ESAB A2 TFD1 / A2 TGD1 Användarmanual
- Kategori
- Kyl-frysar
- Typ
- Användarmanual

Valid from Serial NO 452 XXX--XXXX0443 390 001 980730
A2 Multitrac
A2 TFD1 / A2 TGD1
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 12................................................
NORSK 21................................................
SUOMI 30................................................
ENGLISH 39..............................................
DEUTSCH 49.............................................
FRANÇAIS 59.............................................
NEDERLANDS 69.........................................
ESPAÑOL 79..............................................
ITALIANO 89..............................................
PORTUGUÊS 99..........................................
ÅËËÇÍÉÊÁ 109.............................................
Sidan laddas...

dha2d1sa
-- 4 --
1DIREKTIV
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att
svetsautomat A2 TF D1 / A2 TGD1 från serienummer 452 är i överensstämmelse
med standard EN 60292 enligt villkoren i direktiv (89/392/EEG) med tillägg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
Laxå 97--07--14
2 SÄKERHET
Användaren av en ESAB svetsautomat har det yttersta ansvaret för de säkerhetsåtgärder som berör
personal i arbete m ed systemet eller i dess närhet.
Innehållet i den här rekommendationen kan ses som ett tillägg till de normala regler som gäller för ar-
betsplatsen.
All manövrering måste utföras, efter givna instruktioner, av personal som är väl insatt i svetsautoma-
tens funktion.
En felaktig manöver, orsakad av ett felaktigt handgrepp, eller en felaktig utlösning av en funktionssek-
vens, kan skapa en onormal situation som skadligt kan drabba såväl operatören som den maskinella
utrustningen.
1. All personal som arbetar med svetsautomaten skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsautomatens arbetsområde före dess igångsättande.
S att ingen person står felaktigt placerad, när vagn eller slider köres.
3. Arbetsplatsen skall:
S vara fri från maskindelar, verktyg eller annat upplagt material som kan hindra operatörens för-
flyttning inom arbetsområdet.
S vara så disponerad att kravet på åtkomlighet till nödstopp är väl tillgodosett.
4. Personlig skyddsutrustning
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar .
S Se till att inte använda löst sittande plagg såsom skärp, armband etc som kan fastna.
5. Övrigt
Spänningsförande delar är normalt beröringsskyddade.
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl informerad plats.
S Smörjning och underhåll av svetsautomaten får ej utföras under drift.
SE

dha2d1sa
-- 5 --
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR ER SJÄLV OCH ANDRA.VAR DÄRFÖR
FÖRSIKTIG NÄR NI SVETSAR. FÖLJ ER ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM
SKALL VARA BASERADE PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej s trömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera Er själv från jord och arbetsstycke.
S Ombesörj att Er arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig för Er hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från Ert och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL -- Kontakta fackman
VARNING
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN FÖRE INSTALLATION OCH ANVÄNDNING
SKYDDA ER SJÄLV OCH ANDRA!
3 INTRODUKTION
3.1 Allmänt
Svetsautomat A2 Multitrac är 4--hjulsdriven och avsedd för MIG/MAG och
UP --svetsning av stum-- och kälfogar (med likström eller växelström).
All övrig användning är förbjuden.
Svetsautomaten kan i demonterat utförande ( pelaren och säkerhetskedjan
demonterade) föras genom ett hål med minsta diameter 600 mm.
Kontaktrörets läge är inställbart både horisontellt och vertikalt via ett slidsystem .
Vinkeln ställs in genom vridning av elektrodmatarenheten.
SE

dha2d1sa
-- 6 --
3.2 Tekniska data
A2 MULTITRAC UP MIG/MAG
Anslutningsspänning 42 V AC 42 V AC
T illåten belastning 800 A DC 600 A DC
Elektroddimensioner:
stål
rostfritt
rörtråd
aluminium
1,6--4,0 mm
1,6--4,0 mm
1,6--4,0 mm
--
1,0--1,6 mm
1,0--1,6 mm
1,6--3,2 mm
1,0--2,4 mm
Elektrodmatningshastighet, max 9m/min 16 m/min
Bromsnavets bromsmoment 1,5 Nm 1,5 Nm
Åkhastighet 0,1--1,7 m/min 0,1--1,7 m/min
Vändradie vid rundsvetsning, min 1500 mm 1500 mm
Rördiameter vid invändig skarvsvetsning, min 1100 mm 1100 mm
Elektrodvikt, max 30 kg 30 kg
Pulverbehållarens volym
(Får ej fyllas med förvärmt pulver)
6l
Vikt (exkl elektrod och pulver) 47 kg 47 kg
Lutning i sidled, max
25_ 25_
Kontinuerligt A--vägt ljudtryck 68 dB 83 dB
Se måttskiss på sid 122.
4 INSTALLATION
VARNING!
Roterande delar utgör klämrisk, iakttag största försiktighet!
1. Manöverlåda PEG1, se operatörsmanual 443 392.
2. Anslut svetsautomaten enligt schema på sid 7.
SE

dha2d1sa
-- 7 --
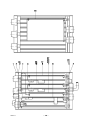
PULVERBÅGSVETSNING UP
S Anslut manöverkabel (2) mellan svetsströmkälla (7) och manöverlåda PEG1.
S Anslut återledaren (3, 4 , 5) mellan svetsströmkälla (7) och arbetsstycke.
S Anslut ledning (3, 4, 5) mellan svetsströmkälla (7) och shunt.
S Anslut mätledning (6) mellan svetsströmkälla (7) och arbetsstycke.
GASMETALLBÅGSVETSNING MIG/MAG
S Anslut manöverkabel (6) mellan svetsströmkälla (7) och manöverlåda PEG1.
S Anslut återledaren (8, 9 , 10) mellan svetsströmkälla (7) och arbetsstycke.
S Anslut ledning (8, 9, 10) mellan svetsströmkälla (7) och shunt.
S Anslut mätledning (11) me llan svetsströmkälla (7) och arbetsstycket.
S Anslut gasslang (4) mellan r educeringsventilen (5) och svetsautomatens (1)
gasanslutning.
S Anslut slangar för kylvatten (2) mellan kylaggregatet (3) och svetsautomaten
(1).
SE

dha20001
dha2d1sa
-- 8 --
3. Välj elektrodtyp och svetspulver ( gas) så att egensvetsgodset i stort
överensstämmer analysmässigt med grundmaterialet. Välj elektroddimension
och svetsdata enligt rekomm ender ade värden från tillsatsleverantör.
4. Laddning av svetselektrod.
S Demontera elektrodtrumman från bromsnavet (2) och lossa
gaveln (3).
S Placera elektrodspolen (1) på elektrodtrumman och montera
gaveln (3).
S Montera elektrodtrumma resp engångsbobin på bromsnavet (2).
OBSERVERA medbringarens läge.
VIKTIGT!
För att förhindra att elektrodbobinen glider av bromsnavet:
Lås bobinen med hjälp av det röda vredet, enligt varnings--
etiketten placerad in till bromsnavet.
S Kontrollera att matarrulle (1) och
kontaktbackar ( 4) har rätt dimension.
S Led elektroden genom de två mindre
skruvöglorna.
S Placera elektrodänden i m atarrullens
spår.
S Ställ in trycket av e lektroden mot matarrullen
med tryckskruv (6 ).
OBSERVERA! Spänn ej hårdare än att säker matning
erhålls. Tryckskruven får ej dras stumt, det ska finnas
lite fjädring kvar.
S Mata fram elektroden med hjälp av elkopplare A 02
på PEG--lådan.
S Under tiden som frammatning av elektroden pågår, ska
elektroden riktas med hjälp av ratt (5) på r iktrulleverket,
eller med speciella riktverk för klena elektroder eller
dubbel tråd. När riktverkan är rätt inställd ska elektroden
komma rak ut genom kontaktbackarna resp
kontaktmunstycket.
5. Byte av matarrulle (se slitdelar på sid 123).
S Enkelelektrod:
S Lossa ratt (5) och tryckskruv ( 6).
S Lossa handratt (2).
S Byt m atarrulle. De är märkta med resp tråddimension.
SE

dha2d1sa
-- 9 --
S Dubbelelektrod:
S Byt matarrulle med dubbla spår på samma sätt som för enkelelektrod.
S OBSERVERA! Byt även tryckrulle. Den speciella sfäriska tryckrullen för
dubbel tråd ersätter standard tryckrulle för enkeltråd.
S M ontera tryckrullen med speciell axeltapp (best. nr. 146 253--001).
S Rörelektrod :
S Byt matarrulle och tryckrulle parvis för respektive tråddimensioner.
OBS! Fö r tryckrulle erfodras speciell axeltapp (best. nr. 2129 011--01).
S Drag åt tryckskruven med måttligt tryck så att r örelektroden ej
deformeras.
6. Placera pulverröret så att det inte viker sig och att god pulvertäckning erhålls
(UP --svetsning).
OBS! Pulverslangens längd skall anpassas till svetshuvudets placering.
7. Kontrollera att avståndet mellan vagnens hjul och svetsfog ej understiger 50 mm
under svetsning.
8. Påfyllning a v svetspulver (UP--svetsning).
S Stäng pulverventilen på pulverbehållaren.
S Lossa ev. cyklonen till pulversugaren.
Fyll på svetspulver.
OBS! Svetspulvret måste vara torrt. Undvik om möjligt att använda
agglomerande svetspulver utomhus och i fuktiga m iljöer.
S Justera pulvermunstyckets höjd över svetsen, så att lämplig pulvermängd
erhålls. Pulvertäcket ska vara så högt att genomslag av ljusbåge ej
förekommer.
9. Förflyttning av vagn underlättas om hjulen frikopplas vilket kan göras genom att
vrida ratt A moturs (se måttskiss på sid 122).
5 DRIFT
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 4. L äs dessa inn an du använder utrustningen.
1. Noggrann fogberedning är nödvändig för bra svetsresultat.
OBSERVERA! Varierande spaltöppningar i svetsfogen får ej förekomma.
2. För att undvika risken för varmsprickor ska svetsens bredd vara större än
inträngningsdjupet.
3. Svetsa alltid ett provstycke med sam ma fogtyp och plåttjocklek som
produktionsarbetsstycket.
OBSERVERA! Provsvetsa ALDRIG direkt på arbetsstycken i produktion.
Manöverinstruktion f ö r manöverlåda PEG1.
Se operatörsmanual PEG 1 best nr. 443 392.
SE

aza5dp08
dha2d1sa
-- 1 0 --
6 UNDERHÅLL
1. Manöverlåda PEG 1, se operatörsmanual 443 392.
2. Ombyggnad från UP till MIG/MAG se ombyggnadssats 413 526--880.
3. Dagligen
S Håll svetsautomatens rörliga delar rena från svetspulver och damm.
S Kontrollera att kontaktm unstycket och samtliga elledningar är anslutna.
S Kontrollera att alla skruvförband är åtdragna och att styrning och drivrullar ej
är slitna eller skadade.
4. Periodiskt
S Kontrollera elektrodmatarenhetens elektrodstyrning, drivrullar och
kontaktmunstycke.
Byt slitna eller skadade komponenter (se slitdelar på sid 123).
S Kontrollera sliderna, smörj om de kärvar.
S Smörj kedjan.
5. Spänning av vagnens kedja från framaxel till bakaxel.
S Demontera vagnhjul och rondeller. Lossa Y--flänslagrens skruvar.
S Spänn kedjan genom att flytta vagnens bakaxel parallellt i förhållande till
framaxeln.
S Montera i omvänd ordning.
6. Spänning av vagnens kedja från framaxel till drivmotor med växel.
S Spänn kedjan genom att flytta drivmotor med växel.
7. Kontrollera bromsnavets bromsmoment. Det får ej vara så litet, att
elektrodtrumman fortsätter att rotera vid stopp av elektrodmatning och det får ej
vara så stort, att matarrullarna slirar. Riktvärde för bromsmoment för 30 kg
elektrodtrumma är 1,5 Nm.
S Justering av bromsmomentet:
S Ställ spärrknapp (006)
i låst läge.
S För in en skruvmejsel i
navets fjädrar.
Medurs vridning av fjäder
(002) ger mindre bromsmoment.
Moturs vridning ger större bromsmoment.
OBS! Vrid fjädrarna lika mycket.
SE

dha2d1sa
-- 11 --
7 FELSÖKNING
Utrustning
S Operatörsmanual manöverlåda PEG1, best nr 443 392.
Kontrollera
S att svetsströmkällan är kopplad för rätt nätspänning
S att samtliga 3 faser är spänningsförande (fasföljd utan betydelse)
S att svetsledningar och anslutningar till dessa är oskadade
S att reglagen står i önskat läge
S att nätspänningen kopplas ifrån innan reparation påbörjas
MÖJLIGA FEL
1. Symtom Ampere-- och voltvärde ger stora variationer på sifferdisplayen.
Orsak 1.1 Kontaktbackar resp --munstycke är slitna eller har fel dimension.
Åtgärd Byt kontaktbackar r esp --munstycke.
Orsak 1.2 Trycket på matarrullarna är otillräckligt.
Åtgärd Öka tr ycket på matar rullarna.
2. Symtom Elektrodmatningen är ojämn.
Orsak 2.1 Trycket på matar rullarna är fel inställt.
Åtgärd Ändra trycket på matar r u llar n a.
Orsak 2.2 Fel dimension på matarrullarna.
Åtgärd Byt m atarrullar.
Orsak 2.3 Spåren i matarrullarna är slitna.
Åtgärd Byt m atarrullar.
3. Symtom Svetsledningarna blir överhettade.
Orsak 3.1 Dåliga elanslutningar.
Åtgärd Rengör och drag åt alla elanslutningar.
Orsak 3.2 Svetsledningarna har för klen dimension.
Åtgärd Öka ledningsdimensionen eller använd parallella ledningar.
SE
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

Användningsområde Anvendelsesområde Bruksområde Käyttöalue Ap-
plications Anwendungsbereich Domaine d’application Toepassingsgebeid
Settore d i applicacione Settore d i applicazione Campos de utilização Ôïìåéò
åöáñìïãÞò
ÔÏÌÅÉÓ ÅÖÁÑÌÏÃÇÓ
-- 11 9 --
dha2ao1c
Här är några skisser på olika användningssätt.
För information om vilka extra utrustning som behövs för respektive applikation kontakta någon ESAB
försäljare.
Her følger nogle illustrationer af forskellige anvendelser.
Oplysninger om, hvilket ekstra udstyr der kræves til de enkelte, gives af ESAB--forhandlerne.
Her er noen skisser over ulike bruksmåter.
For informasjon om hva slags ekstrautstyr som er nødvendig for det aktuelle bruksområdet, ta kontakt
med en ESAB--forhandler.
Seuraavassa on muutamia piirroksia eri käyttötavoista.
Tiedot kuhunkin sovellukseen tarvittavista lisälaitteista saat ottamalla yhteyden ESAB--edustajaan.
Here are some sketches of various applications.
For information about the additional equipment needed for each application, contact your ESAB dea-
ler.
Hier sind einige Skizzen über verschiedene Verfahrensweisen.
Für Informationen über die W ahl der Ausrüstung für den jeweiligen Anwendungsbereich, setzen Sie
sich mit einem ESAB--Händler in Verbindung.
Voici quelques dessins représentant divers domaines d’application.
Pour toute information relative aux accessoires nécessaires à chacune de ces applications, veuillez
consulter votre concessionnaire ESAB.
Hier zijn een aantal schetsen van verschillende toepassingen.
Neem contact op met uw ESAB--dealer voor informatie over welke extra accessoires vereist zijn voor
de toepassing in kwestie.
A continuación se ilustran algunas aplicaciones.
Para información sobre los equipos adicionales necesarios para cada aplicación, consultar con un
representante de ESAB.
Di seguito sono riportati alcuni schemi su diverse applicazioni.
Per informazioni sulle attrezzature complementari necessarie nelle singole applicazioni, rivolgersi ad
un concessionario ESAB.
Aqui estão alguns esboços de diferentes modos de uso.
Para informação sobre o equipamento extra necessário para a aplicação respectiva, queira contactar
um vendedor da ESAB.
ÐáñáêÜôù âëÝðåôå ìåñéêÜ ó÷åäéáãñÜììáôá ãéá äéÜöïñåò åöáñìïãÝò. Ðåñéóóüôåñåò
ðëçñïöïñßåò ó÷åôéêÜ ìå ôïí åîôñÜ åîïðëéóìü ðïõ áðáéôåßôáé ãéá êÜèå åöáñìïãÞ, ìðïñåßôå íá
ðÜñåôå áðü ôïí áíôéðñüóùðï ôçò ESAB.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

-- 149 --
dha2r11a
Item
no.
Qty Orderingno. Denomination Notes C
333 1 11--884 Solenoid valve
02 1 157 259--002 Contact
07 1 2626 134--01 Cable L = 3000
08 1 5385 01 1--02 Pin plug 2--pol
12 1 193 054--002 Solenoid valve
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154


























































































































































ESAB A2 TFD1 / A2 TGD1 Användarmanual
- Kategori
- Kyl-frysar
- Typ
- Användarmanual
på andra språk
- italiano: ESAB A2 TFD1 / A2 TGD1 Manuale utente
- español: ESAB A2 TFD1 / A2 TGD1 Manual de usuario
- Deutsch: ESAB A2 TFD1 / A2 TGD1 Benutzerhandbuch
- português: ESAB A2 TFD1 / A2 TGD1 Manual do usuário
- français: ESAB A2 TFD1 / A2 TGD1 Manuel utilisateur
- English: ESAB A2 TFD1 / A2 TGD1 User manual
- dansk: ESAB A2 TFD1 / A2 TGD1 Brugermanual
- suomi: ESAB A2 TFD1 / A2 TGD1 Ohjekirja
- Nederlands: ESAB A2 TFD1 / A2 TGD1 Handleiding
Relaterade papper
-
ESAB A2 TFD1 Användarmanual
-
-
ESAB A2 Automatic welding machines with Welding Control Unit PEI Användarmanual
-
-
-
-
-
-
-