
SE
Valid for serial no. 418--xxx--xxxx, 435--xxx--xxxx,
533--xxx--xxxx
0459 508 001 SE 051110
OrigoFeed 30- 2
OrigoFeed 30- 4
Bruksanvisning

-- 2 --
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
1DIREKTIV 3.........................................................
2 SÄKERHET 3........................................................
3 INTRODUKTION 4...................................................
3.1 Utrustning 4................................................................
4 TEKNISKA DATA 5...................................................
5 INSTALLATION 5....................................................
5.1 Lyftanvisning 6..............................................................
6 DRIFT 6.............................................................
6.1 Anslutningar och kontrollorgan 7..............................................
6.2 Funktionsförklaring 8........................................................
6.3 T rådmatningstryck 9.........................................................
6.4 Byte och införing av tråd 10....................................................
6.5 Byte av matarrulle OrigoFeed 30--2 10..........................................
6.6 Byte av matarrulle OrigoFeed 30--4 10..........................................
7 UNDERHÅLL 11......................................................
7.1 Kontroll och rengöring 11......................................................
8 RESERVDELSBESTÄLLNING 11.......................................
SCHEMA 13.............................................................
BESTÄLLNINGSNUMMER 15.............................................
SLITDELAR 16.........................................................
TILLBEHÖR 20.........................................................

-- 3 --
bm38d1sa
1DIREKTIV
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
ESAB Welding Equipment AB, SE--695 81 Laxå, Sverige, försäkrar under eget ansvar att trådmata-
renhet OrigoFeed 30--4 från serienummer 418 är i överensstämmelse med standard IEC/EN 60974--5
enligt villkoren i direktiv (73/23/EEG) med tillägg (93/68/EEG) och standard IEC/EN 60974--10 enligt
villkoren i direktiv (89/336/EEG) med tillägg (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Henry Selenius
Managing Director
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2004--04--20
2 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som
berör personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de
krav som ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses
som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
VARNING!
Läs och förstå bruksanvisningen före installation
och användning.
SE

-- 4 --
bm38d1sa
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR DIG SJÄLV OCH ANDRA.VAR DÄRFÖR
FÖRSIKTIG NÄR DU SVETSAR. FÖLJ DIN ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM
SKALL VARA BASERADE PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera dig själv från jord och arbetsstycke.
S Ombesörj att din arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig för din hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från ditt och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL -- Kontakta fackman
VARNING
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN FÖRE INSTALLATION OCH ANVÄNDNING
SKYDDA DIG SJÄLV OCH ANDRA!
ESAB kan tillhandahålla nödvändiga svetsskydd och övriga tillbehör.
Använd inte strömkällan för tining av frusna rör.
VARNING!
Denna produkt är endast avsedd för bågsvetsning.
3 INTRODUKTION
Tr ådmatarenheterna OrigoFeed 30--2 och OrigoFeed 30--4 är avsedda för
MIG/MAG--svetsning tillsammans med svetsströmkälla OrigoMig 405.
De finns i olika varianter, se på sidan 15.
Matarenheterna kan användas tillsamm ans med tråd på ESAB’s MarathonPact,
eller på trådbobin Ø 300 mm.
De kan placeras antingen på strömkällan, hängande ovanför arbetsplatsen, på
avlastningsarm eller på golvet med eller utan hjulsats.
ESAB’s tillbehör för produkten hittar du på sidan 20.
3.1 Utrustning
Tr ådmatarenheterna levereras med bruksanvisning och dekal.
SE

-- 5 --
bm38d1sa
4 TEKNISKA DATA
OrigoFeed 30--2 OrigoFeed 30--4
Matningsspänning 42 V 50 -- 60 Hz 42 V 50 -- 60 Hz
Effektbehov 336 VA 336 VA
Motorström I
max
3.5 A 3.5 A
Inställningsdata
T rådmatningshastighet
Efterbrinntid
Punktsvetstid
1,5 -- 22,0 m/min
0--0,7 s
--
1,5 -- 22,0 m/min
0--0,7 s
0,2 -- 5 s
Pistolanslutning EURO EURO
Max. diameter trådbobin 300 mm 300 mm
Tråddimension
Fe
Ss
Al
Rörtråd
0,6 -- 1,2 mm
0,6 -- 1,2 mm
1,0 -- 1,2 mm
0,8 -- 1,2 mm
0,6 -- 1,6 mm
0,6 -- 1,2 mm
1,0 -- 1,6 mm
0,8 -- 1,6 mm
Vikt 12,6 kg 13,2 kg
Dimensioner (l x b x h) 569 x 259 x 355 mm 569 x 259 x 355 mm
Skyddsgas
max tryck
Gaser för MIG/MAG--svetsning
5 bar
Gaser för MIG/MAG--svetsning
5 bar
Tillåten belastning vid
60% intermittens
100% intermittens
365 A
280 A
365 A
280 A
Kapslingsklass
grundutförande
med kapslad bobinhållare*
med MarathonPact
IP2X
IP23
IP23
IP2X
IP23
IP23
* Tillbehör se sidan 20.
Kapslingsklass
IP--koden anger kapslingklass, dvs graden av skydd mot inträngning av fasta föremål och vatten.
Apparat märkt IP 2X är avsedd för inomhusbruk.
Kapslingsklass
IP--koden anger kapslingsklass, dvs graden av skydd mot inträngning av fasta föremål och vatten.
Apparat märkt IP 23 är avsedd för inom-- och utomhusbruk.
Intermittensfaktor
Intermittensfaktorn anger den tid i procent av en tiominutersperiod, som man kan svetsa med en
viss belastning.
5 INSTALLATION
Installationen skall utföras av behörig person.
SE

-- 6 --
bm38d1sa
VARNING!
Denna produkt är avsedd för industriell användning. I hem-- och kontorsmiljö kan denna produkt
orsaka radiostörningar. Det är användarens ansvar att vidta lämpliga åtgärder.
VARNING!
Vid svetsning i miljö med förhöjd elektrisk fara ska endast strömkällor avsedda för denna miljö
användas, dessa strömkällor är märkta med symbolen .
5.1 Lyftanvisning
Beställningsnummer för lyftögla hittar du på sidan 20.
OBS! Används annan upphängningsanordning skall denna vara avisolerad från
trådmatarenheten.
6 DRIFT
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 3. Läs d essa innan du använder utrustningen.
VARNING!
Se till att sidoluckorna är stängda under drift.
För att förhindra att trådbobinen glider av bromsnavet:
Lås bobinen med hjälp av det röda vredet, enligt varnings--
etiketten placerad intill bromsnavet.
VARNING!
SE

-- 7 --
bm38d1sa
VARNING!
Roterande delar utgör klämrisk, iakttag största försiktighet!
VARNING!
T ipprisk när trådmatarenheten förses med avlastningsarm. Förankra utrustningen, speciellt
när underlaget är ojämnt eller lutande.
Vid förflyttning av utrustningen använd avsett handtag. OBS! Drag aldrig i pistolen.
6.1 Anslutningar och kontrollorgan
Anslutning av manöverkabel
Vid anslutning av m anöverkabeln är det
viktigt a tt sätta fast kabeln med
dragavlastningen.
Se till att kåpan skruvas fast ordentligt.
OrigoFeed 30--2
1 Ratt för inställning av trådmatnings--
hastighet
4 Anslutning för svetspistol
2 Ratt för inställning av efterbrinntid 5 Anslutning för svetsström från strömkälla,
(OKC)
3 Omkopplare för 2--takt / 4--takt 6 Anslutning för skyddsgas
7 Anslutning för manöverkabel från
strömkälla
SE

-- 8 --
bm38d1sa
OrigoFeed 30--4
1 Ratt för inställning av trådmatnings--
hastighet
6 Anslutning för svetspistol
2 Omkopplare för aktivering av 2/4--takt,
punktsvetsning, kalltrådsmatning eller
gasspolning
7 Anslutning för svetsström från strömkälla,
(OKC)
3 Ratt för inställning av punktsvetsningstid 8 Anslutning för skyddsgas
4 Ratt för inställning av efterbrinntid 9 Anslutning för manöverkabel från
strömkälla
5 Omkopplare för krypstart FRÅN / TILL
6.2 Funktionsförklaring
Trådmatningshastighet
Med trådmatningshastighet anges en matningshastighet (m/min) för tråden.
2--takt
Vid 2 takt startar gasflödet och därefter trådmatningen när pistolkontakten tr ycks in.
Svetsprocessen avslutas när pistolkontakten släpps, trådmatningen stannar och
gasen slutar strömma.
4--takt
Vid 4--takt startar gasflödet när pistolkontakten trycks in och trådmatningen startar
när kontakten släpps. Svetsprocessen fortsätter tills kontakten åter trycks in,
trådmatningen stannar och när kontakten släpps slutar gasen att strömma.
Punktsvetsning
Punktsvetsning används när man vill svetsa korta upprepade tillfällen med en
förinställd tid.
När pistolkontakten trycks in startar gasflödet under en av kretskortet styrd tid, efter
detta startar svetsprocessen med den tid som är inställd, när svetsprocessen är
avslutad upphör gasflödet.
SE

-- 9 --
bm38d1sa
Kalltrådsmatning
Kalltrådsmatning används för att mata fram tråd utan svetsspänning och gasflöde.
Aktivering av kalltrådsmatning: tryck in pistolkontakten och trådmatningen startar.
Gasspolning
Gasspolning används för att mäta gasflödet eller för att spola gasslangarna rena från
eventuell luft och fukt innan svetsningen påbörjas. Gasspolningen utförs utan att
spänning och tr ådmatning är till.
Aktivering av gasspolning: tryck in pistolkontakten och gaspolningen startar.
Efterbrinntid
Efterbrinntid är en fördrö jning mellan tidpunkten då tråden br om sas tills att
strömkällan stänger av svetsspänningen. För kort efterbrinntid ger ett långt
trådutstick efter avslutad svetsning med risk för att tråden fastnar i smältan. För lång
efterbrinntid ger ett kortare utstick och ökad risk för att ljusbågen brinner upp i
kontaktmunstycket.
Krypstart
Krypstart innebär att tråden matas med 50 % lägre hastighet tills den får elektrisk
kontakt med arbetsstycket, då ökar farten till inställd hastighet.
6.3 Trådmatningstryck
Börja m ed att kontrollera att tr åden ej går trögt i trådledaren. Ställ sedan in trycket
på matarenhetens tryckrullar. Det är viktigt att trycket ej är för hårt.
Fig. 1 Fig. 2
För att kontrollera att m atningstrycket är r ätt inställt, kan m a n mata ut tråd mot ett
isolerat föremål, till exempel en träbit.
När man håller pistolen cirka 5 mm från träbiten (fig. 1) skall matarrullarna slira.
Håller m an pistolen cirka 50 mm från träbiten skall tråden matas ut och vecka sig
(fig. 2).
SE

-- 1 0 --
bm38d1sa
6.4 Byte och införing av tråd
S Öppna sidoluckan.
S Lossa tryckgivaren genom att fälla den bakåt, tryckarmen fälls upp.
S Räta ut 10--20 cm av den nya tråden . Fila bort grader och vassa kanter på
trådänden innan den förs in i trådmatarenheten.
S Se till att tråden kommer rätt i matarullens spår och in i utloppsmunstycket
respektive trådledaren.
S Fäll ner tryckarmen och spänn fast den med tryckgivaren.
S Stäng sidoluckan.
6.5 Byte av matarrulle OrigoFeed 30--2
S Öppna sidoluckan.
S Lossa tryckgivaren (1) genom att fälla den bakåt.
S Lossa och ta bort insexskruven (2) och brickan.
S Drag ut matarrullen (3).
Vid montering upprepa ovanstående i omvänd
ordning.
Val av spår i matarrullen
Vänd matarrullen med dimensionsmärkningen för
önskat spår mot dig.
6.6 Byte av matarrulle OrigoFeed 30--4
S Öppna sidoluckan.
S Lossa tryckgivaren (1) genom att fälla den bakåt.
S Lossa matarrullarna (2) genomatt skruva bort
muttrarna (3) och dra ut rullarna
Vid montering upprepa ovanstående i omvänd ordning.
Val av spår i matarrullen
Vänd matarrullen med dimensionsmärkningen för önskat
spår mot dig.
SE

-- 1 1 --
bm38d1sa
7 UNDERHÅLL
Regelbundet underhåll är viktigt för tillförlitlig och säker drift.
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
7.1 Kontroll och rengöring
Trådmatarenheten
Kontrollera regelbundet att matarenheten ej är nedsmutsad.
S Rengöring och byte av matarmekanismens slitdelar bör ske med jämna
mellanrum för att erhålla en störningsfri trådmatning. Observera att för hårt
inställd förspänning kan medför a onorma lt slitage på tryckrulle, matarrulle och
trådledare.
Bromsnavet
Navet är justerat vid leverans, vid behov av efterjustering
följ anvisningarna nedan. Justera bromsnavet så att
tråden är något slak när matningen upphör.
S Justering av bromsmomentet:
S Ställ det röda vredet i låst läge.
S För in en skruvmejsel i navets
fjädrar.
Medsols vridning av fjädrarna ger mindre bromsmoment.
Motsols vridning ger större bromsmoment. OBS! Vrid fjädrarna lika mycket.
Pistol
S Rengöring och byte av pistolens slitdelar bör ske med jämna mellanrum för att
erhålla en störningsfri trådmatning. Blås ren trådledaren regelbundet och
rengör kontaktmunstycket.
8 RESERVDELSBESTÄLLNING
Reparations-- och elektriska arbeten ska utföras av ESAB auktoriserad
servicepersonal. Använd endast ESAB original reservdelar och slitdelar .
OrigoFeed 30--2 / OrigoFeed 30--4 är konstruerade och provade i enlighet med
internationell och europeisk standard IEC/EN 60974--5 och EN 50199. Efter utförd
service eller reparation åligger det utförande serviceinstans att förvissa sig om att
produkten inte avviker från den ovan nämnda standarden.
Reservdelar beställs genom närmaste ESAB--representant, se sista sidan på denna
publikation.
SE

-- 1 2 --
page

Edition 051110
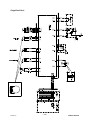
Schema
-- 1 3 --
bm38e11a
OrigoFeed 30--2

Edition 051110
-- 1 4 --
bm38e11a
OrigoFeed 30--4

OrigoFeed 30- 2, OrigoFeed 30- 4
Edition 051110
Beställningsnummer
-- 1 5 --
bm38o11a
Ordering no. Denomination Type
0459 495 782 Wire feed unit OrigoFeed 30--2
0459 495 882 Wire feed unit OrigoFeed 30--4
0459 508 990 Spare parts list OrigoFeed 30--2 / OrigoFeed 30--4
OrigoFeed 30- 2
Edition 051110
Slitdelar
-- 1 6 --
bm38whm1
S= Standard
Item
Ordering no. Denomination Notes
HM1 0455 889 001* Insert tube (S) For Fe, Ss & cored wire
0455 894 001* Insert tube For Al wire
HM2 0455 886 001* Outlet nozzle (S) For Fe, Ss & cored wire
0455 885 001* Outlet nozzle For Al wire
HM3 0455 898 001
0215 201 202
Screw
O--ring
(M5x12)
HM4 0455 881 001 Cover plate
HM5 Screw M4x12
HM6 0193 104 002 Washer Ø16/5x1
HM7 0367 556 001 Feed roller For Fe, Ss & cored wire, Ø 0.6 -- 0.8 mm, V groove
0367 556 002 Feed roller (S) For Fe, Ss & cored wire, Ø 0.8 -- 1.0 mm, V groove
0367 556 003 Feed roller For Fe, SS & cored wire Ø 1.0 -- 1.2 mm, V groove
0367 556 004 Feed roller For Al wire, Ø 1.0 -- 1.2 mm, U groove
0367 556 006 Feed roller For Cored wire, Ø 1.2 -- 1.6 mm, V--Knurled groove
HM8 0466 074 001 Insert tube
HM9 0455 906 001 Spacer sleeve Included in item HM100
HM10 0455 907 001 Pressure roller Flat, Included in item HM100
HM11 Nut M8, Included in item HM100
HM12 0469 835 001 Pressure arm Included in item HM100
HM13 0456 088 001 Shaft Included in item HM100
HM14 0455 896 001 Spring
HM15 Nut M10
HM16 0458 748 002 Insulating washer
HM17 0458 748 001 Insulating bushing
HM18 0156 602 001
0332 318 001
Inlet nozzle (S)
Inlet nozzle
For Fe, Ss, Al & Cored wire, Ø 2 mm plastic for 0.6--1.6 mm
For Fe, Ss & Cored wire, Ø 2.4 mm steel for 1.2--2.0 mm
HM19 0191 496 1 14 Woodruff wedge
* Insert tube 0455 889 001 and outlet nozzle 0455 886 001 must be used together.
Insert tube 0455 894 001 and outlet nozzle 0455 885 001 must be used together .
PARTS SET
Item Ordering no. Denomination Notes
HM100 0367 529 001 Pressure arm compl. Includes item HM9, HM10, HM11, HM12 and HM13
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

OrigoFeed 30- 2
Edition 051110
-- 1 7 --
bm38whm1

OrigoFeed 30- 4
Edition 051110
-- 1 8 --
bm38whn1
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Notes
HN1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
For Fe, Ss & cored wire
For Al Wire
HN2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
For Fe, Ss & cored wire, Ø 2.0 mm steel for 0.6--1.6 mm
For Al wire, Ø 2.0 mm plastic for 0.8--1.6 mm
HN3 0191 496 1 14 Woodruff wedge
HN4 0459 440 001 Motor gear euro
HN5 Washer Ø 16/5x1
HN6 Screw M4x12
HN7 Screw M6x12
HN8 Washer Ø 12/6.4x1.5
HN9 0469 838 001 Cover
HN10 0458 722 880 Axle and Nut
HN11 0369 557 001 Feed roller For Fe, Ss & cored wire, Ø 0.6 & 0.8 mm, V groove
0369 557 002 Feed roller For Fe, Ss & cored wire, Ø 0.8 & 1.0 mm, V groove
0369 557 003 Feed roller (S) For Fe, Ss & cored wire, Ø 1.0 & 1.2 mm, V groove
0369 557 004 Feed roller For Cored wire, Ø 1.0/1.2 & 1.4/1.6 mm, V--Knurled groove
0369 557 011 Feed roller For Al wire, Ø 0.8 & 0.9 mm, U groove
0369 557 006 Feed roller For Al wire, Ø 1.0 & 1.2 mm, U groove
HN12 0459 441 880 Gear adapter
HN13 0455 049 001 Inlet nozzle
HN14 0455 906 001 Spacer sleeve
HN15 0455 907 001 Pressure roller Flat
HN16 0215 702 708 Locking washer
HN17 0459 518 001 Axel pressure roll
HN18 Nut M10
HN19 0458 748 002 Insulating washer
HN20 0458 748 001 Insulating bushing
HN21 0156 602 001
0332 318 001
Inlet nozzle (S)
Inlet nozzle (HD)
For Fe, Ss, Al & Cored wire, Ø 2 mm plastic for 0.6--1.6 mm
For Fe, Ss & Cored wire, Ø 2.4 mm steel for 1.2--2.0 mm
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

OrigoFeed 30- 4
Edition 051110
-- 1 9 --
bm38whn1

Edition 051110
OrigoFeed 30- 2, OrigoFeed 30- 4
Tillbehör
-- 2 0 --
bm38a11a
1 Bobbin cover, plastic Ø 300mm ........... 0458 674 880
1 Adapter for 5 kg bobbin .................... 0455 410 001
1
2
Lifting eye ...............................
Brake hub ...............................
0458 706 880
0146 967 881
1
2
Turning piece ............................
Quick connector MarathonPact ...........
0458 703 880
F102 440 880
1 Wheel kit ................................ 0458 707 880
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















ESAB Origo™Feed 30-2 Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB Feed L302 M08, Feed L304 M09 Användarmanual
-
ESAB ESABFeed 30-2 M11 Användarmanual
-
-
-
-
-
ESAB Feed 30-4 M13, Feed 48-4 M13 Användarmanual
-
ESAB ESABFeed 48-4 M14 Användarmanual
-
ESAB Feed 304 M12, Feed 484 M12 Användarmanual
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Användarmanual