ESAB A6 TFD1 / TFD2 / TGD1 Användarmanual
- Typ
- Användarmanual

443 401 --001 9510 Valid from Machine no 452 XXX--XXXX
A6 TFD1/TFD2/
TGD1
Svetsautomat
Sveiseautomat
Hitsausautomaatti
Svejseautomat
Operatörsmanual
Brukerhåndbok
Käyttöohje
Brugermanual
Sidan laddas...
Sidan laddas...

mmvarnsa
-- 1 --
VARNING
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR DIG SJÄLV OCH
ANDRA VAR DÄRFÖR FÖRSIKTIG NÄR DU SVETSAR. FÖLJ DIN ARBETS--
GIVARES SÄKERHETSFÖRESKRIFTER SOM SKALL VARA BASERADE PÅ
TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt
skyddsutrustning.
S Isolera dig själv från jord och arbetsstycke.
S Ombesörj att din arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig för din hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från ditt och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen o ch bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och
bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål
inte finns i svetsplatsens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna.
VID FEL
S Kontakta fackman.
LÄS OCH FÖRSTÅ OPERATÖRSMANUALEN FÖRE
INSTALLATION OCH ANVÄNDNING
SKYDDA DIG SJÄLV OCH ANDRA!

SÄKERHET
df00f1sa
-- 2 --
SÄKERHET
Användaren av en ESAB svetsautomat har det yttersta ansvaret för de säkerhets--
åtgärder som berör personal i arbete med systemet eller i dess närhet.
Innehållet i den här rekom m endationen kan ses som ett tillägg till de normala regler
som gäller för arbetsplatsen.
All m anövrering måste utföras, efter givna instruktioner, av personal som är väl insatt
i svetsautomatens funktion.
En felaktig manöver, orsakad av ett felaktigt handgrepp, eller en felaktig utlösning av
en funktionssekvens, kan skapa en onormal situation som skadligt kan drabba såväl
operatören som den maskinella utrustningen.
1. All personal som arbetar med svetsautomaten skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
För att underlätta detta är varje elkopplare, tryckknapp eller potentiometer för-
sedd med skylt eller textad skylt som anger typ av aktiverad rörelse eller inkopp-
ling vid manöver.
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsautomatens arbetsområde före
dess igångsättande.
S att ingen person står felaktigt placerad, när vagn eller slider köres.
3. Arbetsplatsen skall:
S vara fri från maskindelar, verktyg eller annat upplagt material som kan hindra
operatörens förflyttning inom arbetsområdet.
S vara så disponerad att kravet på åtkomlighet till nödstopp är väl tillgodosett.
4. Personlig skyddsutrustning
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglas--
ögon, flamsäkra kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband etc som
kan fastna.
5. Övrigt
Spänningsförande delar är normalt beröringsskyddade.
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl informe-
rad plats.
S Smörjning och underhåll a v svetsautomaten får ej utföras under drift.

TEKNISK BESKRIVNING
dfa4d1sa
-- 3 --
TEKNISK BESKRIVNING
Svetsautomat A6 TF D1 är monterad på en traktorvagn och avsedd för UP --svets-
ning av stum-- och kälfogar (med likström eller växelström).
Svetsautomat A6 TF D2 med två svetshuvuden är monterad på en traktorvagn och
avsedd för UP--svetsning av stumfogar (med likström eller växelström).
Svetsautomat A6 TGD1 är monterad på en traktorvagn och avsedd för MIG/MAG--
svetsning av stum-- och kälfogar (med likström).
Svetshuvudets läge kan ställas in horisontellt och vertikalt med linjalsliderna. Vinkel-
rörelsen ställs in med vinkelsliden.
All övrig användning är förbjuden.
TEKNISKA DATA
A6 TFD1 A6 TFD2 A6 TGD1
T illåten belastning 1500 A DC/AC 1500 A DC/AC 600 A DC
Elektroddimensioner
massiv enkeltråd 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
rörtråd 1,6--3,2 mm
dubbel tråd 2x2,0--2x3,0
Elektrodmatningshastighet, max 4,2 m/min 4,2 m/min 17,5 m/min
Åkhastighet, max. 2,5 m/min 2,5 m/min 2,5 m/min
Elektrodvikt, max 30 kg 30 kg 30 kg
Pulverbehållarens volym
Får ej fyllas med förvärmt pulver
10 l 10 l
Vikt (exkl elektrod och pulver) 110 kg 158 kg 100 kg
Bromsnavets bromsmoment 1,5 Nm 1,5 Nm 1,5 Nm
Lutning i sidled, max 25_ 25_ 25_
Anslutningsspänning 42 V AC 42 V AC 42 V AC
Kontinuerligt A--vägt ljudtryck 68 dB 68 dB 83 dB
Se måttskiss på sid 49 och på sid 50.

aza5dp17
INSTALLATION
dfa4i1sa
-- 4 --
INSTALLATION
Inkopp lin g svetsautomat -- svetsströmkälla
1. Ställ in svetsautomaten för stum-- resp kälsvetsning enligt figur på sid 49.
2. Elektrodmotor A6 VEC se operatörsmanual 443 393.
3. Manöverlåda PEG1, se operatörsmanual 443 392.
4. Anslut kablar enligt schema på sid 51 och på sid 52.
S Likström
S Anslut manöverkabel (08) för A6 TFD1 resp (15) för A6 TGD1 mellan
svetsströmkälla (01) och manöverlåda PEG1 (02).
S Anslut kabelskoförsedd ledning (07) resp (08) mellan svetsströmkälla
(01) och shunt.
S Växelström
S Anslut manöver kabel ( 08) mellan tillsatslåda (11) och manöver låda
PEG1 (02).
S Anslut tillsatslåda (11) till svetsströmkälla (10).
S Anslut svetsledning (07) mellan svetsströmkälla (10) och shunt.
S Anslut återledare mellan svetsströmkälla (01, 10) och arbetsstycke.
S Anslut mätledning (09) resp. ( 16) mellan arbetsstycke och svetsströmkälla
(01,10) eller mellan arbetsstycke och manöverlåda PEG1 (02)
(t.ex. när strömkälla av annat fabrikat användes).
S Anslut motor med växel A6 VEC till manöverlåda PEG1 (02).
Kontrollera att manöverlåda PEG1 är kopplad enligt tabell på sid 12 samt att ut-
växling och ankarvarv är valda enligt denna.
Laddning av svetselektrod.
Byte av elektrodspole
S Demontera elektrodtrumman från bromsnavet
(2) och lossa gaveln (3).
S Placera elektrodspolen (1) på elektrodtrumma
och montera gaveln (3).
S Montera elektrodtrumma resp engångsbobin på
bromsnavet (2).
OBSERVERA medbringarens läge.

INSTALLATION
dfa4i1sa
-- 5 --
VIKTIGT!
För att förhindra att elektrodbobinen glider
av bromsnavet:
Lås bobinen med hjälp av det röda vredet,
enligt varningsetikett (se vidstående bild)
placerad intill bromsnavet.
5. Kontaktutrustning
S Enkelelektrod 1,6 -- 2,5 mm (4,0 mm). Light du t y ( D20)
Används vid behov, t.ex i trånga utrymmen, elektroddimensioner upp till
4,0 mm.
Använd kontaktrör D20 med kontaktmunstycke (M12--gänga), se tabell på
sid 55.
S Drag fast munstycket med nyckel nr. 10 för a tt god kontakt skall erhållas.
Använd styrrör och separat klentrådsriktverk för klena elektroder
(Ø 1,6 -- 2,5 mm).
S Montera klamman för styrröret i M12-- hålet för den fasta riktrullen på
standard riktrulleverket. Styrröret skall bottna mot kontaktmunstycket.
Kapa ev. längden så att avståndet till matarrullen är ca. 5 mm.
S Montera klentrådsriktverket på ovansidan av klamman för riktrulleverket.
S Enkelelektrod 3,0 -- 6,0 mm. Heavy duty (D35)
Använd kontaktrör D35 med kontaktbackar.
Se även anmärkning beträffande kontaktrör D20 för elektroddimension upp
till 4,0 mm i trånga utrymmen.
S Använd standardriktrulleverk till A6 med riktverk bestående av en fast
och en ansättningsbar riktrulle.
S Montera kontaktbacken med de M5--skruvar som medlevereras, en del
av kontaktbacken i det fasta kontaktröret och en del i den lösa halvan av
det delade kontaktröret.
S M ontera den lösa halvan med kontaktback på plats under tryckskruven
och drag åt stumt så att god kontakt erhålls mellan kontaktbacken och
elektroden.
S Rörelektroder.
För rörelektroder kan både kontaktrör D20 och D35 användas.
Om kontaktbackar (D35) används måste trycket över kontaktbackarna dras
åt med måttlig kraft så att rörelektroden ej deformeras. Se till att god kontakt-
övergång till elektroden erhålls.

INSTALLATION
dfa4i1sa
-- 6 --
S Dubbeltråd.
Använd alltid kontaktrör D35 till dubbeltråd med styrrör och separat riktverk.
S Montera klamma för styrrören i M12-- hålet för den fasta riktrullen påstan-
dardriktrulleverk. Styrrören skall bottna med kontaktbacken (Heavy Twin)
eller mot adaptern för kontaktmunstycke (Light Twin).
S Anpassa styrrörens längd så att avståndet mot matarrullen är ca. 5 mm.
Dubbeltråd 2x1,2 -- 2x2,0 mm, Light Twin:
Använd (2 st) kontaktmunstycken med M6--gänga. Dimension för resp. elekt -
roddimension se tabell på sid 55.
S Drag åt kontaktmunstyckena väl, så att god kontaktövergång erhålles.
S M ontera adapter för M6--kontaktmunstycken med M5--skruv i den fasta
delen av det delade kontaktröret. Tryckskr uven och den lösa halvan av
kontaktröret är inte nödvändig vid denna applikation.
Dubbeltråd 2x2,0 -- 2x3,0 mm, Heavy Twin:
S Använd kontaktbackar Twin, för grova elektroder (2x2,0 mm, se även
Light Twin).
S Montera kontaktbacken med de M5--skruvar som medlevereras.
OBS! Montera kontaktbackshalvan med näbb i den fasta delen av kon-
taktröret.
S Demontera den lösa halvan av kontaktröret vid laddning av nya elektro-
der genom att lossa tryckskruven.
S Mata ned elektroden och styr den in i spåren på den fasta kontaktback-
shalvan (näbben).
S Lossa M5 skruv för kontaktback och montera den lösa halvan med In-
sexskruv M8, så att kontaktbackshalvan med näbb och motgående kon -
taktbackshalva omsluter elektroderna. Den lösa delen av kontaktröret
skruvas åt med M5--skruvarna så att god kontakt erhålles.
S Inställning av elektroderna vid Twinarc--svetsning:
Ställ in elektroderna i fogen för optimalt svetsresultat genom att vrida kon-
taktröret. De båda elektroderna kan vridas så att de är placerade efter va -
randra i linje med fogen eller i valfritt läge upp till 90_ tvärs fogen, dvs. en
elektrod på var sida av fogen.
S Tandemsvetsning
S Avståndet mellan första och andra elektroden får ej vara så stort att slag-
gen hinner stelna när andra elektroden kommer.
S Se till så att det är god pulvertäckning mellan första och andra elektro -
den.

aza5dp08
dfa3d002
DRIFT
dfa4o1sa
-- 7 --
DRIFT
1. Justering av bromsmomentet:
S Ställ spärrknappen (006) i låst
läge.
S För in en skruvmejsel i navets
fjädrar.
S Medsols vridning av fjädrarna
(002) ger mindre bromsmoment.
S Motsols vridning ger större bromsmoment.
OBS! Vrid fjädrarna lika mycket.
2. Kolla att matarrulle (1) och kontaktbackar (4)
har rätt dimension.
3. Byte av matarrulle (se slitdelar på sid 53).
S Enkelelektrod
S Lossa rattarna (5) och (6).
S Lossa handratt (2).
S Byt matarrulle.
De är märkta med resp. tråddimension.
S Dubbelelektrod
S Byt matarrulle med dubbla spår på samma
sätt som för enkelelektrod.
S OBSERVERA! Byt även tryckrulle. Den
speciella sfäriska tryckrullen för dubbel tråd
ersätter standard tryckrulle för enkeltråd.
S Montera tryckr ullen med speciell axeltapp
(best. nr. 146 253--001).
S Rörelektrod
S Byt matarrulle och tryckrulle parvis för respektive tråddimensioner.
OBS! För tryckrulle erfodras speciell axeltapp (best. nr. 2129 011--01).
S Drag åt tryckskruven med måttligt tryck så att rörelektroden ej deforme-
ras.
S Placera elektrodänden i matarrullens spår.
4. Vid elektroder med större diameter än 2 mm:
räta ut 0,5 m av elektroden och mata ned den för hand genom riktrulleverket.
5. Ställ in elektrodtrycket mot matarrullen med ra tt (6).
OBS!Spänn ej hårdare än att säker matning erhålls.
Den fjädrande ratten (6) får ej dras stumt, det ska finnas lite fjädring kvar.
6. Anslut svetsströmkällan till nätet.
Mata fram elektroden 30 mm med elkopplare A 02 på manöverlåda PEG1.

DRIFT
dfa4o1sa
-- 8 --
7. Rikta elektroden med ratt (5). Klen elektrod bör vara rak ca 25 mm efter kontakt-
donet, grov elektrod ca 45 mm efter kontaktdonet.
Passbult (3) får ej demonteras.
VARNING!
Roterande delar utgör klämrisk, ia kttag största försiktighet!
8. Välj elektrodtyp och svetspulver ( gas) så att egensvetsgodset i stort överens-
stämmer analysmässigt med grundmaterialet. Välj elektroddimension och svets-
data enligt rekomenderade värden från tillsatsleverantör.
9. Anslut kylvatten och gas (MIG/M AG-- svetsning).
10. Placera pulverröret så att det inte viker sig och att god pulvertäckning erhålls
(UP --svetsning).
11. Kontrollera att avståndet mellan vagnens hjul och svetsfogen ej understiger
50 mm under svetsning.
12. När plats av styrhandtagen skiftas, se till att de skruvas i botten så att de konade
ytorna möts. Använd hålet i styrhandtaget till hjälp att dra åt ordentligt. Vid behov
rengör gängorna.
Påfyllning av svetspu lver (gäller A6 TFD1 och A6 TFD2)
1. Stäng pulverventilen på pulverbehållaren.
2. Lossa eventuellt cyklonen till pulversugaren.
Fyll på svetspulver. OBS! Svetspulvret måste vara torrt. Undvik om möjligt att
använda agglomerande svetspulver utomhus och i fuktiga miljöer.
3. Justera pulvermunstyckets höjd över svetsen, så att lämplig pulverm ängd
erhålls.
Pulvertäcket ska vara så högt att genomslag av ljusbåge ej förekommer.

DRIFT
dfa4o1sa
-- 9 --
Ombyggnad av A6 TFD1 (UP--svetsning) till MIG/MAG--svetsning
1. Byt elektrodmotor med växel.
2. Koppla om manöverlåda PEG1 enligt operatörsmanual för PEG1.
Manöverinstruktioner för manöverlåda PEG1
Se operatörsmanual för manöverlåda PEG1, best.nr. 443 392.
S Noggrann fogberedning är nödvändig för bra svetsresultat.
OBS! Varierande spaltöppningar i svetsfogen får ej förekomma.
S För att undvika risken för varmsprickor ska svetsens bredd vara större än in-
trängningsdjupet.
S Svetsa alltid ett provstycke med samm a fogtyp och plåttjocklek som produktions-
arbetsstycket.
OBSERVERA! Provsvetsa ALDRIG direkt på arbetsstycken i produktion.

UNDERHÅLL
dfa4m1sa
-- 1 0 --
UNDERHÅLL
1. Manöverlåda PEG 1, se operatörsmanual 443 392.
2. Elektrodmotor A6 VEC, se operatörsmanual 443 393.
3. Dagligen
S Håll svetsautomatens rörliga delar rena från svetspulver och damm.
S Kolla att samtliga elledningar och slangar är hela och rätt anslutna.
S Kolla att alla skruvförband är åtdragna.
S Kolla bromsnavets bromsmoment.
Det får ej vara så litet, att elektrodtrumman fortsätter att rotera vid stopp av
elektrodmatning och det får ej vara så stort, att matarrullarna slirar.
Riktvärde för bromsmoment för 30 kg elektrodtrumma är 1,5 Nm.
4. Periodiskt
S Kolla elektrodmotorns kolborstar varje kvartal. Byt när de är nedslitna till 6
mm.
S Kolla sliderna, smörj om de kärvar.
S Kolla elektrodmatarenhetens elektrodstyrning, drivrullar och kontaktmuns -
tycke. Byt slitna eller skadade delar (se slitdelar på sid 53).
Om vagnens drivning börjar r ycka
kontrollera att kedjan är spänd.
Vid behov spänn kedjan
dfa4b001
*1 När kedjan ska spännas lossa på muttern och vrid på den exentriska axeln, drag
sedan åt muttern igen

FELSÖKNING
dfa3f1sa
-- 11 --
FELSÖKNING
Utrustning
S Operatörsmanual manöverlåda PEG1, best nr 443 392.
S Operatörsmanual motor med växel A6 VEC, best nr 443 393.
Kontrollera
S att svetsströmkällan är kopplad för rätt nätspänning
S att samtliga 3 faser är spänningsförande (fasföljd utan betydelse)
S att svetsledningar och anslutningar till dessa är oskadade
S att reglagen står i önskat läge
S att nätspänningen kopplas ifrån innan reparation påbörjas
MÖJLIGA FEL
1. Symtom Ampere-- och voltvärde ger stora variationer på sifferdisplayen.
Orsak 1.1 Kontaktbackar resp --m unstycke är slitna eller har fel dimension.
Åtgärd Byt kontaktbackar resp --munstycke.
Orsak 1.2 Trycket på matarrullar n a är otillräckligt.
Åtgärd Öka trycket på matarru llar na.
2. Symtom Elektrodmatningen är ojämn.
Orsak 2.1 Trycket på matarrullarn a är fel inställt.
Åtgärd Ändra trycket på matarr u llar n a.
Orsak 2.2 Fel dimension på matarrullarna.
Åtgärd Byt matarrullar.
Orsak 2.3 Spåren i matarrullarna är slitna.
Åtgärd Byt matarrullar.
3. Symtom Svetsledningarna blir överhettade.
Orsak 3.1 Dåliga elanslutningar.
Åtgärd Rengör och drag åt alla elanslutningar.
Orsak 3.2 Svetsledningarna har för klen dimension.
Åtgärd Öka ledningsdimensionen eller använd parallella ledningar.

12
INKOPPLINGSANVISNING FÖR PEG1 OCH A6 VEC
Elektrod
Enkeltråd
2,5 -- 6mm
Enkeltråd
2,5 -- 6mm
Dubbelelektrod
2x1,2 -- 3,0mm
Band
0,5x30 -- 100mm
Kolelektrod
8,0 -- 12,7mm
Svetsmetod Pulverbågsvetsning Pulverbågsvetsning Pulverbågsvetsning Pulverbågsvetsning Bågluftsmejsling
Strömart Likström Växelström Likström Likström Likström
Elkopplare
(feed--back)
Läge 1 eller 2 Läge 1 Läge 1 Läge 1 Läge 2
Elkopplare (9),
Sekvenskort
Läge upp Läge upp Läge ned Läge upp Läge upp
Regulatorkorts -
koppling
(A6 VEC)
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
X--1
B--7
Utväxling
(A6 VEC)
156:1 156:1
156:1
(74:1)
156:1 156:1
Motorankare r/min
(A6 VEC)
4000 4000 4000 4000 4000
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

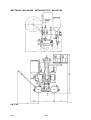
-- 4 9 --
dfa4m11a
MÅTTSKISS - MÅLSKISSE - MITTAPIIRUSTUS - MÅLSKITSE
A6 TFD1
A Stumsvetsning B Kälsvetsning
A Buttsveising B Kilsveising
A Päittäishitsaus B Pienahitsaus
A Stumpsvejsning B Kantsvejsning
dfa4m01a
dfa4m01b
Sidan laddas...

-- 5 1 --
dfa4e11a
SCHEMA - SKJEMA - JOHDOTUSKAAVIO - SKEMA
dfa4sch1
Benämning Benevnelse Nimitys Benævnelse
UP--utförande UP--variant UP--rakenne UP--udförelse
01 Svetsströmkälla (DC) Sveiströmkilde (DC) Hitsausvirtalähde (DC) Svejseströmkilde (DC)
02 Manöverlåda Bryterskap Ohjausrasia Styreboks
03 Motor med växel Motor med gir Moottori vaihteistoi-
neen
Motor med gear
04 Riktrulleverk Retteverk Oikaisulaite Rettevalseværk
05 Kontaktdon Kontakt Liitin Kontakt
06 Kontaktrör Kontaktrör Kosketusputki Kontaktrör
07 Svetskabel Sveisekabel Hitsauskaapeli Svejsekabel
08 Manöverkabel Styrekabel Ohjauskaapeli Styrekabel
09 Kabel Kabel Kaapeli Kabel
10 Svetsströmkälla (AC) Sveiseströmkilde (AC) Hitsausvirtalähde (AC) Svejseströmkilde (AC)
11 Tillsatslåda Tilleggsutstyrsenhet Lisäyksikkö Tilsatsboks

-- 5 2 --
dfa4e11a
SCHEMA - SKJEMA - JOHDOTUSKAAVIO - SKEMA
dfa4sch2
Benämning Benevnelse Nimitys Benævnelse
MIG/MAG--utförande MIG/MAG--variant MIG/MAG--rakenne MIG/MAG--udførelse
01 Svetsströmkälla (DC) Sveistrømkilde (DC) Hitsausvirtalähde (DC) Svejsestrømkilde (DC)
02 Manöverlåda Bryterskap Ohjausrasia Styreboks
03 Motor med växel Motor med gir Moottori vaihteistoineen Motor med gear
04 Riktrulleverk Retteverk Oikaisulaite Rettevalseværk
05 Kontaktdon Kontakt Liitin Kontakt
06 Magnetventil Magnetventil Magneettiventtiili Magnetventil
07 Reduceringsventil Reduksjonsventil Paineenalennusventtiili Reduktionsventil
08 Svetskabel Sveisekabel Hitsauskaapeli Svejsekabel
09 Gasflaska Gassflaske Kaasupullo Gasflaske
10 Slang (Gas) Slange (Gass) Letku (Kaasu) Slange (Gas)
11 Kylaggregat Kjøleaggregat Jäähdytyslaite Køleaggregat
12 Slang (Kylvatten) Slange (Kjølevann) Letku (Jäähdytysvesi) Slange (Kølevand)
13 Slangkoppling Slangekopling Letkuliitin Slangekobling
14 Slang (Kylvatten) Slange (Kjölevann) Letku (Jäähdytysvesi) Slange (Kölevand)
15 Manöverkabel Styrekabel Ohjauskaapeli Styrekabel
16 Kabel Kabel Kaapeli Kabel
17 Slang (Gas) Slange (Gass) Letku (Kaasu) Slange (Gas)
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62






























































ESAB A6 TFD1 / TFD2 / TGD1 Användarmanual
- Typ
- Användarmanual
på andra språk
Relaterade papper
-
ESAB A6 SFF1C Compact 500 Användarmanual
-
-
-
-
-
-
ESAB A6 SFD2 Användarmanual
-
-
-