Cebora EVO 350 TC SYNERGIC Användarmanual
- Typ
- Användarmanual

IT -MANUALE DI ISTRUZIONI PER SALDATRICE A FILO pag. 2
EN -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE page 9
DE -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE seite 16
FR -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL page 23
ES -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO pag. 30
PT -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO pag. 37
FI -KÄYTTÖOPAS MIG-HITSAUSKONEELLE sivu. 44
DA -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING side.51
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE pag.58
SV -INSTRUKTIONSMANUAL FÖR TRÅDSVETS sid.65
EL -
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA sel.72
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktika v kai hlektriko v sce-
d ia vgr amma
Pagg. Sid. sel.: 79 ÷ 103
22/02/2021
3300261/G

2
MANUALE DI ISTRUZIONI PER SALDATRICI A FILO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsi-
asi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiatureelettriche giunteane vita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
B.Irullinitrainalopossonoferirelemani.
C.Il lo disaldatura ed il gruppo trainalo sono sotto
tensione durante la saldatura. Tenere mani e oggetti
metallici a distanza.

3
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggia-
ti.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1Tenereimaterialiinammabililontanodall’areadisal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi. Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
conltridellacorrettagradazione.Indossareunapro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all’installazione, al funzionamento ed
alla manutenzione della saldatrice.
Questo apparecchio è una sorgente di tensione co-
stante adatto alla saldatura MIG/MAG. Controllare, al
ricevimento,che non vi siano parti rotte o avariate.
Ogni eventuale reclamo per perdite o danni deve es-
sere fatto dall’acquirente al vettore. Ogni qualvolta si
richiedono informazioni riguardanti la saldatrice, si
prega di indicare l’articolo ed il numero di matricola.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-11 (vedi
nota 2) / IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola che deve essere
sempre citato per qualsiasi richiesta relati-
va alla saldatrice.
Trasformatore-raddrizzatore trifase.
Caratteristica piatta.
MIG/MAG. Adattopersaldaturaalocontinuo.
I2 max Corrente di saldatura non convenzionale.
Il valore rappresenta il limite max. ottenibile
in saldatura.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza cau-
sare surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente di sald. I2
U1. Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 max E’ il massimo valore della corrente assorbita.
I1 eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP21S Grado di protezione della carcassa.
Grado1comesecondacifrasignicache
questo apparecchio non è idoneo a lavora-
re all’esterno.
S
Idonea a lavorare in ambienti con rischio
accresciuto.
641
MIG/MAG MIG/MAG
Tensione di rete U1 3 x 230 V 3 x 400 V
Tolleranza U1 ±10% ±10%
Frequenza rete 50/60 Hz 50/60 Hz
Fusibile ritardato 25A 15A
Potenza assorbita
15,9 kVA 40%
10,7 kVA 60%
7,6 kVA 100%
Collegamento alla rete
Zmax
0,088 Ώ
cos Φ
0.99
Gamma corrente saldatura 35 - 350A
X (fattore di servizio)
Secondo norme IEC 60974-1
350 A 40%
290 A 60%
220 A 100%
Tensione a vuoto U0 42V
Pressione Max gas di
saldatura
6 bar / 87 psi
Classe emissioni EMC A
Rendimento ƞ
>85%
Consumo standby <50W
Classe di sovratensione III
Grado d’inquinamento
secondo IEC 60664
3
Certicazioni S, CE
Grado di protezione
IP21S
Peso 95 kg
Dimensioni (LxPxH) 542x915x795 mm

4
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-12 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0,088
(Art. 641) al punto di interfaccia fra l’impianto dell’uti-
lizzatore e quello pubblico. E’ responsabilità dell’’in-
stallatore o dell’utilizzatore dell’attrezzatura garantire,
consultando eventualmente l’operatore della rete di
distribuzione, che l’attrezzatura sia collegata a un’ali-
mentazione con impedenza massima di sistema am-
messa Zmax inferiore o uguale a 0,088 (Art. 641).
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il qua-
le, se si superano le temperature ammesse, impedisce
il funzionamento della macchina. In queste condizioni il
ventilatore continua a funzionare.
3 INSTALLAZIONE
• L’installazione della macchina deve essere fatta da
personale qualicato.
• Tutti i collegamenti devono essere eseguiti in con-
formità delle vigenti norme e nel pieno rispetto della
legge antinfortunistica (norma CEI 26-23 - IEC/TS
62081).
Controllare che la tensione di alimentazione corrisponda
al valore indicato sul cavo rete. Se non è già montata,
collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell’interruttore magnetotermico o dei fusibili,
in serie all’alimentazione, deve essere uguale alla corren-
te I1 assorbita dalla macchina.
3.1. MESSA IN OPERA
Montare il manico, le ruote e i due appoggi bombola.
Il manico non deve essere usato per sollevare la sal-
datrice.
Collocare la saldatrice in un ambiente ventilato.
Polvere, sporco o qualsiasi altra cosa estranea che pos-
sa entrare nella saldatrice ne può compromettere la
ventilazione e quindi il buon funzionamento.
Pertanto è necessario in relazione all’ambiente e alle con-
dizioni di impiego avere cura di mantenere pulite le parti
interne. La pulizia deve avvenire tramite un getto di aria
secca e pulita, facendo attenzione a non danneggiare in
alcun modo la macchina. Prima di lavorare all’interno del-
la saldatrice assicurarsi che la spina sia staccata dalla
rete di alimentazione.
Qualsiasi intervento eseguito all’interno della salda-
trice deve essere eseguito da personale qualicato.
Fig. 1
3.2 COLLEGAMENTI INTERNI
• Qualsiasi intervento eseguito all’interno della salda-
trice deve essere eseguito da personale qualicato.
• Prima di lavorare all’interno della saldatrice assicurarsi
che la spina sia staccata dalla rete di alimentazione.
• Dopo il collaudo nale la saldatrice viene collegata
alla tensione indicata sul cavo di alimentazione.
• Per cambiare tensione di alimentazione togliete il
laterale destro e disponete i collegamenti della mor-
settiera cambiatensione come indicato in gura.
Fig. 2
• La tensione di alimentazione, sui generatori mono-
fasi, non può essere cambiata.
• Non utilizzare la saldatrice senza coperchio o i pannelli
laterali per evidenti ragioni di sicurezza e per non alterare
le condizioni di raffreddamento dei componenti interni.
• Applicare al cavo di alimentazione una spina adeguata
alla corrente assorbita.
• Collegare il conduttore giallo-verde del cavo rete del-
la macchina ad una buona presa di terra.
3.3 COLLEGAMENTI ESTERNI
3.3.1 Connessione della pinza di massa.
• Connettere il terminale del cavo massa alla presa della
saldatrice e collegare il morsetto di massa al pezzo da
saldare.

5
3.3.2 Posizionamento della bombola e collegamento
del tubo gas
• Posizionare la bombola sul porta bombola della salda-
trice,ssandola,conlecinghieindotazione,alpannello
posteriore della macchina.
• La bombola non deve essere più alta di 1,65m .
• Controllare periodicamente lo stato di usura delle cin-
ghie, e se è necessario richiedere il ricambio.
• La bombola deve essere equipaggiata da un riduttore
dipressionecomprensivodiussometro.
• Solo dopo aver posizionato la bombola, collegare il
tubo gas uscente dal pannello posteriore della macchina
al riduttore di pressione.
•Regolareilussodelgasacirca10/12litri/minuto.
4 COMANDI SUL FRONTALE DEGLI APPARECCHI
4.1 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Tasto di selezione.
Premendo questo tasto si accendono in
sequenza i LED B, C, D e E.
Quando siamo all’interno del sotto menù
attivato dai 2 tasti Q ed R, seleziona le funzioni di
accostaggio, variazione della velocità del motore del
PULL 2003 e post gas.
B- LED di colore verde.
PROGRAM
Segnala che il display S visualizza il numero
di programma in uso.
Perconoscereaqualediametro,tipodilo
e gas corrisponde il numero di programma visualizzato
èsufcienteconsultarel’istruzionepostaall’internodel
laterale mobile. L’indicazione sul display S è sempre
preceduta dalla lettera P.
C- LED di colore verde.
Segnala che il display S visualizza il tempo
di puntatura o di lavoro. La durata di questo
tempo è regolabile da 0,3 a 5 secondi. Se il
tempo è regolato a 0 la funzione è disattivata. La funzione
è attiva solo se si sta saldando. Il valore indicato sul
display S è sempre preceduto dalla lettera t.
D- LED di colore verde.
Segnala che il display S visualizza il tempo
di pausa tra un tratto di saldatura ed un
altro. La durata di questo tempo è regolabile
da 0,3 a 5 secondi. Se il tempo è regolato a 0 la funzione
è disattivata. La funzione è attiva solo se il tempo di
saldatura è diverso da 0 e se si sta saldando. Il valore
indicato sul display S è sempre preceduto dalla lettera t.
E- LED di colore verde (Burn-Back).
Segnala che il display S visualizza il tempo
in cui il lo fuoriesce dalla torcia di
saldatura, dopo che l’operatore ha lasciato
il pulsante. Questo tempo è variabile da 10 a 400 milli
secondi. Il valore indicato sul display S è sempre
preceduto dalla lettera t.
F- LED di colore giallo.
Si accende quando il termostato interrompe
il funzionamento della saldatrice.
G- LED di colore verde.
PULSAR
Si accende e si spegne ad intermittenza,
quando il connettore della torcia PULL
2003 è connesso al connettore I.
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
I- Connettore 10 poli.
A questo connettore deve essere collegato il connettore
volante da 10 poli della torcia PULL 2003 o dello SPOOL-
GUN.
L-M Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versioni
hanno una sola presa di massa).
N- Commutatore.
Accende o spegne la macchina e seleziona le gamme
della tensione di saldatura.
O- Commutatore.
Regolanementelatensionedisaldaturaall’internodella
gamma prescelta con il commutatore N.
P- Manopola di regolazione.
Regolalavelocitàdello,edèattivasoloquandosiutilizza
la torcia di saldatura standard e non la torcia PULL 2003 o
lo SPOOL- GUN. Quando si utilizza il programma 00, varia
lavelocitàdellodisaldaturada0a20metri/minuto.
Quando si utilizza un qualsiasi programma sinergico

6
l’indice della manopola deve essere posto sulla scritta
SYNERGIC. Scegliendo un programma sinergico, il
display S indica la corrente impostata dal programma
scelto. Questa corrente corrisponde ad una velocità, se
sivuolecorreggerlaèsufciente,ruotarelamanopolain
senso orario, per aumentarla oppure, ruotarla in senso
antiorario, per diminuirla. Sul display S i cambiamenti di
velocitàdilovengonosempreindicatidaunacorrente.
Q e R- Tasti.
• Quando il LED B è acceso il display S
indica il numero di programma selezionato
dai2tasti,nitalaselezioneilLEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED C è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED D è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando il LED E è acceso il display S indica il tempo
selezionatodai 2 tasti, nita la selezione il LEDrimane
acceso per altri 5 secondi e poi si spegne.
• Quando i LED B, C, D, E sono spenti e siamo all’interno
di un qualsiasi programma sinergico, premendo uno dei
2 tasti, il display S indica alternativamente la corrente
impostata o lo spessore in millimetri consigliato.
Agendo sui 2 commutatori N e O si potrà vedere sul
display S l’aumento o la diminuzione istantanea del
valore selezionato, questa funzione è utile quando,
preventivamente si vuole sapere a quale corrente o
spessore vogliamo iniziare la saldatura.
• Premendo contemporaneamente i 2 tasti per
almeno 5 secondi entriamo nel sotto menù, dove
troviamo 3 funzioni, selezionabili tramite il tasto A:
1- Accostaggio ( velocità ).
Modicala velocitàdellorispettoaquellaimpostata,
questa rimane attiva per un tempo regolato dalla funzione
di accostaggio ( tempo ).
La velocità può essere variata tramite i 2 tasti Q e R da un
10% ad un massimo del 150% della velocità di saldatura
impostata.
Questa funzione, abbinata alla funzione di accostaggio
(tempo) serve per migliorare l’accensione dell’arco. Il
valore indicato sul display S è preceduto dalla lettera (A).
2- Velocità impostata sul motore del PULL 2003.
Agendo sui 2 tasti Q e R la velocità del PULL 2003 varia
da – 9 a + 9 rispetto al valore impostato. Questa funzione
permettediottimizzarel’avanzamentodello,mettendo
inpassoilmotoretrainalodellasaldatriceconquellodel
PULL 2003. Il valore indicato sul display S è preceduto
dalla lettera (H).
3- Post gas.
Mediante i 2 tasti Q e R si può variare da 0 a 5 secondi
l’uscitadelgasallanedellasaldatura.Questafunzione
è particolarmente utile saldando acciaio inossidabile e
alluminio. Il valore indicato sul display S è preceduto
dalla lettera (P).
4- Accostaggio (tempo).
Regola il tempo in cui rimane attiva la velocità di
accostaggio. Questa funzione, abbinata alla funzione di
accostaggio (velocità) serve per migliorare l’accensione
dell’arco.
Mediante i 2 tasti Q e R il tempo di accostaggio può
variare da 0 a 1 secondo. Il valore indicato sul display S è
preceduto dalla lettera (d).
5- Modo manuale 2 tempi e modo automatico 4 tempi.
Agendo sui 2 tasti Q e R si sceglie il modo 2 tempi oppure
4 tempi.
Se la saldatrice è sul modo manuale 2 tempi, si inizia
a saldare quando si preme il pulsante e si interrompe
quando lo si rilascia.
Se la saldatrice è sul modo manuale 4 tempi, per iniziare
la saldatura premere il pulsante torcia ; una volta iniziato
il procedimento, il pulsante può essere rilasciato.
Per interrompere la saldatura premere e rilasciare
nuovamente. Questo modo è adatto a saldature di lunga
durata, dove la pressione sul pulsante della torcia può
affaticare il saldatore. Il valore indicato sul display S è
preceduto dai simboli (2t e 4t).
S- Display.
Utilizzando il programma manuale 00 lo strumento
visualizza,primadisaldare,lavelocitàdelloinmetrial
minuto e in saldatura la corrente. Utilizzando i programmi
sinergici visualizza sempre la corrente.
Comedescrittoneiparagraprecedenti,sullostrumento
è possibile visualizzare, prima di iniziare a saldare: il
programma in uso, il tempo di puntatura, il tempo di
pausa, il tempo di Burn-Back, lo spessore consigliato, la
funzione di accostaggio, la funzione di velocità impostata
sul motore del PULL 2003 e il tempo di post gas.
5 SALDATURA
5.1 MESSA IN OPERA
Controllarecheildiametrodellocorrispondaaldiametro
indicatosulrullotrainaloecheilprogrammaprescelto
sia compatibile con il materiale e il tipo di gas. Utilizzare
rullitrainalocongolaad“U”perlidialluminioecon
golaa“V”perglialtrili.
5.2 LA MACCHINA È PRONTA PER SALDARE
Quando si utilizzano la torcia tipo Pull-2003 seguire
le istruzioni allegate.
• Connettere il morsetto di massa al pezzo da saldare.
• Posizionare l’interruttore su 1.
• Togliere l’ugello gas.
• Svitare l’ugello portacorrente.
• Inserire il lo nella guaina guidalo della torcia
assicurandosi che sia dentro la gola del rullo e che
questo sia in posizione corretta.
•Premereilpulsantetorciaperfareavanzareillono
alla fuoriuscita dello stesso dalla torcia.
• Attenzione: tenere il viso lontano dalla lancia
terminale mentre il lo fuoriesce.
• Avvitare l’ugello portacorrente assicurandosi che il
diametrodelforosiaparialloutilizzato.
• Montare l’ugello gas.

7
5.3 SALDATURA DEGLI ACCIAI AL CARBONIO CON
PROTEZIONE GASSOSA.
Per la saldatura di questi materiali è necessario :
• Utilizzare un gas di saldatura a composizione binaria, di
solito ARGON + CO2 con percentuali di Argon che vanno
dal 75% in su. Con questa miscela il cordone di saldatura
sarà ben raccordato ed estetico.
Utilizzando CO2 puro, come gas di protezione si avranno
cordoni stretti, con una maggiore penetrazione ma con
un notevole aumento di proiezioni (spruzzi).
•Utilizzareunlod’apportodellastessaqualitàrispetto
all’acciaiodasaldare.E’semprebeneusarelidibuona
qualità,evitaredisaldareconliarrugginitichepossono
dare difetti di saldatura.
• Evitare di saldare su pezzi arrugginiti o che presentano
macchie d’olio o grasso.
5.4 SALDATURA DEGLI ACCIAI INOSSIDABILI
La saldatura degli acciai inossidabili della serie 300, deve
essere eseguita con gas di protezione ad alto tenore di
Argon, con una piccola percentuale di ossigeno O2 o di
anidride carbonica CO2 circa il 2%.Non toccare il lo
con le mani. E importante mantenere sempre la zona di
saldatura pulita per non inquinare il giunto da saldare.
5.5 SALDATURA DELL’ALLUMINIO
• Argon puro come gas di protezione.
•Unlodiapportodicomposizioneadeguataalmateriale
base da saldare.
•Utilizzaremoleespazzonatricispecicheperl’alluminio
senza mai usarle per altri materiali.
• Per la saldatura dell’alluminio si devono utilizzare le
torce: PULL 2003 Art. 2003 o
•NB.Disponendosolodiunatorciapreparataperilidi
acciaiooccorremodicarlanelmodoseguente:
• Accertarsi che la lunghezza del cavo non superi i 3 metri.
• Togliere il dado ferma guaina in ottone, l’ugello gas,
l’ugelloportacorrenteequindislarelaguaina.
• Inlare la guaina nostro Art. 1929 assicurandosi che
esca dalle due estremità.
• Riavvitare l’ugello portacorrente in modo che la guaina
sia aderente ad esso.
• Nell’estremità della guaina rimasta libera inlare il
nipples ferma guaina, la guarnizione OR e bloccare con il
dado, senza stringere eccessivamente.
•Inlarelacannettainottonesullaguainae introdurre
il tutto nell’adattatore, avendo in precedenza tolto la
cannetta di ferro.
• Tagliare diagonalmente la guaina in modo che stia il più
vicinopossibilealrullotrainalo.
•Utilizzarerullitrainaloadattiallodialluminio.
• Regolare la pressione, che il braccetto del gruppo di
traino esercita sul rullo, al minimo possibile.
6 DIFETTI IN SALDATURA
1 DIFETTO -Porosità (interne o esterne al cordone)
CAUSE •Filodifettoso(arrugginitosupercialmente)
• Mancanza di protezione di gas dovuta a:
-ussodigasscarso
-ussometrodifettoso
- riduttore brinato, per la mancanza di un
preriscaldatore del gas di protezione di CO2
- elettrovalvola difettosa
- ugello porta corrente intasato da spruzzi
-foridiefussodelgasintasati
- correnti d’aria presenti in zona di saldatura.
2 DIFETTO - Cricche di ritiro
CAUSE • Filo o pezzo in lavorazione sporchi od
arrugginiti.
• Cordone troppo piccolo.
• Cordone troppo concavo.
• Cordone troppo penetrato.
3 DIFETTO - Incisioni laterali
CAUSE • Passata troppo veloce
• Corrente bassa e tensioni di arco elevate.
4 DIFETTO - Spruzzi eccessivi
CAUSE • Tensione troppo alta.
• Induttanzainsufciente.
• Mancanza di un preriscaldatore del gas di
protezione di CO2
7 MANUTENZIONE
Ogni intervento di manutenzione deve essere ese-
guito da personale qualicato nel rispetto della nor-
ma CEI 26-29 (IEC 60974-4).
7.1 MANUTENZIONE GENERATORE
In caso di manutenzione all’interno dell’apparecchio, as-
sicurarsi che l’interruttore sia in posizione “O” e che il
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
7.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro iso-
lamento tra il lato primario ed il lato secondario della
maccchina.Evitarecheilipossanoandareacontatto
con parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

8

9
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards,
summarized below, deriving from welding operations.
For more detailed information, order the manual code
3.300.758
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
createsEMFeldsaroundcablesandpo-
wer sources.
·Themagneticeldscreatedbyhighcurrentsmayaffect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) shall consult their physician be-
fore beginning any arc welding, cutting, gouging or spot
welding operations.
· Exposure to EMF elds in welding/cutting may have
other health effects which are now not known.
· All operators should use the followingprocedures in or-
dertominimizeexposuretoEMFeldsfromthewelding/
cutting circuit:
- Route the electrode and work cables together
- Secure them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead
cable is on your right side, the work cable should also
be on your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
lators used in welding operations should be handled with
care.
ELECTROMAGNETIC COMPATIBILITY.
This machine is manufactured in compliance with the in-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes in
anindustrial environment. Theremaybepotentialdif-
culties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT.
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representati-
ve. By applying this European Directive you will improve
theenvironmentandhumanhealth!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Driverollscaninjurengers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove fu-
mes.

10
2.3 Use ventilating fan to remove fumes.
3 Weldingsparkscancauseexplosionorre.
3.1 Keepammablematerialsawayfromwelding.
3.2Weldingsparkscancauseres.Haveareextingui-
sher nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shadeoflter.Wearcompletebodyprotection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTION
2.1 SPECIFICATIONS
This manual has been prepared for the purpose of
educating personnel assigned to install, operate and
service the welding machine.
This equipment is a constant-voltage power source,
suitable for MIG/MAG and OPEN-ARC welding.
Upon receiving the machine, make sure there are no
broken or damaged parts.
The purchaser should address any complaints for
losses or damage to the vector. Please indicate
the article and serial number whenever requesting
information about the welding machine.
2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
This machine is manufactured according to the following
international standards: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 CL. A - IEC 61000-3-11 (see note 2) - IEC 61000-
3-12 (see note 2).
N° serial number, which must always be indi-
cated on any type of request regarding
the welding machine.
Three-phasetransformer-rectier.
Flat characteristic.
MIG/MAG. Suitable for continuous electrode welding.
I2 max Unconventional welding current.
This value represents the max. limit
attainable in welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage.
The duty cycle expresses the percentage
of 10 minutes during which the welding
machine may run at a certain current without
overheating.
I2. Welding current
U2. Secondary voltage with welding current I2.
U1. Rated supply voltage
1~ 50/60Hz 50- or 60-Hz single-phase power supply.
3~ 50/60Hz 50- or 60-Hz three-phase power supply.
I1 max Maximum absorbed current value.
I1 eff This is the maximum value of the actual
current absorbed, considering the duty
cycle.
IP21S Protection rating for the housing.
Grade 1 as the second digit means that this
equipment is suitable for use outdoors.
S
Suitable for use in high-risk environments.
641
MIG/MAG MIG/MAG
Mains voltage U1 3 x 230 V 3 x 400 V
Tolerance U1 ±10% ±10%
Mains frequency 50/60 Hz 50/60 Hz
Delayed fuse 25A 15A
Power consumed 15,9 kVA 40%
10,7 kVA 60%
7,6 kVA 100%
Mains connection Zmax
0,088 Ώ
Cos Φ
0.99
Welding current range 35 - 350A
X Duty cycle according to
standard IEC 60974-1
350 A 40%
290 A 60%
220 A 100%
Open-circuit voltage U0 42V
Maximum welding gas
pressure
6 bar / 87 psi
EMC emissions class A
Performance ƞ
>85%
Consumption in stand-by <50W
Overvoltage class III
Degree of pollution
according to IEC 60664
3
Certications S, CE
Degree of protection
IP21S
Weight 95 kg
Dimensions (WxDxH) 542x915x795 mm
NOTES:
1- The machine has also been designed for use in
environments with a pollution rating of 1. (See IEC
60664).
2- This equipment complies with IEC 61000-3-12
provided that the maximum permissible system
impedance Zmax is less than or equal to 0,088 (Art.
641) at the interface point between the user’s supply
and the public system. It is the responsibility of
the installer or user of the equipment to ensure, by
consultation with the distribution network operator if
necessary, that the equipment is connected only to a
supply with maximum permissible system impedance
Zmax less than or equal to 0,088 (Art. 641).
2.3 Overload cut-out
This machine is protected by a thermostat, which prevents
the machine from operating if the allowable temperatures
are exceeded. In these conditions the fan continues to
operate.

11
3 INSTALLATION
• Only skilled personnel should install the machine .
• All connections must be carried out according to
current regulations, and in full observance of safety
laws (CEI 26-23 - IEC/TS 62081 standards).
Make sure that the supply voltage corresponds to the
value indicated on the power cable. If it is not already
tted,connectaplugsuitedtothepowercable,making
sure that the yellow/green conductor is connected to the
earth pin.
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be
equivalent to the absorbed current I1. of the machine.
3.1 PLACEMENT
Fig. 1
Mount the handle, wheels and the two cylinder supports.
The handle must not be used for lifting the welding
machine.
Place the welding machine in a ventilated area.
Dust, dirt, and any other foreign matter entering the
welding machine can interfere with ventilation and thus
with smooth operation.
Therefore, in relation to the environment and working
conditions, it is important to keep the internal parts clean.
Clean using a jet of dry, clean air, being careful to avoid
damaging the machine in any way.
Before working inside the welding machine, make sure it
is unplugged from the power mains.
Any intervention carried out inside the welding
machine must be performed by qualied personnel.
3.2 INTERNAL CONNECTIONS
• Any intervention carried out inside the welding
machine must be performed by qualied personnel.
• Before working inside the welding machine, make sure
that the plug is disconnected from the power mains.
• After nal inspection, the welding machine is
connected to the voltage indicated on the power
supply cable.
• To change the supply voltage, remove the right side
panel and arrange the voltage change terminal board
connections as shown in the gure.
Fig. 2
• The supply voltage may not be changed on single-
phase power sources.
• Do not use the welding machine without its cover or
side panels for obvious safety reasons, and to avoid
altering the cooling conditions for internal components.
• Connect a plug suitable for the absorbed current to the
power supply cable.
• Connect the yellow-green wire of the machine mains to
anefcientgroundingsocket.
3.3 EXTERNAL CONNECTIONS
3.3.1 Connecting the mass clip.
• - Connect the earth cable terminal to the socket of the
welding machine, and connect the earth clamp to the
workpiece.
3.3.2 Cylinder placement and connecting the gas
hose
• Position the cylinder on the cylinder holder of the
welding machine, using the straps provided to fasten it to
the rear panel of the machine.
• The gas cylinder must not be higher than 1.65m.
• Periodically check for wear on the straps, and order
replacements if necessary.
• The cylinder must be equipped with a pressure regulator
completewithowgauge.
• Only after positioning the cylinder, connect the outgoing
gas hose from the rear panel of the machine to the
pressure regulator.
•Adjustthegasowtoapproximately10/12liters/minute.

12
4 CONTROLS ON THE FRONT OF THE MACHINES
4.1 EVO SYNERGIC (Fig. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Fig. 4
A- Selection key.
Pressing this key causes the LEDs B, C, D
and E to light in sequence.
From within the sub-menu activated by the
2 keys Q and R, select the Soft Start, PULL 2003 motor
speed variation, and post gas functions.
B- Green LED (PROGRAM).
PROGRAM
Signals that the display S shows the program
number being used.
Check the instructions posted inside the
mobile side panel for the diameter, wire type and gas
corresponding to the program number displayed.
The gure on the display S is always preceded by the
letter P.
C- Green LED.
Signals that the display S shows the spot
welding or working time. The length of this
time is adjustable from 0.3 to 5 seconds.
Setting the time to 0 disables the function. The function is
active only while welding. The value shown on the display
S is always preceded by the letter t.
D- Green LED.
Signals that the display S shows the pause
time between welding segments. The length
of this time is adjustable from 0.3 to 5
seconds. Setting the time to 0 disables the function. The
function is active only if the welding time is not 0 and while
welding. The value shown on the display S is always
preceded by the letter t.
E- Green LED (Burn-Back).
Signals that the display S shows the time for
which the wire exits the welding torch, after
the operator has released the torch trigger.
This time ranges from 10 to 400 milliseconds. The value
shown on the display S is always preceded by the letter t.
F- Yellow LED.
Lights when the thermostat interrupts the
welding machine operation.
G- Green LED (PULSAR).
PULSAR
Lights and shuts off intermittently when the
connector of the PULL 2003 torch ois
connected to the connector I.
H- Central adapter.
This is where the welding torch is to be connected.
I- 10-pin connector.
This connector must be connected to the 10-pin patch
connector of the PULL 2003 torch. L-M Earth sockets.
Sockets to which to connect the earth cable. (Some
versions have a single earth socket ).
N- Selector switch.
Turns the machine on or off and selects the welding
voltage ranges.
O- Selector switch.
Fine-tunes the welding voltage within the range selected
with the selector switch N.
P- Setting knob.
Adjusts the wire speed, and is active only when using the
standard welding torch and not the PULL 2003 torch or
SPOOL- GUN.
When using the program 00, adjusts the welding wire
speed from 0 to 20 meters/minute.
When using any synergic program, the knob indicator
must be set to the label SYNERGIC. Choose a synergic
program; the display S indicates the current set by the
selected program. This current corresponds to a given
speed. If you wish to correct this speed, simply turn
the knob clockwise to increase or counter-clockwise to
decrease. Changes in wire speed are always indicated on
the display S by a current.
Q and R- Keys.
• When the LED B is lit, the display S shows
the program number selected by the 2 keys.
Once the selection has been completed the
LED remains lit for 5 more seconds, then shuts off.
• When the LED C is lit the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.
• When the LED D is lit, the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.

13
• When the LED E is lit the display S shows the time
selected by the 2 keys. Once the selection has been
completed the LED remains lit for 5 more seconds, then
shuts off.
• When the LEDs B, C, D, and E are off and we are within
any synergic program, pressing one of the 2 keys will
cause the display S to show either the current set or the
recommended thickness in millimeters.
Adjusting the 2 selector switches N and O allows you
to immediately see, on the display S, the increase or
decrease in the value selected. This function is used
when one wishes to know in advance at what current or
thickness welding is to begin.
• Pressing the 2 keys simultaneously for at least 5
seconds causes us to enter the sub-menu, where we
nd3functionsthatmaybeselectedviathekeyA:
1- Soft Start (speed).
Changes the wire speed from the one set; this speed
remains active for the time governed by the Soft Start
function (time).
The speed may be adjusted using the 2 keys Q and R from
10% to a maximum of 150% of the set welding speed.
This function, combined with the Soft Start function (time),
serves to improve arc striking. The value shown on the
display S is preceded by the letter (A).
2- Speed set on the motor of the PULL 2003.
Adjusting the two keys Q and R varies the speed of the
PULL 2003 from –9 to +9 compared to the set value. This
function maximizes wire advancement, putting the wire
feeder motor of the welding machine in step with the
motor of the PULL 2003. The value shown on the display
S is preceded by the letter (H).
3- Post gas.
Using the two keys Q and R, it is possible to adjust the
gas ow after welding to between 0 and 5 seconds.
This function is especially useful when welding stainless
steel and aluminum. The value shown on the display S is
preceded by the letter (P).
4- Soft Start (time).
Adjusts the time for which the Soft Start speed remains
active. This function, combined with the Soft Start function
(speed), serves to improve arc striking.
Using the 2 keys Q and R, the Soft Start time may be
adjusted from 0 to 1 second. The value shown on the
display S is preceded by the letter (d).
5- Two-stage manual mode and 4-stage automatic
mode.
Adjust the 2 keys Q and R to select the 2-stage or 4-stage
mode.
If the welding machine is set to 2-stage manual mode,
welding begins when the button E is pressed, and stops
when it is released.
If the welding machine is set to 4-stage automatic mode,
press the torch trigger to begin welding; you may release
the trigger once the procedure has begun.
Press and release the trigger again to stop welding. This
setting is suitable for long-term welding, where the welder
may tire of holding down the torch trigger. The value
shown on the display S is preceded by the symbols (2T
and 4T).
S- Display.
Using the manual program 00 the instrument displays the
wire speed in meters per minute before welding, and the
current while welding.
Using the synergic programs it always displays the
current.
As described in the paragraphs above, the following may
be displayed on the instrument before beginning to weld:
the program being used, the spot welding time, the pause
time, the Burn-Back time, the recommended thickness,
the Soft Start function, the speed set on the motor of the
PULL 2003, and the post-gas time.
5 WELDING
5.1 Installation
Make sure that the wire diameter corresponds to the
diameter indicated on the wire feeder roller, and that the
selected program is compatible with the material and type
ofgas.Usewirefeederrollerswitha“U”-shapedgroove
for aluminum wires, and with a “V”-shaped groove for
other wires.
5.2 THE MACHINE IS READY TO WELD
When using the Pull-2003, follow the instructions
enclosed.
• Connect the earth clamp to the workpiece.
• Set the switch to 1.
• Remove the gas nozzle.
• Unscrew the contact tip.
• Insert the wire in the wire liner of the torch, making sure
that it is inside the roller groove and that the roller is in the
correct position.
• Press the torch trigger to move the wire forward until it
comes out of the torch.
• Caution: keep your face away from the gun tube
assembly while the wire is coming out.
• Screw the contact tip back on, making sure that the hole
diameter is the same as that of the wire used.
• Assemble the gas nozzle.
5.3 WELDING CARBON STEELS WITH GAS
PROTECTION
In order to weld these materials you must:
• Use a welding gas with a binary composition, usually
ARGON + CO2 with percentages of Argon ranging from
75% up. With this blend, the welding bead will be well
jointed and attractive.
Using pure CO2 as a protection gas will produce narrow
beads, with greater penetration but a considerably
increase in splatters.
• Use a welding wire of the same quality as the steel to
be welded. It is best to always use good quality wires,
avoiding welding with rusted wires that could cause
welding defects.
• Avoid welding rusted parts, or those with oil or grease
stains.

14
5.4 WELDING STAINLESS STEEL
Series 300 stainless steels must be welded using a
protection gas with a high Argon content, containing
a small percentage of O2 or carbon dioxide CO2
(approximately 2%) to stabilize the arc.
Do not touch the wire with your hands. It is important
to keep the welding area clean at all times, to avoid
contaminating the joint to be welded.
5.5 WELDING ALUMINUM
In order to weld aluminum you must use:
• Pure Argon as the protection gas.
• A welding wire with a composition suitable for the base
material to be welded.
•Usemillsandbrushingmachinesspecicallydesigned
for aluminum, and never use them for other materials.
• In order to weld aluminum you must use the torches:
PULL 2003 Art. 2003.
NOTE: If only a torch prepared for steel wires is available,
it must be altered as follows:
• Make sure that the cable is no more than 3 meters long.
• Remove the brass liner nut, gas nozzle, contact tip, and
then slip off the liner.
• Insert our liner Art. 1929, making sure that it protrudes
from both ends.
• Screw the contact tip back on so that the liner adheres
to it.
• In the free end of the liner, insert the liner nipple and
O-ring, and fasten with the nut without over-tightening.
• Insert the brass tube on the liner and insert the entire
unitintheadapter,afterrstremovingtheironsleeve.
• Cut the liner diagonally so that it is as close as possible
to the wire feeder roller.
• Use wire feeder rollers suitable for aluminum wire.
• Adjust the pressure exerted by the arm of the wire feeder
group on the roller, to the lowest possible setting.
6 WELDING DEFECTS
1 DEFECT- Porosity (within or outside the bead)
CAUSES • Electrode defective (rusted surface)
• Missing shielding gas due to:
-lowgasow
-owgaugedefective
- regulator frosted due to no preheating of
the CO2 protection gas
- defective solenoid valve
- contact tip clogged with spatter
- gas outlet holes clogged
- air drafts in welding area.
2 DEFECT - Shrinkage cracks
CAUSES • Wire or workpiece dirty or rusted.
• Bead too small.
• Bead too concave.
• Bead too deeply penetrated.
3 DEFECT - Side cuts
CAUSES • Welding pass done too quickly
• Low current and high arc voltages.
4 DEFECT - Excessive spraying
CAUSES • Voltage too high.
•Insufcientinductance.
• No preheating of the CO2 protection gas.
7 MAINTENANCE
Any maintenance operation must be carried out by
qualiedpersonnelincompliancewithstandardCEI26-
29 (IEC 60974-4).
7.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make sure
thattheswitchisinposition“O”andthatthepowercord
is disconnected from the mains.
It is also necessary to periodically clean the interior of
the machine from the accumulated metal dust, using
compressed air.
7.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so
that there is secure insulation between the primary and
secondary sides of the machine. Do not allow the wires
to come into contact with moving parts or those that heat
up during operation. Reassemble all clamps as they were
on the original machine, to prevent a connection from
occurring between the primary and secondary circuits
should a wire accidentally break or be disconnected.
Also mount the screws with geared washers as on the
original machine.

15
BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PER-
SONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUS-
FÜHR- UNG VON SCHWEISSARBEITEN VERWENDET
WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEISSEN UND
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher muß der Be-
nutzer über die nachstehend kurz dargelegten Gefahren
beim Schweißen unterrichtet werden. Für ausführlichere
Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer Geräu-
schentwicklung kommen, die diesen Wert überschreitet.
Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
• Der elektrische Strom, der durch einen
beliebigen Leiter ießt, erzeugt elektro-
magnetische Felder (EMF). Der Schweiß-
oder Schneidstrom erzeugt elektromag-
netische Felder um die Kabel und die
Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Trä-
ger von lebenswichtigen elektronischen Geräten (Herz-
schrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schnei-
den erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagne-
tische Felder zu mindern, müssen sich alle SchweißerIn-
nen an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw.derSchweißerinbendet,musssichauchdas
Kabel der Elektrodenzange oder des Brenners auf
dieserSeitebenden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen aus-
führen, die explosiven Staub, Gas oder Dämpfe
enthalten. Die für den Schweiß-/Schneiprozeß verwen-
detenGasaschenundDruckreglersorgsambehandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Anga-
ben der harmonisierten Norm IEC 60974-10 (Cl. A) kons-
truiert und darf ausschließlich zu gewerblichen Zwecken
und nur in industriellen Arbeitsumgebungen verwendet
werden. Es ist nämlich unter Umständen mit Schwierig-
keiten verbunden ist, die elektromagnetische Verträglich-
keit des Geräts in anderen als industriellen Umgebungen
zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND ELEKTRO-
NIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit ge-
wöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie 2002/96/
EG über Elektro- und Elektronik-Altgeräte und der jewei-
ligen Umsetzung in nationales Recht sind nicht mehr ver-
wendete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen Sammlungssyste-
me informieren. Die Umsetzung genannter Europäischer
Richtlinie wird Umwelt und menschlicher Gesundheit zu-
gutekommen!
IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät ste-
hen während des Schweißens unter Spannung. Die
Hände und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verur-
sachte Stromschläge können tödlich sein. Für einen
angemessenen Schutz gegen Stromschläge Sorge
tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung
vom Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres Netz-
kabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüf-
tungs- oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter ver-
wenden.

16
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
3.1KeineentammbarenMaterialienimSchweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittel-
baren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behäl-
tern ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen
an Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigne-
ten Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem
Filter mit der geeigneten Tönung tragen. Einen kom-
pletten Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der Ma-
schine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfer-
nen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Das vorliegende Handbuch dient der Unterweisung des
für die Installation, den Betrieb und die Wartung der
Schweißmaschine zuständigen Personals. Bei diesem
Gerät handelt es sich um eine Konstantspannungs-
Schweißstromquelle für MIG/MAG - Schweißverfahren.
Beim Empfang sicherstellen, daß keine Teile gebrochen
oder beschädigt sind.
Der Käufer muß Beanstandungen wegen fehlender
oder beschädigter Teile an den Frachtführer richten.
Bei Anfragen zur Schweißmaschine stets die Artikel-
nummer und die Seriennummer angeben.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
IEC 61000-3-11 (siehe Anm. 2) - IEC 61000-3-12 (siehe
Anm. 2).
Nr. Seriennummer; sie muss bei allen Anfragen
zur Schweißmaschine stets angegeben
werden.
Dreiphasiger Transformator-Gleichrichter
Fallende Kennlinie.
MMA Geeignet zum Schweißen mit kontinuierlich
zugeführtem Schweißdraht.
U0. Leerlauf-Sekundärspannung
X. Relative Einschaltdauer. Die relative Ein-
schaltdauer ist der auf eine Einschaltdauer
von 10 Minuten bezogene Prozentsatz der
Zeit, welche die Schweißmaschine bei einer
bestimmten Stromstärke arbeiten kann,
ohne sich zu überhitzen.
I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Nennspannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz.
3~ 50/60Hz Drehstromversorgung mit 50 oder 60 Hz
l1 max. Maximale Stromaufnahme.
l1 eff. Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschalt-
dauer.
IP21S Schutzart des Gehäuses.
Die zweite Ziffer 1 gibt an, daß dieses
Gerät nicht im Freien bei Regen betrieben
werden darf.
S
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
641
MIG/MAG MIG/MAG
Mains voltage U1 3 x 230 V 3 x 400 V
Tolerance U1 ±10% ±10%
Mains frequency 50/60 Hz 50/60 Hz
Delayed fuse 25A 15A
Power consumed 15,9 kVA 40%
10,7 kVA 60%
7,6 kVA 100%
Mains connection Zmax
0,088 Ώ
Cos Φ
0.99
Welding current range 35 - 350A
X Duty cycle according to
standard IEC 60974-1
350 A 40%
290 A 60%
220 A 100%

17
Open-circuit voltage U0 42V
Maximum welding gas
pressure
6 bar / 87 psi
EMC emissions class A
Performance ƞ
>85%
Consumption in stand-by <50W
Overvoltage class III
Degree of pollution
according to IEC 60664
3
Certications S, CE
Degree of protection
IP21S
Weight 95 kg
Dimensions (WxDxH) 542x915x795 mm
ANMERKUNGEN:
1- Das Gerät ist außerdem für den Betrieb in Umgebun-
gen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2- Dieses Gerät ist konform mit der Norm IEC 61000-3-12
unter der Voraussetzung, dass die maximal zulässige
Impedanz Zmax am Verknüpfungspunkt zwischen der
Abnehmeranlage und dem öffentlichen Versorgungs-
netz kleiner oder gleich 0,088 (Art. 641) ist. Es liegt in
der Verantwortung des Installateurs bzw. des Betrei-
bers des Geräts, erforderlichenfalls in Absprache mit
dem öffentlichen Energieversorgungsunternehmen si-
cherzustellen, dass das Gerät ausschließlich an eine
Anlage angeschlossen wird, deren maximal zulässige
Netzimpedanz Zmax kleiner oder gleich 0,088 (Art.
641) ist.
2.3 THERMISCHER SCHUTZ
Dieses Gerät wird durch einen Thermostaten geschützt,
der, wenn die zulässige Temperatur überschritten wird,
den Betrieb der Maschine sperrt. In diesem Zustand
bleibt der Lüfter eingeschaltet und die Lampe C leuchtet
auf.
3 INSTALLATION
• Die Installation der Maschine muß durch Fachper-
sonal erfolgen.
• Alle Anschlüsse müssen nach den geltenden Be-
stimmungen und unter strikter Beachtung der Unfall-
verhütungsvorschriften ausgeführt werden (normen-
CEI 26-23 - IEC/TS 62081).
Sicherstellen, dass die Netzspannung dem auf dem Netz-
kabel angegebenen Wert entspricht. Falls nicht schon
montiert, das Netzkabel mit einem der Stromaufnahme
angemessenen Netzstecker versehen und sicherstellen,
dass der gelb-grüne Schutzleiter an den Schutzkontakt
angeschlossen ist.
Der Nennstrom des mit der Netzstromversorgung in Rei-
he geschalteten LS-Schalters oder der Schmelzsicherun-
gen muss gleich dem von der Maschine aufgenommenen
Strom I1 max. sein.
3.1. AUFSTELLUNG
Den Griff, die Räder und die zwei Flaschenstützen mon-
tieren.
Abb. 1
Der Griff darf nicht zum Anheben der Schweiß- ma-
schine verwendet werden.
Die Schweißmaschine in einem belüfteten Raum aufstellen.
Staub, Schmutz oder sonstige Fremdkörper, die in die
Schweißmaschine eindringen, können die Belüftung be-
hindern und folglich den einwandfreien Betrieb beein-
trächtigen.
Daher muss je nach den Umgebungs- und Betriebs- be-
dingungen sichergestellt werden, dass die internen Kom-
ponenten stets sauber sind. Zur Reinigung muss trocke-
ne und saubere Druckluft verwendet werden. Hierbei ist
darauf zu achten, dass die Maschine keinesfalls beschä-
digt wird.
Vor Eingriffen im Innern der Schweißmaschine sicherstel-
len, dass der Netzstecker vom Stromnetz getrennt ist.
Alle Eingriffe im Innern der Schweißmaschine müs-
sen von Fachpersonal ausgeführt werden.
3.2 INTERNE ANSCHLÜSSE.
• Alle Eingriffe im Innern der Schweißmaschine müs-
sen von Fachpersonal ausgeführt werden.
• Vor Eingriffen im Innern der Schweißmaschine sicher-
stellen, daß der Stecker des Speisekabels vom Speise-
netz getrennt ist.
• Nach der Endabnahme wird die Schweißmaschine
an die auf dem Speisekabel angegebenen Spannung
angeschlossen.
• Zum Ändern der Speisespannung die rechte seitli-
che Abdeckung entfernen und die Anschlüsse an der
Klemmenleiste für den Spannungswechsel wie in der
Abbildung gezeigt vornehmen.

18
Abb. 2
•Bei den einphasigen Stromquellen kann die Versor-
gungsspannung nicht geändert werden.
• Die Schweißmaschine darf aus offenkundigen Sicher-
heitsgründen sowie zur Gewährleistung der ordnungsge-
mäßen Bedingungen für die Kühlung der inneren Bauteile
nicht ohne Deckel und seitliche Abdeckbleche betrieben
werden.
• Das Speisekabel an eine Steckdose anschließen, die
für die Stromaufnahme ausgelegt ist.
• Den gelb-grünen Schutzleiter des Netzkabels der Ma-
schine an eine wirksame Erdung anschließen.
3.3 EXTERNE ANSCHLÜSSE
3.3.1 Anschluß der Masseklemme.
• Den Anschluss des Massekabels an die Steckbuchse
der Schweißmaschine und die Masseklemme am Werk-
stück anschließen.
3.3.2 Anordnen der Flasche und Anschließen des
Gasschlauchs
• Die Flasche auf dem Flaschenträger der Schweißma-
schine anordnen und mit den beiliegenden Gurten an der
hinteren Platte der Maschine befestigen.
• Aus Sicherheitsgründen darf die Flasche maximal
1,65 m hoch sein (Art. 641).
• Die Gurte in regelmäßigen Zeitabständen auf Abnut-
zung kontrollieren und nötigenfalls Ersatz anfordern.
• Die Gasasche muss über einen Druckminderer mit
Durchussmesserverfügen.
•ErstnachPositionierungderGasaschedenaus der
hinteren Platte der Maschine austretenden Gasschlauch
an den Druckminderer anschließen.
•DenDurchussaufrund10/12l/mineinstellen.
4 STELLTEILE AUF DER VORDERSEITE DES GERÄTS
4.1 EVO SYNERGIC (ABB. 4).
F
H
I
M
L
B
D
E
A
C
S
Q
R
P
G
N
O
Abb. 4
A- Wahltaste.
Drückt man diese Taste, leuchten
nacheinander die LEDs B, C, D und E auf.
Nach Aufrufen des Untermenüs mit den 2
Tasten Q und R kann man mit dieser Taste die Funktionen
Einschleichen, Ändern der Drehzahl des Motors des
Brenners PULL 2003 und Gasnachströmzeit wählen.
B- Grüne LED (PROGRAM).
PROGRAM
Sie signalisiert, dass auf dem Display S die
Nummer des in Gebrauch bendlichen
Programms angezeigt wird.
Den Durchmesser, den Drahttyp und die Gasart, die der
Nummer des angezeigten Programms entsprechen, kann
man der Anleitung entnehmen, die sich im beweglichen
Seitenteilbendet.DerAnzeigeaufdemDisplayS geht
stets der Buchstabe P voraus.
C- Grüne LED.
Sie signalisiert, dass auf dem Display S die
Punktschweißzeit oder Arbeitszeit
angezeigt wird. Diese Zeit kann auf einen
Wert von 0,3 bis 5 Sekunden eingestellt werden. Wenn
die Zeit auf 0 gesetzt wird, ist die Funktion deaktiviert.
Die Funktion ist nur aktiviert, wenn geschweißt wird.
Dem auf dem Display S angezeigten Wert geht stets der
Buchstabe t voraus.

19
D- Grüne LED.
Sie signalisiert, dass auf dem Display S die
Pausenzeit zwischen zwei Schweiß-
abschnitten angezeigt wird. Diese Zeit
kann auf einen Wert von 0,3 bis 5 Sekunden eingestellt
werden. Wenn die Zeit auf 0 gesetzt wird, ist die Funktion
deaktiviert. Die Funktion ist nur dann aktiviert, wenn die
Schweißzeit von 0 verschieden ist und geschweißt wird.
Dem auf dem Display S angezeigten Wert geht stets der
Buchstabe t voraus.
E- Grüne LED(Burn-Back).
Sie signalisiert, dass auf dem Display S die
Zeit angezeigt wird, für die der Draht aus
dem Schweißbrenner nach Lösen des
Tasters austritt. Diese Zeit kann auf einen Wert von 10 bis
400 Millisekunden eingestellt werden. Dem auf dem
Display S angezeigten Wert geht stets der Buchstabe t
voraus.
F- Gelbe LED.
Sie leuchtet auf, wenn der Thermostat die
Schweißmaschine abschaltet.
G- Grüne LED (PULSAR).
PULSAR
Sie blinkt, wenn der Stecker des Brenners
PULL 2003 an den Anschluss I
angeschlossen ist.
H- Zentralanschluss.
Für den Anschluss des Schweißbrenners.
I- 10-polige Steckdose.
AndieseSteckdosemussderiegende10-poligeStecker
des Brenners PULL 2003 angeschlossen werden.
L-M Steckbuchsen für Masseanschluss.
An diese Steckbuchsen muss das Massekabel
angeschlossen werden. (Einige Versionen haben nur
einen Masseanschluss.)
N- Umschalter.
Zum Ein- und Ausschalten der Maschine und für die Wahl
der Schweißspannungsbereiche.
O- Umschalter.
Zur Feineinstellung der Schweißspannung innerhalb des
mit dem Umschalter N eingestellten Bereichs.
P - Regler.
Er dient zum Einstellen der Drahtvorschubgeschwindig-keit
und ist nur aktiviert, wenn der Standard-Schweißbrenner
verwendet wird. Er ist nicht aktiviert, wenn der
Schweißbrenner PULL 2003 oder die Drahtförderpistole
SPOOL-GUN verwendet werden.
Bei Verwendung des Programms 00 erlaubt er die
Regulierung der Drahtvorschubgeschwindigkeit in einem
Bereich von 0 bis 20 m/min.
Bei Verwendung eines beliebigen synergetischen Programms
muss sich der Zeiger des Reglers in der Schaltstellung
SYNERGIC benden. Bei Wahl eines synergetischen
Programms zeigt das Display S den vom gewählten
Programm eingestellten Strom an. Dieser Strom entspricht
einer Geschwindigkeit. Zum Korrigieren muss man lediglich
den Regler im Uhrzeigersinn (Erhöhen) bzw. entgegen dem
Uhrzeigersinn (Senken) drehen. Auf dem Display S werden
die Änderungen der Drahtvorschubgeschwindigkeit immer
von einem Strom angezeigt.
Q und R- Tasten.
• Wenn die LED B eingeschaltet ist, zeigt
das Display S die Nummer des mit den 2
Tasten gewählten Programms an; nach der
Wahl bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED C eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED D eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LED E eingeschaltet ist, zeigt das Display
S die mit den 2 Tasten gewählte Zeit an; nach der Wahl
bleibt die LED für weitere 5 Sekunden eingeschaltet,
bevor sie erlischt.
• Wenn die LEDs B, C, D und E ausgeschaltet sind und
irgendein synergetisches Programm aktiv ist, zeigt das
Display S, wenn man eine der 2 Tasten drückt, alternativ
den eingestellten Strom oder die empfohlene Dicke in
Millimetern an.
Bei Betätigung der 2 Umschalter N und O kann man auf
dem Display S die sofortige Erhöhung oder Senkung des
gewählten Werts beobachten. Diese Funktion ist nützlich,
wenn man vorher wissen möchte, mit welchem Strom oder
welcher Dicke die Schweißung begonnen werden soll.
• Drückt man die 2 Tasten gleichzeitig für mindestens
5 Sekunden, erscheint das Menü mit 3 Funktionen,
die mit der Taste A gewählt werden können:
1- Einschleichen (Geschwindigkeit).
Zum Ändern der eingestellten Drahtgeschwindigkeit;
diese Geschwindigkeit bleibt für die von der Einschleich-
Funktion (Zeit) festgelegte Zeit aktiv.
Die Geschwindigkeit kann mit den 2 Tasten Q und
R in einem Bereich von 10% bis maximal 150% der
eingestellten Schweißgeschwindigkeit geändert werden.
Diese Funktion dient in Verbindung mit der Einschleich-
Funktion (Zeit) zum Verbessern der Lichtbogenzündung.
Vor dem auf dem Display S angezeigten Wert steht der
Buchstabe (A).
2- Beim Motor des Brenners PULL 2003 eingestellte
Geschwindigkeit.
Mit den 2 Tasten Q und R kann man die Geschwindigkeit
des Brenners PULL 2003 in einem Intervall von – 9 bis +
9 bezogen auf den eingestellten Wert verändern. Diese
Funktion erlaubt die Optimierung des Drahtvorschubs,
indem der Drahtvorschubmotor der Schweißmaschine
mit dem des Brenners PULL 2003 synchronisiert wird.
Vor dem auf dem Display S angezeigten Wert steht der
Buchstabe (H).

20
3- Gasnachströmzeit (Post gas).
Mit den 2 Tasten Q und R kann man die Gasnachströmzeit
nach Abschluss des Schweißvorgangs in einem Bereich
von 0 bis 5 Sekunden variieren. Diese Funktion ist beim
Schweißen von nichtrostendem Stahl und Aluminium
besonders nützlich. Vor dem auf dem Display S
angezeigten Wert steht der Buchstabe (P).
4- Einschleichen (Zeit).
Zum Einstellen der Zeit, in der die Einschleich-
Geschwindigkeit aktiv bleibt. Diese Funktion dient in
Verbindung mit der Einschleich-Funktion (Geschwindigkeit)
zum Verbessern der Lichtbogenzündung. Mit den 2
Tasten Q und R kann man die Einschleich-Zeit in einem
Bereich von 0 bis 1 Sekunde variieren. Vor dem auf dem
Display S angezeigten Wert steht der Buchstabe (d).
5- 2-Takt-Handbetrieb und 4-Takt-Automatikbetrieb.
Mit den 2 Tasten Q und R wählt man den Modus 2-Takt
oder 4-Takt.
Wenn die Maschine auf 2-Takt-Handbetrieb geschaltet
ist, beginnt sie den Schweißvorgang bei Betätigung
des Tasters und unterbricht ihn, wenn der Taster wieder
losgelassen wird. Wenn die Maschine auf 4-Takt-
Automatikbetrieb geschaltet ist, muss man zum Starten
des Schweißvorgangs den Brennertaster drücken;
nach Beginn des Schweißprozesses kann man den
Brennertaster loslassen.
Zum Unterbrechen muss man den Taster erneut drücken
und wieder lösen. Diese Betriebsart eignet sich für
Schweißungen längerer Dauer, bei denen die ständige
Betätigung des Brennertasters den Schweißer ermüden
könnte. Vor dem auf dem Display S angezeigten Wert
stehen die Zeichen (2t und 4t).
S- Display.
Bei Verwendung des manuellen Programms 00 zeigt
das Instrument vor dem Schweißen die Drahtvorschub-
geschwindigkeit in m/min und während des Schweißens
den Strom an. Bei Verwendung der synergetischen
Programme zeigt es stets den Strom an.
Wie in den vorherigen Abschnitten beschrieben kann das
Instrument vor Beginn des Schweißprozesses Folgendes
anzeigen: das in Gebrauch bendliche Programm, die
Punktschweißzeit, die Pausenzeit, die Burn-Back-Zeit,
die empfohlene Dicke, die Einschleichfunktion, die
Funktion für die beim Motor des Brenners PULL 2003
eingestellte Drehzahl und die Gasnachströmzeit.
5 SCHWEISSPROZESS
5.1 INBETRIEBNAHME
Sicherstellen, dass der Drahtdurchmesser dem auf der
Drahttransportrolle angegebenen Durchmesser entspricht,
und dass das gewählte Programm mit dem Werkstoff und
der Gasart kompatibel ist. Drahttransportrollen mit “U”-
förmigerRillefürAluminiumdrähteundmit“V”-förmigerRille
für sonstige Drähte verwenden.
5.2 DIE MASCHINE IST BEREIT ZUM SCHWEISSEN
Bei Verwendung des Brenners Pull-2003 die
beiliegenden Anweisungen befolgen.
• Die Masseklemme an das Werkstück anschließen.
• Schalter N in Schaltstellung 1 schalten.
• Die Gasdüse entfernen.
• Die Stromdüse ausschrauben.
• Den Draht in den Drahtführungsschlauch des Brenners
einführen und sicherstellen, dass er in der Rille der Rolle
läuft, die ihrerseits richtig positioniert sein muss.
• Den Brennertaster drücken, um den Draht zu fördern,
bis er aus dem Brenner austritt.
• Achtung: Den Brennerhals während des Austretens
des Drahts vom Gesicht fernhalten.
• Die Stromdüse wieder einschrauben und sicherstellen,
dass der Durchmesser der Bohrung dem verwendeten
Draht entspricht.
• Die Gasdüse montieren.
5.3 SCHWEISSEN VON UNLEGIERTEN STÄHLEN
MIT SCHUTZGAS.
Beim Schweißen dieser Werkstoffe ist folgendes zu
beachten:
• Ein zweistofges Gasgemisch verwenden, d.h.
normalerweise ARGON + CO2 mit einem Anteil von
Argon von 75% aufwärts. Mit diesem Gemisch sind die
Schweißnähte gut gebunden und haben ein einwandfreies
Aussehen.
Bei Verwendung von reinem CO2 als Schutzgas erhält
man schmale Nähte mit einer größeren Eindringung,
doch mit einer beträchtlichen Zunahme der Spritzer.
• Einen Schweißzusatzdraht der gleichen Güte wie der
des zu schweißenden Stahls verwenden. Es ist ratsam,
stets Schweißdrähte guter Qualität zu verwenden; keine
rostigen Drähte verwenden, da hierdurch die Güte der
Schweißung beeinträchtigt werden kann.
• Keine rostigen Werkstücke oder Werkstücke mit Öl-
oderFetteckenschweißen.
5.4 SCHWEISSEN VON ROSTFREIEN STÄHLEN
Zum Schweißen von rostfreien Stählen der Gruppe 300
muss ein Schutzgas mit einem großen Anteil Argon und
einem geringen Anteil Sauerstoff O2 oder Kohlendioxid
CO2 (rund 2%) verwendet werden.
Den Draht nicht mit den Händen berühren. Es ist wichtig,
die Schweißzone stets sauber zu halten, damit die zu
schweißende Verbindung nicht verunreinigt wird.
5.6 SCHWEISSEN VON ALUMINIUM
Beim Schweißen von Aluminium ist folgendes zu
beachten:
• Reines Argon als Schutzgas verwenden.
• Die Zusammensetzung des Zusatzdrahts muss dem
Grundwerkstoff angemessen sein.
• Spezielle Schleif- und Bürstenscheiben für Aluminium
verwenden; diese Arbeitsmittel dürfen nie für andere
Werkstoffe verwendet werden.
• Zum Schweißen von Aluminium müssen folgende
Brenner verwendet werden: PULL 2003 Art. 2003.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
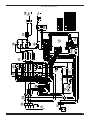 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
























































































Cebora EVO 350 TC SYNERGIC Användarmanual
- Typ
- Användarmanual
på andra språk
- italiano: Cebora EVO 350 TC SYNERGIC Manuale utente
- español: Cebora EVO 350 TC SYNERGIC Manual de usuario
- Deutsch: Cebora EVO 350 TC SYNERGIC Benutzerhandbuch
- português: Cebora EVO 350 TC SYNERGIC Manual do usuário
- français: Cebora EVO 350 TC SYNERGIC Manuel utilisateur
- English: Cebora EVO 350 TC SYNERGIC User manual
- dansk: Cebora EVO 350 TC SYNERGIC Brugermanual
- suomi: Cebora EVO 350 TC SYNERGIC Ohjekirja
- Nederlands: Cebora EVO 350 TC SYNERGIC Handleiding
Relaterade papper
-
Cebora 633 EVO 250 T Användarmanual
-
-
-
-
-
-
-
-
-
