
fhb6i1sa
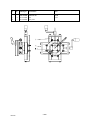
3.4.3 Svetshuvud A2 SG (Gasmetallbågsvetsning, MIG/MAG)
1. Anslut manöverkabel (7) mellan svetsströmkälla (8)och
manöverlåda A2 Welding Control Unit (2).
2. Anslut återledaren (11) mellan svetsströmkälla (8) och arbetsstycke (9).
3. Anslut svetskabel (10) mellan svetsströmkälla (8) och svetshuvud (1).
4. Anslut gasslang ( 5) mellan reduceringsventilen ( 6) och svetshuvudets
gasventil ( 13).
5. Anslut slangar för kylvatten (3) mellan kylaggregat (4) o ch svetshuvud (1).
6. Anslut mätledning (12) mellan svetsströmkälla (8) och arbetsstycke (9).
SE

-- 1 5 --
fhb6o1sa
4 DRIFT
4.1 Allmänt
V arning:
Har Du läst och förstått säkerhetsinformationen?
Om så ej är fallet får maskinen inte tas i bruk!
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 4. Läs dessa innan du an vän d er utrustningen.
S Välj trådtyp och skyddsgas så att egensvetsgodset i stort överensstämmer
analysmässigt med grundmaterialet.
S Välj tråddimension och svetsdata enligt rekommenderade värden från
tillsatsleverantör.
S Noggrann fogberedning är nödvändig för bra svetsresultat.
OBSERVERA! Varierande spaltöppningar i svetsfogen får ej förekomma.
S För att undvika risken för värmesprickor ska svetsens bredd vara större än
inträngningsdjupet.
S Svetsa alltid ett provstycke med samma fogtyp och plåttjocklek som
produktionsarbetsstycket.
S För manövrering och inställning av svetshuvudet och svetsströmkällan se
bruksanvisning för A2 Welding Control Unit ( PEI).
SE

-- 1 6 --
fhb6o1sa
4.2 Laddning av svetstråd (A2 SF, A2 SG)
A2 SF (UP) A2 SF (UP, Twin) A2 SG (MIG/MAG)
1. Montera trådtrumman enligt anvisning på sidan 12.
2. Kontrollera att matarrulle (1) och kontaktbackar resp. kontaktm unstycken (3) har
rätt dimension för vald tråddimension.
3. FörA2SF(Twin)ochA2SG:
S Mata in svetstråden i trådledaren (8).
4. Vid svetsning med klen tråd:
S Mata in svetstråden i klentrådsriktverket (6).
Se till att riktverkan är rätt inställd så att tråden kommer rakt ut genom
kontaktbackarna resp kontaktmunstycket (3).
5. Dra fram trådens ände genom trådmatarverket ( 2 ).
S Vid tråd med större diameter än 2 mm: räta ut 0,5 m av tråden och mata ned
den för hand genom trådmatarverket.
6. Placera trådänden i matarrullens (1) spår.
7. Ställ in trådtrycket mot matarrullen med ra tt (4).
Inställning av trådmatningstrycket:
Börja med att kontrollera att tråden ej går trögt i trådledaren. Ställ sedan in
trycket på matarenhetens tryckrullar. Det är viktigt att trycket ej är för hårt.
För att kontrollera att matningstrycket är rätt inställt, kan ma n mata ut tr å d mot
ett isolerat föremål, till exempel en träbit.
När kontaktmunstycket hålls ca. 20 mm från trästycket skall matarrullar na slira.
Spänn ald rig matarrullarna hårdare än vad som är nödvändigt för att erhålla en
jämn trådmatning. F ör hård spänning leder till kortare livslängd för utrustningen.
Använd aldrig något verktyg för att spänna matarrullarna.
VIKTIGT!
8. Mata fram tråden 30 mm med på manöverlåda A2 Weld Control Unit (PEI).
SE

-- 1 7 --
fhb6o1sa
9. Rikta tråden genom justering på r att (5).
S Använd alltid styrrö r (7) för säker matning av klen tråd (1,6 -- 2,5 mm).
S Vid MIG/MAG--svetsning med tråddimension mindre än 1,6 mm används en
styrspiral, som sättes i styrröret (7).
SE

-- 1 8 --
fhb6o1sa
4.3 Byte av matarrulle (A2 SF, A2 SG)
Enkeltråd
S Lossa rattarna (3) och (4).
S Lossa handratt (2).
S Byt matarrulle (1).
De är märkta med resp. tråddimension.
Dubbeltråd (Twin arc)
S Byt matarrulle (1) med dubbla spår på samma
sätt som för enkeltråd.
S OBSERVERA! Byt även tryckrulle ( 5).
Den speciella sfäriska tryckrullen för dubbel tråd ersätter standard tryckrulle för
enkeltråd.
S Montera tryckr ullen med speciell axeltapp ( best. nr. 0146 253 001).
Rörtråd för räfflade rullar (Tillbehör)
S Byt matarrulle ( 1 ) och tr yckrulle (5) parvis för respektive tråddimensioner.
OBS! För tryckrulle erfordras speciell axeltapp (best. nr. 0212 901 101).
S Drag åt ratten (4) med måttligt tryck så att rörtråden ej deformeras.
SE

-- 1 9 --
fhb6o1sa
4.4 Kontaktutrustningar för UP--svetsning.
4.4.1 Enkeltråd 1,6 -- 4,0 mm. Ligh t duty (D20)
Använd svetshuvud A2 SF (UP) där följande ingår:
S Tr ådmatarverk (1),
S Kontaktdon D20 ( 2 )
S Kontaktmunstycke (3) (M12--gänga).
Drag fast kontaktmunstycket (3) med nyckel för att god
kontakt skall erhållas.
4.4.2 Dubbeltråd 2 x 1,2 -- 2,0 mm. Light Twin (D35)
Använd svetshuvud A2 SF (UP, Twin) där följande ingår:
S Tr ådmatarverk (1),
S Kontaktdon, Twin D35 (2)
S Kontaktmunstycke (3) (M6--gänga)
S Klentrådsriktverk (5)
S Styrrör (4) och (6).
Drag fast kontaktmunstycket (3) med nyckel för att
god kontakt skall erhållas.
Inställning av tråden vid Twinarc--svetsning:
S Ställ in trådarna i fogen för optimalt svetsresultat genom att vrida kontaktdonet.
De båda trådarna kan vridas så att de är placerade efter varandra i linje med
fogen eller i valfritt läge upp till 90 _ tvärs fogen, dvs. en tråd på var sida av
fogen.
SE

-- 2 0 --
fhb6o1sa
4.5 Kontaktutrustningar för MIG/MAG--svetsning.
4.5.1 För enkeltråd 1,6 -- 2,5 mm (D35)
Använd svetshuvud A2 SG (MIG/MAG) där följande ingår:
S Tr ådmatarverk (1),
S Kontaktdon D35 ( 2 )
S Kontaktmunstycke (3) (M10--gänga).
Drag fast kontaktmunstycket (3) med nyckel för att
god kontakt skall erhållas.
4.5.2 För enkeltråd mindre än 1,6 mm (D35)
Använd svetshuvud A2 SG (MIG/MAG) där följande ingår:
S Tr ådmatarverk (1)
S Kontaktdon D35 ( 2 )
S Kontaktmunstycke (3) (M12--gänga),
S Styrrör (4).
Drag fast kontaktmunstycket (3) med nyckel för att
god kontakt skall erhållas.
Använd följande tillbehör:
S Klentrådsriktverk (5) som monteras på
ovansidan av klamman för Tr ådmatarverk ( 1)
S Styrspiral som sätts in i styrröre t (4).
SE
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58


























































ESAB A2 Welding heads with Welding Control Unit PEI Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB A2 Welding heads Användarmanual
-
-
-
ESAB A2 Automatic welding machines with Welding Control Unit PEI Användarmanual
-
-
-
-
-
ESAB A6 Mastertrac Användarmanual
-