
Valid for serial no. 942-xxx-xxxx0449 435 160 091113
A2 Tripletrac
A2TF K1
Bruksanvisning

Rätt till ändring av specifikationer utan avisering förbehålles.
SVENSKA 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


SVENSKA
1 SÄKERHET 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INTRODUKTION 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Allmänt 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Svetsmetod 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Definitioner 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Svetsning på horisontellt plan 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Tekniska data 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Huvuddelar A2TF K1 (UP) 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7 Beskrivning av huvuddelar 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INSTALLATION 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Allmänt 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Montering 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Justering av bromsnavet 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Anslutningar 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DRIFT 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Allmänt 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Laddning av svetstråd (A2TF K1) 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Byte av matarrulle (A2TF K1) 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 Kontaktutrustning för UP- svetsning 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.5 Påfyllning av svetspulver 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 Förflyttning av svetsautomaten 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 UNDERHÅLL 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Allmänt 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Dagligen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Periodiskt 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FELSÖKNING 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Allmänt 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Möjliga fel 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 RESERVDELSBESTÄLLNING 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MÅTTSKISS 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TILLBEHÖR 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RESERVDELSFÖRTECKNING 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 5 -
SafeArcT SE
1 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de
säkerhetsåtgärder som berör personal i arbete med systemet eller i dess närhet.
Säkerhetsåtgärderna skall uppfylla de krav som ställs på denna typ av
svetsutrustning. Innehållet i den här rekommendationen kan ses som ett tillägg till de
normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i
svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl
operatör som den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
dess handhavande
nödstoppens placering
dess funktion
gällande säkerhetsföreskrifter
svetsning
2. Operatören skall se till:
att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid
start
att ingen person står oskyddad när ljusbågen tänds
att arbetsområdet är fritt från objekt.
3. Arbetsplatsen skall:
vara lämplig för ändamålet
vara dragfri
4. Personlig skyddsutrustning:
Använd alltid föreskriven personlig skyddsutrustning som t ex
skyddsglasögon, flamsäkra kläder, skyddshandskar. Observera! Använd ej
skyddshandskar vid byte av tråd.
Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc
som kan fastna, eller ge brännskador.
5. Skydd mot andra risker
Damm av vissa partikelstorlekar kan vara skadligt för människor.
Anordna därför ventilationssystem och utsug som eliminerar dessa risker.
Vid byte av trådtrumma, iakttag störtsta försiktighet då trådände kan orsaka
personskada.
SE

- 6 -
SafeArcT SE
6. Övrigt
Kontrollera att anvisade återledare är väl anslutna.
Ingrepp i elektriska enheter får endast göras av behörig personal.
Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad
plats.
Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
Tänk på följande:
Att frikopplingen till växeln är i låst läge.
Om operatören lämnar svetsautomaten skall den parkeras med klossar
framför hjulen så att ingen risk föreligger för att automaten kommer i ofrivillig
rörelse.
Före svetsning kontrollera att svetsautomaten inte är ostabil.
Att svetshuvudets och trådbobinens placering påverkar svetsautomatens
tyngdpunkt. För hög tyngdpunkt ger en ostabil svetsautomat.
Att förbrukningen av tråd och svetspulver resulterar i att viktfördelningen
förskjuts under svetsning.
VARNING KLÄMRISK!
Använd ej skyddshandskar vid byte av tråd, matarrullar och trådbobin.
SE

- 7 -
SafeArcT SE
SE
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR ER SJÄLV OCH
ANDRA VAR DÄRFÖR FÖRSIKTIG NÄR NI SVETSAR. FÖLJ ER
ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM SKALL VARA BASERADE
PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK - Kan döda
Installera och jorda svetsutrustningen enligt tillämplig standard.
Rör ej strömförande delar eller elektroder med bara händer eller med våt
skyddsutrustning.
Isolera Er själv från jord och arbetsstycke.
Ombesörj att Er arbetsställning är säker.
RÖK OCH GAS - Kan vara farlig för Er hälsa
Håll ansiktet borta från svetsröken.
Ventilera och sug ut svetsrök och gas från Ert och andras arbetsområde.
LJUSBÅGEN - Kan skada ögonen och bränna huden
Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och
bär skyddskläder.
Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
Gnistor ("svetsloppor") kan orsaka brand. Se därför till att brännbara föremål
inte finns i svetsplatsens närhet.
BULLER - Starka ljud kan skada hörseln
Skydda öronen. Använd öronproppar eller andra hörselskydd.
Varna personer i närheten för riskerna.
VID FEL
Kontakta fackman.
SKYDDA ER SJÄLV OCH ANDRA!
LÄS OCH FÖRSTÅ OPERATÖRSMANUALEN FÖRE
INSTALLATION OCH ANVÄNDNING
VARNING

- 8 -
hha3d1sa
2 INTRODUKTION
2.1 Allmänt
Svetsautomat A2 Tripletrac är avsedd för UP-svetsning av stum- och kälfogar.
All övrig användning är förbjuden.
Svetsautomaten är avsedd att användas tillsammans med manöverlåda
PEK eller A2 Welding Control Unit (PEI) och ESAB's svetsströmkällor LAF eller TAF.
2.2 Svetsmetod
2.2.1 UP-svetsning
UP Light duty
UP light duty med ett kontaktdon Ø 20 mm som tillåter en belastning upp till
800 A (100%).
Detta utförande kan förses med matarrullar för enkeltrådsvetsning.
För rörtråd finns speciella räfflade matarrullar som garanterar en säker frammatning
av tråden utan att den deformeras p.g.a höga matningstryck.
2.3 Definitioner
UP-svetsning: Vid svetsning skyddas svetssträngen med ett pulvertäcke.
UP Light duty Detta utförande tillåter en belastning upp till 800 A (100%)
samt att klenare tråd används vid svetsning.
2.4 Svetsning på horisontellt plan
Svetsautomat A2 Tripletrac är konstruerade för att svetsa i det horisontella planet.
A2TF K1 ska inte användas vid svetsning i lutande plan.
SE

- 9 -
hha3d1sa
2.5 Tekniska data
A2TF K1 (UP)
Anslutningsspänning 42 V AC
Tillåten belastning 100 % 800 A
Elektroddimensioner:
massiv enkeltråd
rörtråd
1,6-4,0 mm
1,6-4,0 mm
Elektrodmatningshastighet, max 9 m/min
Bromsnavets bromsmoment 1,5 Nm
Åkhastighet 0,1-2,0 m/min
Vändradie vid rundsvetsning, min 1500 mm
Rördiameter vid invändig skarvsvetsning, min 1100 mm
Elektrodvikt, max 30 kg
Pulverbehållarens volym (Får ej fyllas med förvärmt pulver) 6 l
Vikt (exkl elektrod och pulver) 68 kg
Kapslingsklass IP10
EMC klassificering Klass A
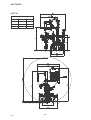
2.6 Huvuddelar A2TF K1 (UP)
2. Bärare
3. Trådmatarverk
4. Slidpaket, manuell
5. Kontaktrör
6. Trådmatningsmotor
7. Siktpinne
8. Pulverbehållare
9. Pulverslang
10. Manöverlåda PEK eller PEI
11. Vattenpass
12. Trådstyrning
För beskrivning av huvuddelarna se sidan 10.
SE

- 10 -
hha3d1sa
2.7 Beskrivning av huvuddelar
2.7.1 Vagn
Vagnen är tvåhjulsdriven.
Via låsspaken (1) frikopplas vagnen för
manuell transport.
Färdriktningen ställs in med ratten (2).
2.7.2 Bärare
På bäraren monteras bland annat
manöverlåda, trådmatarverk och pulverbehållare.
2.7.3 Trådmatarverk
Trådmatarverket används för att styra svetstråden ned i kontaktröreret.
2.7.4 Manuellt slidpaket
Svetshuvudets horisontella respektive vertikala placering ställs in med linjärsliderna.
Vinkelrörelsen kan fritt ställas in med rundsliden.
2.7.5 Kontaktrör
Förser svetstråden med ström via kontaktbackarna.
2.7.6 Trådmatningsmotor
Trådmatningsmotorn används för att mata fram svetstråden.
2.7.7 Siktpinne
Siktpinnen används för att sikta in svetshuvudet i fogen.
2.7.8 Pulverbehållare/ Pulverslang
Svetspulvret hälls i pulverbehållaren och styrs sedan till arbetsstycket via
pulverslangen.
Mängden svetspulver som släpps ner styrs via pulverventilen som sitter på
pulverbehållaren.
Se “Påfyllning av svetspulver” på sidan 15.
2.7.9 Manöverlåda
PEK, se bruksanvisning 0460 948 xxx, 0460 949 xxx, 0459 839 036.
A2 Welding Control Unit (PEI) se bruksanvisning 0449 331 xxx.
2.7.10 Vattenpass
Med vattenpasset kontrollerar man att svetsautomaten står horisontellt.
SE

- 11 -
hha3i1sa
3 INSTALLATION
3.1 Allmänt
Installationen skall utföras av behörig person.
VARNING
Roterande delar utgör klämrisk. Iakttag största försiktighet!
3.2 Montering
3.2.1 Trådtrumma (Tillbehör)
Trådtrumman (1) monteras på på bromsnavet (2).
VARNING
För att förhindra att trådtrumman glider av bromsnavet:
Lås trådtrumman med hjälp av det röda vredet,
enligt varningsetiketten placerad intill bromsnavet.
3.3 Justering av bromsnavet
Bromsnavet är justerat vid leverans, vid behov av
efterjustering följ anvisningarna nedan. Justera bromsnavet
så att tråden är något slak när matningen upphör.
Justering av bromsmomentet:
Ställ det röda vredet i låst läge.
För in en skruvmejsel i navets
fjädrar.
Medsols vridning av fjädrarna ger mindre bromsmoment.
Motsols vridning ger större bromsmoment.
OBS! Vrid fjädrarna lika mycket.
SE

- 12 -
hha3i1sa
3.4 Anslutningar
3.4.1 Allmänt
PEK ansluts av behörig person.
Se bruksanvisning 0460 948 xxx, 0460 949 xxx, 0459 839 036.
A2 Welding Control Unit (PEI) ansluts av behörig person.
Se bruksanvisning 0449 331 xxx.
För anslutning av svetsströmkälla LAF eller TAF se separat bruksanvisning.
3.4.2 Svetsautomat A2TF K1 (Pulverbågsvetsning, UP)
1. Anslut manöverkabel (5) mellan svetsströmkälla (3) och manöverlåda
PEK/ PEI (2).
2. Anslut återledaren (6) mellan svetsströmkälla (3) och arbetsstycke (4).
3. Anslut svetskabel (7) mellan svetsströmkälla (3) och svetsautomat (1).
4. Anslut mätledning (8) mellan svetsströmkälla (3) och arbetsstycke (4).
SE

- 13 -
hha3o1sa
4 DRIFT
4.1 Allmänt
VARNING:
Har Du läst och förstått säkerhetsinformationen?
Om så ej är fallet får maskinen inte tas i bruk!
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 5. Läs dessa innan du använder utrustningen.
Återledare
Innan igångkörning, kontrollera att återledaren är ansluten. Se sidan 12.
SE

- 14 -
hha3o1sa
4.2 Laddning av svetstråd (A2TF K1)
2. Kontrollera att matarrulle (1) och
kontaktbackar resp. kontaktmunstycken (3)
har rätt dimension för vald tråddimension.
3. Dra fram trådens ände genom trådmatarverket (2).
Vid tråd med större diameter än 2 mm: räta ut 0,5
m av tråden och mata ned den för hand genom
trådmatarverket.
4. Placera trådänden i matarrullens (1) spår.
5. Ställ in trådtrycket mot matarrullen med ratt (4).
OBS! Spänn ej hårdare än säker matning erhålls.
6. Mata fram tråden 30 mm nedanför kontaktbackarna genom att antingen trycka
på manöverlåd PEK eller genom att använda på manöverlåda PEI.
7. Rikta tråden genom justering på ratt (5).
4.3 Byte av matarrulle (A2TF K1)
Enkeltråd
Lossa rattarna (3) och (4).
Lossa handratt (2).
Byt matarrulle (1).
De är märkta med resp. tråddimension.
Rörtråd för räfflade rullar (Tillbehör)
Byt matarrulle (1) och tryckrulle (5) parvis för respektive tråddimensioner.
OBS! För tryckrulle erfordras speciell axeltapp (best. nr. 0212 901 101).
Drag åt ratten (4) med måttligt tryck så att rörtråden ej deformeras.
SE

- 15 -
hha3o1sa
4.4 Kontaktutrustning för UP- svetsning
Enkeltråd 1,6 - 4,0 mm. Light duty (D20)
Följande ingår:
Trådmatarverk (1),
Kontaktdon D20 (2)
Kontaktmunstycke (3) (M12-gänga).
Drag fast kontaktmunstycket (3) med nyckel för att god
kontakt skall erhållas.
4.5 Påfyllning av svetspulver
2. Lossa eventuellt cyklonen till pulversugaren.
3. Fyll på svetspulver.
OBSERVERA! Svetspulvret ska vara torrt.
4. Placera pulverslangen så att det inte viker sig.
5. Justera pulvermunstyckets höjd över svetsen, så att
lämplig pulvermängd erhålls.
Pulvertäcket ska vara så högt att genomslag av
ljusbåge ej förekommer.
SE

- 16 -
hha3o1sa
4.6 Förflyttning av svetsautomaten
Frikoppla hjulen genom att vrida på låsspaken (1).
Kontrollera att säkerhetskättingen (2) sitter fast.
Detta för att förhindra en olycka om t.ex
bäraren är dåligt låst i vagnens fotklamma.
OBS! Vid lyft av svetsautomat ska hål (3) användas.
SE

- 17 -
hha3m1sa
5 UNDERHÅLL
5.1 Allmänt
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i maskinen för att åtgärda eventuella fel.
OBS! Vid allt underhållsarbete ska nätspänningen vara frånslagen.
För underhåll av manöverlåda PEK se bruksanvisning 0460 948 xxx, 0460 949 xxx,
0459 839 036.
För underhåll av manöverlåda A2 Welding Control Unit (PEI) se
bruksanvisning 0449 331 xxx.
5.2 Dagligen
Håll svetsautomatens rörliga delar rena från svetspulver och damm.
Kontrollera att kontaktmunstycket och samtliga elledningar är anslutna.
Kontrollera att alla skruvförband är åtdragna och att styrning och drivrullar ej är
slitna eller skadade.
Kontrollera bromsnavets bromsmoment. Det får ej vara så litet, att
elektrodtrumman fortsätter att rotera vid stopp av elektrodmatning och det får ej
vara så stort, att matarrullarna slirar. Riktvärde för bromsmoment för 30 kg
elektrodtrumma är 1,5 Nm.
För justering av bromsmomentet se sidan 11.
5.3 Periodiskt
Kontrollera elektrodmatarenhetens elektrodstyrning, drivrullar och
kontaktmunstycke.
Byt slitna eller skadade komponenter.
Kontrollera sliderna, smörj om de kärvar.
SE

- 18 -
hha3f1sa
6 FELSÖKNING
6.1 Allmänt
Utrustning
Bruksanvisning manöverlåda PEK, 0460 948 xxx, 0460 949 xxx, 0459 839 036.
Bruksanvisning manöverlåda A2 Welding Control Unit (PEI), 0449 331 xxx.
Kontrollera
att svetsströmkällan är kopplad för rätt nätspänning
att samtliga 3 faser är spänningsförande (fasföljd utan betydelse)
att svetskablar och anslutningar till dessa är oskadade
att reglagen står i önskat läge
att nätspänningen kopplas ifrån innan reparation påbörjas
6.2 Möjliga fel
1. Symtom Ampere- och voltvärde ger stora variationer på displayen.
Orsak 1.1 Kontaktbackar resp -munstycke är slitna eller har fel dimension.
Åtgärd Byt kontaktbackar resp -munstycke.
Orsak 1.2 Trycket på matarrullarna är otillräckligt.
Åtgärd Öka trycket på matarrullarna.
2. Symtom Elektrodmatningen är ojämn.
Orsak 2.1 Trycket på matarrullarna är fel inställt.
Åtgärd Ändra trycket på matarrullarna.
Orsak 2.2 Fel dimension på matarrullarna.
Åtgärd Byt matarrullar.
Orsak 2.3 Spåren i matarrullarna är slitna.
Åtgärd Byt matarrullar.
3. Symtom Svetskablarna blir överhettade.
Orsak 3.1 Dåliga anslutningar.
Åtgärd Rengör och drag åt alla anslutningar.
Orsak 3.2 Svetskablarna har för klen dimension.
Åtgärd Öka kabeldimensionen eller använd parallella kablar.
7 RESERVDELSBESTÄLLNING
Reservdelar beställs genom närmaste ESAB-representant, se sista sidan på denna
publikation. Vid beställning var god ange maskintyp, serienummer samt benämning-
ar och reservdelsnummer enligt reservdelsförteckning på sidan 21.
Detta underlättar expedieringen och säkerställer korrekt leverans.
SE

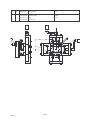
MÅTTSKISS
- 19 -
A2TF K1

TILLBEHÖR
- 20 -
Utility light, complete: 0449443880
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38






































Relaterade papper
-
ESAB A2 Welding heads Användarmanual
-
-
-
-
-
-
-
ESAB A6 Mastertrac Användarmanual
-
-