Cebora 285 Sound MIG 2035/M Pulse Användarmanual
- Typ
- Användarmanual

I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 9
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.16
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 24
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 31
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 38
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu.45
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side.52
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Pag.59
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid.66
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.73
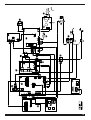
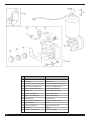
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 81÷84
10/09/08
3.300.882/D
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

66
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA
EN FARA FÖR DIG OCH ANDRA PERSONER.
Användaren måste därför informeras om de risker som
uppstår på grund av svetsarbetena. Se sammanfattning-
en nedan. För mer detaljerad information, beställ manual
kod 3.300.758
ELSTÖT - Dödsfara
• Installera och anslut svetsen enligt gällande
standard.
• Rör inte vid spänningsförande elektriska delar
eller elektroder med bar hud, våta handskar eller kläder.
• Isolera dig mot jord och det arbetsstycke som ska svet-
sas.
• Kontrollera att arbetsplatsen är säker.
RÖK OCH GAS - Kan vara skadliga för hälsan
• Håll huvudet borta från röken.
• Se till att det finns tillräcklig ventilation vid arbe-
tet och använd uppsugningssystem i bågzonen
för att undvika gasförekomst i arbetszonen.
STRÅLAR FRÅN BÅGEN - Kan skada ögonen och brän-
na huden
• Skydda ögonen med svetsmasker som är för-
sedda med filtrerande linser och bär lämpliga klä-
der.
• Skydda andra personer med lämpliga skärmar eller för-
hängen.
RISK FÖR BRAND OCH BRÄNNSKADOR
• Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättan-
tändligt material i närheten och bär lämpliga
skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
PACEMAKER
• De magnetfält som uppstår på grund av högström kan
påverka pacemakerfunktionen. Bärare av livsuppehållande
elektroniska apparater (pacemaker) ska konsultera en läka-
re innan de går i närheten av bågsvetsnings-, bågskär-
nings-, bågmejslings- eller punktsvetsningsarbeten.
EXPLOSIONER
• Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse med
föreskrifterna i harmoniserad standard IEC 60974-10 och får
endast användas för professionellt bruk i en industri-
miljö. Det kan i själva verket vara svårt att garantera den
elektromagnetiska kompatibiliteten i en annan miljö än
en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRONI-
SKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets har tillverkats med inverterteknik och lämpar
sig för pulserande synergisk MIG/MAG-svetsning, ej pul-
serande synergisk MIG/MAG-svetsning och traditionell
MIG/MAG-svetsning.
Svetsen kan endast användas för de användningsområ-
den som beskrivs i bruksanvisningen.
Svetsen ska inte användas för att tina rör.
2.2 FÖRKLARING AV TEKNISKA DATA
IEC 60974.1 Maskinen är tillverkad i enlighet med dessa
EN 50199 europeiska standarder
N°. Serienummer. Ska alltid uppges vid alla typer
av förfrågningar angående maskinen.
Statisk enfas frekvensomvandlare
Transformator-likriktare.
MIG Lämplig för MIG-svetsning.
U0. Sekundärspänning vid tomgång.
X. Procentuell driftfaktor.
Driftfaktor som anger hur många procent av
en period på 10 minuter som maskinen kan
tillåtas arbeta vid en given ström utan att
överhettas.
I2. Svetsström.
U2. Sekundärspänning med svetsströmmen I2.
U1. Nominell matarspänning.
1~ 50/60Hz Enfas matning vid 50 eller 60 Hz.
I
1
Max Den totala strömförbrukningen vid ström-
men I
2
och spänningen U
2
.
I
1
eff Värde för max. effektiv strömförbrukning
med hänsyn till driftfaktorn.
Vanligtvis överensstämmer värdet med
säkringens värde (av fördröjd typ) som
1
~
f
1
f
2
INSTRUKTIONSMANUAL FÖR TRÅDSVETS

67
används för att skydda maskinen.
IP23 C. Höljets kapslingsklass.
Siffran 3 som andra siffra innebär att denna
maskin får användas utomhus vid regn.
Tilläggsbokstaven C innebär att denna
maskin är skyddad mot ingrepp med
verktyg (diameter 2,5 mm) på spännings-
satta delar i matningskretsen.
Lämplig för användning i miljöer med förhöjd
risk.
OBS! Maskinen är konstruerad för att arbeta i miljöer med
föroreningsgrad 3 (se standard IEC 664).
2.3 SKYDD
2.3.1 Blockeringsskydd
Vid felfunktion kan ett blinkande nummer med följande
betydelse visas på displayen G:
52 = Startknapp intryckt vid påslagning.
53 = Startknapp intryckt vid återställning av termostaten.
56 = Långvarig kortslutning mellan svetstråden och
arbetsstycket. Stäng av och återstarta apparaten.
Om displayen visar andra nummer ska Du kontakta servi-
ceverkstaden.
2.3.2 Mekaniskt skydd (säkerhetsbrytare)
Om den rörliga sidopanelen öppnas aktiveras säker-
hetsknappen, vilket innebär att svetsen inte kan använ-
das. Tack vare detta skydd, som indikeras av att förkort-
ningen OPn blinkar på displayen G, förhindras farliga
situationer när operatören byter trådmatarrulle eller svet-
stråd.
2.3.3 Överhettningsskydd
Maskinen skyddas av en termostat som stoppar maski-
nen om max. temperatur överskrids. I ett sådant läge
fortsätter fläkten att gå och på displayen G blinkar för-
kortningen OPn.
3 INSTALLATION
Kontrollera att matningsspänningen överensstämmer
med värdet som anges på svetsens märkplåt.
Anslut en kontakt av lämplig dimension till nätkabeln.
Kontrollera att den gulgröna ledaren är ansluten till
jordstiftet.
Dimensionen på den termomagnetiska brytaren och
säkringarna som är placerade i serie med elmatningen
måste vara lika med eller större än strömmen I1 som
förbrukas av maskinen.
3.1 IGÅNGSÄTTNING
Installationen av maskinen får endast utföras av kvalifi-
cerad personal. Alla anslutningar måste utföras i enlighet
med och med full respekt för olycksförebyggande lagar
(se standard CEI 26-10 - CENELEC HD 427).
3.2 KONTROLLER PÅ FRÄMRE PANEL (FIG. 1)
A - Gul lysdiod Hold
S
Lysdioden indikerar att svetsströmmen som visas på
displayen G är den som används under svetsningen.
Lysdioden tänds i slutet av varje svetsning.
B - Vred för reglering av trådhastighet
Om du vrider på vredet:
• När de traditionella programmen används, visas has-
tigheten i meter/min. på displayen G.
• När de synergiska programmen används (pulserande
eller traditionella), visas svetsströmmen, med vilken
svetsningen utförs, på displayen G.
• När de pulserande synergiska programmen används,
visas rekommenderad tjocklek i förhållande till inställd
svetsström i ca. 2 sek. på displayen Q. Därefter visas
åter numret på det valda svetsprogrammet.
C - Grön lysdiod
När denna lysdiod och lysdioden M lyser samtidigt indi-
keras att punkt- eller pulssvetsning är aktiverad.
D - Regleringsvred
Med detta vred ställer du in punktsvetsnings- eller
arbetstiden under pulssvetsning.
E - Centraladapter
Till denna ska svetsbrännaren anslutas.
F - Jorduttag
Uttag för anslutning av jordkabel.
G - Tresiffrig display
På denna display visas:
• När synergiska program har valts (knappen R), materi-
altypen för det valda programmet (FE = Järn, AL =
Aluminium, SS = Rostfritt stål).
• I de traditionella programmen, trådhastigheten innan
svetsningen påbörjas och svetsströmmen efter avslutad
svetsning.
• I de synergiska programmen, hastigheten eller den
inställda svetsströmmen innan svetsningen påbörjas,
och den använda svetsströmmen efter avslutad svets-
ning.
• I de synergiska traditionella programmen och de pul-
serande traditionella programmen, hur svetsbågens
längd (vredet I) och impedansen (vredet P) varierar i för-
hållande till det rekommenderade nolläget.
• Förkortningen OPn (blinkar) om motorutrymmets lucka
är öppen.
• förkortningen OPn (blinkar) om termostaten ingriper.
• Vid driftfunktionerna visas följande förkortningar (se
kapitel 5 för ytterligare information): dSP, Job, PrF, PoF,
Acc, bb, HSA, SC, Len, Slo, 3L, CrC och 2-4.
• På menyn för minnena visas bokstaven P följd av två
siffror som betecknar numret på minnet. Se kapitel 6 för
ytterligare information.
H - Grön lysdiod
Lysdioden indikerar att ett pulserande synergiskt pro-
gram används för svetsningen.

68
I - Regleringsvred
I de traditionella programmen kan svetsspänningen stäl-
las in med vredet. Inställning från 1 till 10.
I de synergiska och de pulserande synergiska program-
men måste vredets visare stå på SYNERGIC (regler-
ingsvredets mittläge). Denna inställning rekommenderas
av tillverkaren. Genom att vrida på vredet kan du korri-
gera svetsbågens längd. Ändringen av detta mått, till ett
högre eller lägre värde i förhållande till inställningen
SYNERGIC, visas på displayen G. Displayen visar
föregående mått 2 sek. efter den senaste korrigeringen.
L - Grön lysdiod
Lysdioden indikerar att konstant svetsning är aktiverad.
M - Grön lysdiod
Lysdioden indikerar att pulssvetsning är aktiverad. Den
tänds tillsammans med lysdioden C.
N - Regleringsvred
Med detta vred ställer du in paustiden mellan två
svetssträckor.
O - Knapp
När denna knapp trycks ned och släpps upp ökar det
numeriska värdet på displayen Q.
Om knappen trycks ned tillsammans med knappen R,
kan du välja driftfunktioner och minnen som används för
att lagra programmen. Se kapitel 6.
P - Regleringsvred
I de traditionella programmen: Inställning från 1 till 10.
Med detta vred ställer du in impedansvärdet.
Det optimala värdet för samtliga synergiska program
motsvaras av läget 0. Maskinen ställer automatiskt in
det korrekta impedansvärdet utifrån det valda program-
met. Operatören kan korrigera det inställda värdet på
följande sätt: Genom att vrida potentiometern mot plus
(+) erhålls svetsning med högre temperatur och lägre
genomsmältningsgrad. Genom att vrida potentiometern
mot minus (-) erhålls svetsning med lägre temperatur
och högre genomsmältningsgrad.
Vid svetsning i ett synergiskt program kan ändringen till
ett plusvärde resp. minusvärde i förhållande till mittläget
0 medföra att driftspänningen måste korrigeras med
potentiometern I.
Ändringen visas på displayen G. Displayen visar
föregående mått 2 sek. efter den senaste korrigeringen.
PULSEPULSEPULSE
Art.
285
1
2
3
4
7
8
9
10
5
6
1
2
3
4
7
8
9
10
5
6
V
A
®
INVERTER
MIG 2035
/
M
MIG 2035
/
M
MIG
SINERGIC
888
MIG
PULSE
HOLD
11
22
33
44
55
66
77
88
99
10 10
5
4
3
2
1
0
1
2
3
4
5
88
P
F
E
D
C
B
A
H
I
L
M
N
O
P
Q
R
S
G
Fig. 1

69
Q - Tvåsiffrig display
På denna display visas:
• Numret på det valda programmet.
• Tjockleken (under 2 sek.) när du vrider på vredet B i
de pulserande synergiska programmen.
• Det numeriska värdet på måttet som visas på display-
en G eller förkortningarna On, OF, Au, A, SP, 0, 1, 2, 4
(värdet och förkortningarna visas i driftfunktionerna). Se
kapitel 5 för ytterligare information.
• På menyn för minnena visas programnumret som
används vid lagring i eller hämtning ur minnet. Se kapitel
6 för ytterligare information.
R - Knapp
När denna knapp trycks ned och släpps upp minskar
det numeriska värdet på displayen Q.
Om knappen trycks ned tillsammans med knappen O,
kan du välja driftfunktioner och minnen. Se kapitlen som
beskriver dessa funktioner.
S - 10-poligt kontaktdon
Det 10-poliga hankontaktdonet för brännaren Pull 2003
ska anslutas till detta kontaktdon.
3.3 KONTROLLER PÅ BAKRE PANEL (fig. 2)
T - Kopplingsdon för gas
U - Strömbrytare
Startar och stänger av maskinen.
V - Fästpunkter för spolsats, 15 kg, art. nr. 129
3.4 KONTAKTDON AV TYP DB9 (RS 232) (fig. 3)
Kontaktdonet används för att uppdatera mikroprocesso-
rernas program.
4 SVETSNING
4.1 IGÅNGSÄTTNING
Kontrollera att trådens diameter överensstämmer med
diametern som anges på trådmatarrullen och att det
valda programmet är kompatibelt med materialet och
gastypen. Använd trådmatarrullar med U-format spår för
aluminiumtråd och med V-format spår för övriga trådty-
per.
4.1.1 Anslutning av gasslang
Gasflaskan ska vara försedd med en tryckreducerings-
ventil och en flödesmätare.
Om gasflaskan är placerad på vagnens stödplatta måste
den fästas med avsedd kedja.
Sätt gasflaskan på plats innan gasslangen på maskinens
baksida ansluts till tryckregleringsventilen. Gasflödet ska
regleras till cirka 8 - 10 liter/min.
4.2 MASKINEN ÄR KLAR ATT ANVÄNDAS
När du använder en brännare av typ Pull-2003 ska du
följa anvisningarna i bifogad bruksanvisning.
•Anslut jordklämman till arbetsstycket.
• Placera strömbrytaren U i läget 1.
• För val av program, se förteckning i fickan på den rör-
liga sidopanelen (fig. 4).
• Visa numret på det valda programmet på displayen Q
med hjälp av knapparna O och R.
• Om ett pulserande synergiskt program väljs ska vredet
B vridas tills tjockleken (som ska användas) visas på
IP 23C
15 /14,7 -200 /24
AVAV
X
(40°C)
I
2
U
2
60%35% 100%
160
A
200
A
145
A
22
V
24
V
21,2
V
U
0
64
V
U 230 50/60
1V Hz
I
1
max = 32
I20
A
1A
eff =
1
~
f
1
f
2
MADE IN ITALY
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
EN 60974-1
EN 50199
Nº
S
MIG 2035
/
M
PULSE
Art.
285
V
01
T
V
U
V
Fig. 2
W
Fig. 3

70
displayen Q. På displayen G visas samtidigt svetsström-
men för den valda tjockleken.
• Vid användning av ett synergiskt program ska du kon-
trollera att visaren för vredet I pekar på SYNERGIC och
att visaren för vredet P pekar på skalans nolläge.
• Ta bort gasmunstycket.
• Skruva ur kontaktmunstycket.
• Stick in tråden i brännarens trådledare. Kontrollera att
tråden hamnar i rullens spår och att rullen är i korrekt
läge. Stäng sedan luckan.
• Tryck på brännarens knapp för att mata fram tråden
tills den kommer ut ur brännaren.
• Varning! Håll inte munstycket intill ansiktet när tråden
matas ut.
• Skruva tillbaka kontaktmunstycket och försäkra dig
om att hålets diameter motsvarar diametern på den
använda tråden.
• Montera gasmunstycket.
• Öppna gasflaskan.
4.3 SVETSNING I KOLSTÅL
För att kunna svetsa i detta material krävs följande:
• Använd en svetsgas som består av två ämnen.
Vanligtvis används sammansättningen ARGON + CO2
där mängden Argon ligger på 75 % eller mer. Med
denna blandning erhålls en fullgod och jämn svetsfog.
Vid användning av ren CO2 som skyddsgas erhålls
smala svetsfogar och en större genomsmältning, men
en avsevärd ökning av svetssprut.
• Använd en tråd som har samma kvalitet som stålet
som ska svetsas. Använd alltid tråd av god kvalitet.
Undvik att svetsa med rostig tråd eftersom det ger dåli-
ga svetsresultat.
• Undvik att svetsa på rostiga arbetsstycken eller om
det är olje- eller fettfläckar på arbetsstyckena.
4.4 SVETSNING I ROSTFRITT STÅL
Svetsning i rostfritt stål i serien 300 ska göras med
skyddsgas med hög argonhalt och låg syre- eller koldi-
oxidhalt (ca. 2 %).
Vidrör inte tråden med händerna. Det är viktigt att alltid
hålla svetsområdet rent så att svetsfogen inte förorenas.
4.5 SVETSNING I ALUMINIUM
Vid svetsning i aluminium ska följande användas:
• Ren argon som skyddsgas.
• En tråd med sammansättning som lämpar sig för bas-
materialet som ska svetsas.
• Använd specifika slipskivor och borstar för aluminium.
Använd dem aldrig på andra material.
• Vid svetsning i aluminium ska du använda svetsbrän-
naren PULL 2003 art. nr. 2003.
5 DRIFTFUNKTIONER
Förkortningarna för dessa funktioner visas på displayen
G.
På denna meny kan operatören anpassa maskinen
utifrån behoven.
Tryck på knappen R för att komma till dessa funktioner
och håll den nedtryckt samtidigt som du trycker kort på
knappen O och sedan släpper upp den. När förkortning-
en dSp visas på displayen släpper du upp knappen R.
Gör på samma sätt för att avsluta dessa funktioner och
gå tillbaka till svetsprogrammen.
Tryck på brännarens knapp för att växla mellan funktio-
nerna.
De gjorda ändringarna bekräftas när du avslutar drift-
funktionerna.
VARNING! Det går inte att svetsa när du befinner dig på
menyn Driftfunktioner.
5.1 BESKRIVNING AV FUNKTIONER
• dSp (Display)
Funktionen är endast aktiv i de pulserande synergis-
ka svetsprogrammen.
På displayen Q visas bokstaven A vilket betyder att
amperestyrkan visas på displayen G under normala
arbetsförhållanden. När knappen O trycks ned visas för-
kortningen SP (speed) på displayen Q. Om denna funk-
tion väljs under pågående svetsning visas trådhastighe-
ten i meter/min. på displayen G.
OBS! Hastigheten visas före svetsningen. Efter svets-
ningen visas den använda svetsströmmen på displayen
G och lysdioden A förblir tänd.
• Job (Arbete)
Funktionen är aktiv i samtliga svetsprogram.
På displayen Q visas siffran 0 och lysdioden L lyser med
fast sken, vilket innebär att maskinen är inställd för kon-
stant svetsning.
Om knappen O trycks ned släcks lysdioden L och på
displayen Q visas siffran 1. Lysdioderna C och M tänds, vil-
ket innebär att maskinen nu är inställd för pulssvetsning.
Om du trycker på knappen O en gång till visas siffran 2
på displayen Q. Lysdioden M släcks och lysdioden C
förblir tänd, vilket innebär att maskinen är inställd för
punktsvetsning.
Fig. 4

71
• 2 - 4 (manuell - automatisk)
På displayen Q visas siffran 2 = tvåtaktsfunktion =
manuell svetsning.
Om knappen O trycks ned visas siffran 4 = fyrtaktsfunk-
tion = automatisk svetsning på displayen Q.
• (HSA) Automatisk hot start
Funktionen är endast aktiv i de pulserande synergis-
ka svetsprogrammen.
Varning! Om funktionen HSA aktiveras kopplas funk-
tionen 3L bort automatiskt.
På displayen Q visas förkortningen OF = OFF =
Avstängd.
Om knappen O trycks ned visas förkortningen On =
Aktiv på displayen Q.
Om du aktiverar funktionen genom att trycka på bränna-
rens knapp visas förkortningarna i tur och ordning.
- SC (Startström)
Inställning 1 - 20 (10 - 200 %) av trådhastigheten i
förhållande till svetsströmmen som har ställts in i
svetsprogrammen med vredet B. Tillverkarens
inställning 13 (130 %). Ändringar görs med knappar-
na O och R.
- Len (Varaktighet)
Funktionen anger tiden, uttryckt i sekunder, för hur
länge ovannämnda startström används.
Inställning 0,1 - 10 sek. Tillverkarens inställning 0,7
sek. Ändringar görs med knapparna O och R.
- Slo (Ramp)
Inställning 0,1 - 10 sek. Tillverkarens inställning 0,5
sek. Ändringar görs med knapparna O och R.
Funktionen bestämmer övergångstiden mellan start-
strömmen (SC) och svetsströmmen som har ställts
in i svetsprogrammen med vredet B.
Funktionsbeskrivning:
Svetsningen utförs manuellt (tvåtaktsfunktion).
Operatören påbörjar svetsningen med en ström som
är procentuellt större eller mindre än trådhastigheten
som har ställts in med SC (i detta fall 30 % mer).
Denna strömstyrka bibehålls under den tid (uttryckt i
sekunder) som har ställts in med Len (i detta fall 0,7
sek.). Därefter sjunker strömmen till värdet som har
ställts in med vredet B (svetsning) på den övergångs-
tid som har ställts in med Slo (i detta fall 0,5 sek.).
Denna funktion rekommenderas för punktsvetsning
av aluminiumplåtar.
Om funktionen inte aktiveras och brännarens knapp
trycks ned aktiveras funktionen:
• 3L (Tre nivåer)
Funktionen är aktiv i pulserande synergiska kurvor.
Varning! Om funktionen 3L aktiveras kopplas funktio-
nen HSA bort automatiskt.
På displayen Q visas förkortningen OF = OFF =
Avstängd.
Om knappen O trycks ned visas förkortningen On =
Aktiv på displayen Q.
Om du aktiverar funktionen genom att trycka på bränna-
rens knapp visas förkortningarna i tur och ordning.
- SC (Startström)
Inställning 1 - 20 (10 - 200 %) av trådhastigheten i
förhållande till svetsströmmen som har ställts in i
svetsprogrammen med vredet B. Tillverkarens
inställning 13 (130 %). Ändringar görs med knappar-
na O och R.
- Slo (Ramp)
Inställning 0,1 - 10 sek. Tillverkarens inställning 0,5
sek. Ändringar görs med knapparna O och R.
Funktionen bestämmer övergångstiden mellan start-
strömmen (SC
) och svetsströmmen som har ställts
in i svetsprogrammen med vredet B och mellan
svetsströmmen och den tredje strömnivån CrC för
fyllning av ändkrater.
- CrC (Strömnivå för fyllning av ändkrater)
Inställning 1 - 20 (10 - 200 %) av trådhastigheten i
förhållande till svetsströmmen som har ställts in i
svetsprogrammen med vredet B. Tillverkarens
inställning 6 (60 %). Ändringar görs med knapparna
O och R.
Funktionsbeskrivning:
Svetsningen utförs automatiskt vilket innebär att
svetstiderna bestäms av operatören.
Rekommenderas särskilt för MIG-svetsning i alumi-
nium.
Du kan välja mellan tre olika strömnivåer med hjälp
av brännarens startknapp.
Svetsningen startar när brännarens knapp trycks
ned. Svetsströmmen som används är den som har
ställts in med funktionen SC (i detta fall 13 = 130
%). Denna ström upprätthålls så länge brännarens
knapp hålls nedtryckt. När knappen släpps upp
övergår startströmmen till svetsströmmen som har
ställts in med vredet B. Övergångstiden mellan start-
ström och svetsström har fastställts med funktionen
Slo (i detta fall 0,5 sek.). Svetsströmmen upprätt-
hålls sedan tills brännarens knapp åter trycks ned.
Nästa gång brännarens knapp trycks ned övergår
svetsströmmen till den tredje strömnivån eller till
strömmen för fyllning av ändkrater som har ställts in
med funktionen CrC (i detta fall 6 = 60 %). Över-
gångstiden har fastställts med funktionen Slo (i detta
fall 0,5 sek.). Den nya strömnivån upprätthålls sedan
tills brännarens knapp åter trycks ned. När knappen
släpps upp avbryts svetsningen.
Om funktionen inte aktiveras och brännarens knapp
trycks ned aktiveras följande funktion.
• PrF (Förgas)
Funktionen är aktiv i samtliga svetsprogram.
Reglering 0,0 - 9,9 sek. Inställning 0,1 sek. Ändringar
görs med knapparna O och R.
• PoF (Eftergas)
Funktionen är aktiv i samtliga svetsprogram.
Reglering 0,1 - 9,9 sek. Inställning 3,0 sek. Ändringar
görs med knapparna O och R.
• Acc (Matning)
Funktionen är endast aktiv i de pulserande synergis-
ka svetsprogrammen.
Automatisk inställning (1 - 100 %)
Detta är trådhastigheten, uttryckt i procent av den

72
inställda hastigheten för svetsningen, innan tråden nud-
dar arbetsstycket.
OBS! Denna inställning är viktig för en bra start.
Tillverkarens inställning Au (automatisk).
Ändringar görs med knapparna O och R. Om du efter
ändringen vill återgå till tillverkarens inställning ska knap-
parna O och R tryckas ned samtidigt tills förkortningen
Au visas på displayen Q.
• bb (Burn - back)
Funktionen är aktiv i samtliga svetsprogram.
Inställning 00 - 99. Tillverkarens inställning Au (automa-
tisk).
Funktionen används för att ställa in längden på tråden
som kommer ut ur gasmunstycket efter svetsning. Ju
högre värde, desto högre är förbränningen av tråden.
• PPF (Push Pull Force)
Funktionen reglerar motorns matningsmoment för brän-
naren push pull.
Funktionen används för att erhålla en jämn trådmatning.
Inställning 9/-9. Tillverkarens inställning 0.
Ändringar görs med knapparna O och R.
6 LAGRING OCH HÄMTNING AV MINNEN
Du kan välja mellan 10 olika minnen, från P01 till P10.
• För att lagra måste du svetsa en kort sträcka med de
parametrar som du vill lagra. Gör därefter på följande
sätt:
• Tryck på knappen R och håll den nedtryckt samti-
digt som du trycker på knappen O tills förkortningen
P01 blinkar på displayen G. Släpp då upp båda
knapparna.
OBS! De blinkande förkortningarna indikerar de
lediga programmen, medan de som inte blinkar
indikerar de lagrade programmen. På displayen Q
visas numret på det lagrade svetsprogrammet.
• Välj numret på det program som ska lagras med
knapparna O och R. Tryck sedan på knappen O tills
förkortningen för programmet upphör att blinka.
• Släpp upp knappen O för att gå ur lagringen.
• Vid överskrivning av ett program, tryck på knap-
pen O i minst 3 sek. och numret övergår från fast till
blinkande sken. När programmet har överskrivits
lyser numret åter med fast sken.
Överskrivningen ska ske under den tid som display-
en G visar programnumret (5 sek.).
• För att hämta ett lagrat program ska knapparna tryck-
as ned enligt tidigare beskrivning.
Det senast lagrade programmet visas på displayen
(knapparna R och O ska hållas nedtryckta tills förkort-
ningen P... visas på displayen). Maskinen är klar att
användas 5 sek. efter sista nedtryckningen av knappar-
na R och O.
Innan svetsning görs med ett lagrat program visas dess
nummer på displayen G. När svetsningen påbörjas visas
svetsströmmen på displayen G och när den är avslutad
tänds lysdioden A. Samtliga vred deaktiveras.
Tryck på knappen R och håll den nedtryckt för att se
inställningarna för driftfunktionerna som är kopplade till
det lagrade programmet. Efter 2 sek. visas den första
förkortningen dSP på displayen G. Om brännarens
knapp trycks ned visas förkortningarna för de olika funk-
tionerna och inställningarna visas på displayen Q.
Släpp upp knappen R för att återgå till svetsning med
lagrat program.
Tryck på knappen R och håll den nedtryckt samtidigt
som du trycker kort på knappen O och släpper upp den
direkt för att gå ur de lagrade programmen.
7 UNDERHÅLL
• Munstycke för skyddsgas
Munstycket måste regelbundet rengöras från svetssprut.
Byt ut det om det är snett eller ovalformat.
• Kontaktmunstycke
God kontakt mellan detta munstycke och svetstråden är
avgörande för att en stabil svetsbåge och en optimal
strömtillförsel ska kunna uppnås. Följ därför nedan-
stående anvisningar:
A) Det får inte förekomma smuts eller beläggningar i
kontaktmunstyckets utloppshål.
B) Vid längre svetsningsarbeten fastnar svetssprutet lät-
tare vilket gör det svårare för tråden att komma ut.
Munstycket måste därför rengöras och bytas ut om så
är nödvändigt.
C) Kontaktmunstycket måste vara ordentligt fastskruvat
på brännarstommen. Temperaturcyklerna som brännaren
utsätts för kan skapa ett glapp som kan leda till över-
hettning av brännarstommen och munstycket samt en
instabil trådmatning.
• Trådledare
Trådledaren utgör en viktig del som måste kontrolleras
ofta eftersom koppardamm eller mycket fint spån från
svetstråden kan lägga sig på trådledaren. Rengör trådle-
daren och gasutloppen regelbundet med torr tryckluft.
Trådledarna utsätts för ständigt slitage och måste därför
bytas ut efter en viss tid.
• Reducerväxel
Rengör regelbundet drivrullarna från ev. rost och metall-
rester som bildas vid matningen av spolarna. Samtliga
delar i trådmatningsenheten ska kontrolleras regelbun-
det: haspel, trådledarrullar, trådledare och kontaktmun-
stycke.
8 TILLBEHÖR
Art. nr. 1434 Vagn
Art. nr. 1242 Brännare 3,5 m
Art. nr. 129 Spolsats diameter 300, 15 kg
Art. nr. 2003 Brännare Pull 2003 med kontroll UP/DOWN
på handtaget.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































Cebora 285 Sound MIG 2035/M Pulse Användarmanual
- Typ
- Användarmanual
på andra språk
- italiano: Cebora 285 Sound MIG 2035/M Pulse Manuale utente
- español: Cebora 285 Sound MIG 2035/M Pulse Manual de usuario
- Deutsch: Cebora 285 Sound MIG 2035/M Pulse Benutzerhandbuch
- português: Cebora 285 Sound MIG 2035/M Pulse Manual do usuário
- français: Cebora 285 Sound MIG 2035/M Pulse Manuel utilisateur
- English: Cebora 285 Sound MIG 2035/M Pulse User manual
- dansk: Cebora 285 Sound MIG 2035/M Pulse Brugermanual
- suomi: Cebora 285 Sound MIG 2035/M Pulse Ohjekirja
- Nederlands: Cebora 285 Sound MIG 2035/M Pulse Handleiding
Relaterade papper
-
Cebora 286 Sound MIG 2035/MD Double Pulse Användarmanual
-
-
-
-
-
-
Cebora MIG 2060/MD Användarmanual
-
-
Cebora 309 Sound MIG 3540/T Star Pulse Användarmanual
-