Sidan laddas...

05/09/07
3.300.986/C
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 7
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.12
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 17
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 22
P -MANUAL DE INSTRUÇÕES PARA MAQUINA DE SOLDAR A FIO Pag. 27
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu.32
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side.37
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Pag.42
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid.47
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.52
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 58÷60

47
INSTRUKTIONSMANUAL FÖR TRÅDSVETS
VIKTIGT: LAS MANUALEN INNAN UTRUSTNINGEN
ANVANDS. FORVARA MANUALEN LATTILLGANGLIGT
FOR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLANGD.DENNA UTRUSTNING SKA ENDAST
ANVANDAS FOR SVETSARBETEN.
1 FORSIKTIGHETSATGARDER
BAGSVETSNINGEN OCH -SKARNINGEN KAN UTGORA
EN FARA FOR DIG OCH ANDRA PERSONER.
Användaren måste därför informeras om de risker som
uppstår på grund av svetsarbetena. Se sammanfattning-
en nedan. För mer detaljerad information, beställ manual
kod 3.300.758
ELSTOT - Dödsfara
· Installera och anslut svetsen enligt gällande
standard.
· Rör inte vid spänningsförande elektriska delar
eller elektroder med bar hud, våta handskar eller kläder.
· Isolera dig mot jord och det arbetsstycke som ska svet-
sas.
· Kontrollera att arbetsplatsen är säker.
ROK OCH GAS - Kan vara skadliga för hälsan
· Håll huvudet borta från röken.
· Se till att det finns tillräcklig ventilation vid arbe-
tet och använd uppsugningssystem i bågzonen
för att undvika gasförekomst i arbetszonen.
STRALAR FRAN BAGEN - Kan skada ögonen och brän-
na huden
· Skydda ögonen med svetsmasker som är försedda
med filtrerande linser och bär lämpliga kläder.
· Skydda andra personer med lämpliga skärmar
eller förhängen.
RISK FOR BRAND OCH BRANNSKADOR
· Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättan-
tändligt material i närheten och bär lämpliga
skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
PACEMAKER
· De magnetfält som uppstår på grund av högström kan
påverka pacemakerfunktionen. Bärare av livsuppehållande
elektroniska apparater (pacemaker) ska konsultera en läkare
innan de går i närheten av bågsvetsnings-, bågskärnings-,
bågmejslings- eller punktsvetsningsarbeten.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard EN50199 och
får endast användas för professionellt bruk i en
industrimiljö. Det kan i själva verket vara svårt att
garantera den elektromagnetiska kompatibiliteten i
en annan miljö än en industrimiljö.
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTORNING.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets har tillverkats med inverterteknik och läm-
par sig för MIG/TIG-svetsning och elektrodsvetsning.
Svetsen får inte användas för att tina rör.
2.2 Förklaring av tekniska data
IEC 60974.1-5-7-10 Svetsen är konstruerad i öve-
rensstämmelse med dessa internationella standarder.
Nr. Serienummer som alltid ska uppges vid alla
slags förfrågningar angående svetsen.
Statisk enfas frekvensomvandlare - likriktare
- transformator.
MIG Lämpar sig för MIG/MAG-svetsning.
MMA Lämpar sig för svetsning med belagda elek-
troder.
TIG Lämpar sig för TIG-svetsning.
U0 Sekundär tomgångsspänning.
X Procentuell kapacitetsfaktor.
Kapacitetsfaktorn anger procent per 10
minuter som svetsen kan arbeta med en
bestämd ström utan att överhettas.
I2 Svetsström.
U2 Sekundär spänning med ström I2.
U1 Nominell matningsspänning.
1~ 50/60Hz Enfasmatning 50 eller 60 Hz.
I1 max Max. strömförbrukning vid ström I2 och
spänning U2.
Verk. I1 Max. verklig strömförbrukning med hänsyn
till kapacitetsfaktorn.
Detta värde motsvarar normalt kapaciteten
\hos apparatens tröga skyddssäkring.
IP23 Höljets kapslingsklass.
Klass 3 som andra siffra innebär att denna
apparat kan användas utomhus vid regn.
Lämpar sig för arbete i utrymmen med för-
höjd risk.
OBS! Svetsen är även tillverkad för arbete i omgivningar
med föroreningsklass 3 (se IEC 60664).
KASSERING AV ELEKTRISKA OCH ELEK-
TRONISKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
S
3
~
f
1
f
2

48
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
2.3 SKYDD
2.3.1 Blockeringsskydd
Vid driftstörningar blinkar ett nummer på displayen M
som har följande innebörd:
52 = Startknappen har tryckts ned under tändningen.
53 = Startknappen har tryckts ned under återställningen
av termostaten.
56 = Förlängd kortslutning mellan svetstråden och mate-
rialet som ska svetsas.
Stäng av apparaten och starta den på nytt.
Kontakta teknisk service om andra nummer än de ovan-
nämnda visas på displayen.
2.3.2 Överhettningsskydd
Apparaten skyddas av en termostat som stoppar appa-
raten om max. temperatur överskrids. I ett sådant läge
fortsätter fläkten att gå och på displayen M blinkar för-
kortningen tH.
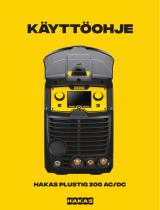
3 KONTROLLER PÅ FRÄMRE PANEL
Väljarknapp V.
Vid varje kort nedtryckning väljs värdet som
kan ställas in med vredet I. Vilka värden som kan
väljas beror på den valda svetsprocessen och visas av
lysdioderna A, B, C och D.
Håll knappen nedtryckt länge (mer än 3 sekunder) för att
komma till menyn Driftfunktioner.
När knappen hålls nedtryckt länge i menyn
Driftfunktioner återställs svetsens fabriksinställningar. Vid
en kort knapptryckning bekräftas ändringarna och svets-
ningen kan återupptas.
Lysdiod A Ström
Indikerar att displayen M visar den inställda
svetsströmmen. Aktiv i alla svetsprocesser.
Lysdiod B Trådhastighet
Indikerar att displayen M visar trådhastigheten vid
MIG-svetsning.
Lysdiod C Tjocklek
Displayen M visar rekommenderad tjocklek beroen-
de på inställd ström och trådhastighet vid MIG-svets-
ning.
Lysdiod D PROG
Lysdioden väljs med knappen V. I detta läge
används vredet I för att ställa in följande:
Programnummer (MIG-svetsning) eller svetsprocess
(TIG/MMA-svetsning).
Numren och förkortningarna visas på displayen M.
Vred I
Beroende på vald lysdiod används detta vred för att
ställa in följande:
Svetsström (lysdiod A) vid all svetsning.
Trådhastighet (lysdiod B), tjocklek (lysdiod C) vid MIG-
svetsning.
Programnummer (MIG-svetsning) eller svetsprocess
(TIG/MMA-svetsning).
I menyn Driftfunktioner används detta vred för att välja
funktionerna med förkortningarna:
MIG-svetsning: trg, SP, SPt, int, HSA, SC, SCt, slo, PrF,
PoF, Acc, bb, L, Fac.
MMA-svetsning: AF, tHS.
Vred L
Används för att reglera svetsspänningen vid MIG-svets-
ning genom att svetsbågens längd varieras.
I menyn Driftfunktioner används detta vred för att aktive-
ra och/eller reglera den funktion som har ställts in med
vredet I.
Display M
I alla svetsprocesser visar denna display numeriskt valen
som har gjorts med väljarknappen V och som har ställts
in med vredet I.
Displayen visar amperestyrkan för svetsströmmen (lys-
diod A).
Displayen visar m/min för trådhastigheten (lysdiod B).
Displayen visar mm för tjockleken (lysdiod C).
Displayen visar numret på inställt program (lysdiod D).
D
M
N
L
G
H
CBAV I EF
Fig. 1

49
Vid driftfunktionerna visas förkortningarna: trg, SP, SPt,
int, HSA, SC, SCt, slo, PrF, PoF, Acc, bb, L, Fac, AF,
tHS.
Se avsnittet Driftfunktioner beträffande driftfunktionernas
parametrar som visas på displayen M.
Display N
Denna display visar svetsspänningen vid all svetsning:
tomgångsspänning (MMA/TIG-svetsning), svetsspänning
(vid annan svetsning), den förinställda spänningen bero-
ende på trådhastigheten (MIG-svetsning). Vidare visas
korrigeringen av svetsbågens längd som har ställts in
med vredet L (ett värde mellan -9,9 och +9,9 där rekom-
menderat värde är 0).
Se avsnittet Driftfunktioner beträffande MMA/TIG/MIG-drift-
funktionens svetsparametrar som visas på displayen N.
E - Centraladapter
Till denna ska slangpaketet anslutas.
F - Tvåpoligt uttag
Till denna ska MIG-slangpaketets kontrollkabel anslutas.
G - Negativt uttag.
Till detta uttag ansluts jordkabeln (MMA/MIG-svetsning
med gas) eller slangpaketets effektkabel (TIG/MIG-
svetsning med rörtråd utan gas).
H - Positivt uttag
Till detta uttag ansluts elektrodklämman (MMA-svets-
ning), slangpaketets effektkabel (MIG-svetsning med
gas) eller jordkabeln (TIG/MIG-svetsning med rörtråd
utan gas).
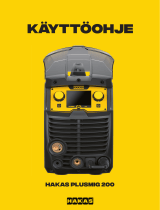
4 KONTROLLER PÅ BAKRE PANEL
T - Kopplingsdon med gasslang
U - Strömbrytare
Startar och stänger av apparaten.
5 DRIFTFUNKTIONER
Tryck på knappen V och håll den nedtryckt i minst 3
sekunder för att gå in i undermenyn. Välj funktion med
vredet I och funktionssätt eller värde med vredet L.
Tryck ned och släpp omedelbart upp knappen V för att
återgå till normal visning.
Programvalet (lysdioden D + vredet I) avgör vilka drift-
funktioner som visas.
MMA-svetsning:
AF Aktiv vid MMA-svetsning. Kan ställas in på mel-
lan 0 och 100 %. Reglerar svetsbågens dynamiska
karakteristik. Värdet ställs in med vredet L.
tHS Reglerar den inställda överströmmens varaktig-
het. Denna inställning är viktig för en bra start.
MIG-svetsning:
Trg Aktiv vid MIG-svetsning. Du kan välja mellan
tvåtaktsfunktion och fyrtaktsfunktion. 2t Apparaten bör-
jar att svetsa när knappen trycks ned och avbryter
svetsningen när knappen släpps upp. 4t Tryck ned och
släpp upp slangpaketets knapp för att starta svetsning-
en och tryck åter ned och släpp upp knappen för att
avbryta svetsningen.
HSA (automatisk hot start).
När funktionen har aktiverats med vredet L, kan nivån
på startströmmen SC (hot start) ställas in på mellan 1
och 200 % av svetsströmmen. Värdet ställs in med vre-
det L.
Strömmens varaktighet SCt kan ställas in på mellan 0,1
och 10 sekunder.
Övergångstiden Slo mellan startströmmen SC och
svetsströmmen kan ställas in på mellan 0,1 och 10
sekunder.
SP (punktsvetsning).
Med funktionen SPt (punktsvetsningstid) kan punkts-
vetsningstiden ställas in på mellan 0,3 och 5 sekunder.
Med funktionen int (paustid) kan paustiden mellan två
punktsvetsningar ställas in på mellan 0,3 och 5 sekun-
der.
Prf (förgas). Aktiv vid MIG-svetsning. Värdet kan ställas
in på mellan 0 och 10 sekunder.
Pof (eftergas). Aktiv vid MIG-svetsning. Värdet kan stäl-
las in på mellan 0 och 25 sekunder.
Acc (matning). Aktiv vid MIG-svetsning. Värdet kan
ställas in på mellan 0 och 100 %. Detta är trådhastighe-
ten, uttryckt i procent av den inställda hastigheten för
svetsningen, innan tråden nuddar arbetsstycket.
Denna inställning är viktig för en bra start.
Tillverkarens inställning Au (automatisk).
Värdet ändras med vredet L. Om du vill gå tillbaka till
fabriksinställningarna efter att värdet har ändrats trycker
du på knappen V tills förkortningen Au åter visas på
displayen N.
BB (burn-back). Aktiv vid MIG-svetsning. Värdet kan
ställas in på mellan 0 och 100 %. Funktionen används
för att ställa in längden på tråden som kommer ut ur
gasmunstycket efter svetsning.
Ju högre värde, desto högre är förbränningen av tråden.
Tillverkarens inställning Au (automatisk).
L (impedans). Aktiv vid MIG-svetsning. Värdet kan stäl-
las in på mellan -9,9 och +9,9. Noll är tillverkarens
inställning. Impedansen minskar om talet ändras till ett
negativt tal och ökar om talet ändras till ett positivt tal.
T
U
Fig.2

50
Fac. (factory). Målet är att återställa svetsens fabrik-
sinställningar.
När funktionen har valts, visar displayen N ( - - - ).
För att bekräfta den önskade funktionen räcker det att
trycka på knappen V i 3 sekunder. Förkortningen som
visas på displayen N börjar blinka och efter några
sekunder hörs en ljudsignal som bekräftar att lagringen
är utförd.
6 INSTALLATION
Installationen av svetsen får endast utföras av kvalifice-
rad personal. Samtliga anslutningar ska utföras i enlighet
med gällande olycksförebyggande lagar.
6.1 PLACERING
Placera apparaten på en plats där den står stadigt, med
god ventilation och skyddad från metallstoft (t.ex. från
slipmaskiner).
7 IGÅNGSÄTTNING FÖR MIG-SVETSNING MED GAS
Montera kontakten på matningskabeln. Var noga med
att ansluta den gulgröna ledaren till jordpolen.
Kontrollera att matningsspänningen överensstämmer
med svetsens nominella spänning.
Använd skyddssäkringarna som är lämpliga för vad som
anges i tekniska data på märkplåten.
Anslut svetsens gasslang till gasflaskans tryckreducer-
ingsventil.
Montera MIG-slangpaketet (medföljer svetsen) till adap-
tern E och anslut änden på slangpaketets effektkabel till
uttaget H (positiv pol).
Anslut slangpaketets tvåpoliga kontaktdon till uttaget F.
Anslut jordkabelns kontakt till uttaget G och jordkläm-
man till arbetsstycket.
Kontrollera att rullarnas spår överensstämmer med dia-
metern på tråden som används.
Vid eventuellt byte (fig. 3):
Öppna sidoluckan. Montera trådrullen och stick in trå-
den i trådmataren och i slangpaketets hölje.
Lås fast trådtryckarrullarna med vredet BN och reglera
trycket.
Starta apparaten.
Ta bort gasmunstycket och skruva ur kontaktmunstycket
(i slangpaketets ände). Tryck på slangpaketets knapp
tills tråden matas fram. VARNING! Håll inte munstycket
intill ansiktet när tråden matas ut. Skruva fast kontakt-
munstycket och sätt tillbaka gasmunstycket.
Öppna gasflaskans tryckreduceringsventil och reglera
gasflödet till 8 - 10 l/min.
7.1 SVETSNING
Välj programnummer för PROG beroende på svetstrå-
dens diameter, materialkvalitet och gastyp. Följ anvis-
ningarna på trådmatarens insida.
Välj lysdioden D (PROG) med knappen V. Välj program-
nummer enligt bruksanvisningen med vredet I.
Tryck kort på knappen V tills lysdioden C (tjocklek)
tänds. Vrid vredet I för att visa det använda materialets
tjocklek på displayen M.
Apparaten är klar att användas.
7.2 MIG-SVETSNING UTAN GAS
Apparaten förbereds för svetsning på nästan samma
sätt som ovan. Följande moment skiljer sig för denna
typ av svetsning:
Montera en rulle med rörtråd för svetsning utan gas.
Anslut slangpaketets effektkabel till uttaget G (negativ
pol).
Anslut jordkabeln till uttaget H (positiv pol).
Välj ett program som lämpar sig för rörtråd.
7.3 SVETSNING MED BELAGD ELEKTROD
MIG-slangpaketet bör tas bort innan svetsningen
påbörjas.
Välj lysdioden D (PROG) med knappen V. Vrid vredet I
tills förkortningen MMA visas på displayen M.
Tryck kort på knappen V för att välja lysdioden A
(ström). Displayen M visar den inställda strömmen
medan displayen N visar tomgångsspänningen.
Stäng av svetsen.
Elektrodklämman ska normalt anslutas till uttaget H
(positiv pol) och jordkabeln till uttaget G (negativ pol).
VIKTIGT! Anslut jordkabelns klämma till arbetsstycket
och kontrollera att den har bra kontakt. Det gör att
apparaten fungerar korrekt och förhindrar spänningsfall
mot arbetsstycket.
Starta svetsen.
Rör inte vid elektrodklämman och jordklämman sam-
tidigt.
Ta alltid hänsyn till tillverkarens anvisningar angående
elektrodernas polaritet.
Stäng alltid av apparaten och ta bort elektroden från
elektrodklämman efter avslutad svetsning.
7.4 TIG-SVETSNING
Stäng av svetsen, ta bort MIG-slangpaketet och monte-
ra det valda TIG-slangpaketet.
Anslut jordkabelns kontaktdon till svetsens positiva pol
(+) och klämman till arbetsstycket så nära svetspunkten
som möjligt.
Starta apparaten med brytaren U.
Välj lysdioden D (PROG) med knappen V. Vrid vredet I
Fig. 3
BN

51
tills förkortningen Tig visas på displayen M. Välj TIG-
svetssätt med vredet L. Displayen N visar 1t för använd-
ning av slangpaket utan startknapp art. 1275, 2t för
användning av slangpaket med tvåtaktsfunktion art.
1277 och 4t för användning av slangpaket med fyrtakts-
funktion art. 1277.
Anslut gasslangen till utloppet på tryckreduceringsventi-
len som är ansluten till en flaska med ARGON.
Tryck på slangpaketets knapp och reglera gastillförseln.
Om slangpaketet art. 1275 används finns det inuti detta
en ventil som stänger av gastillförseln när knappen
släpps upp.
Använd en röd 2 % Torium-legerad volframelektrod F
1,6 (1/16”).
Reglera svetsströmmen med vredet I.
Tänd den elektriska bågen (via kontakttändning) med en
bestämd och snabb rörelse.
Kom ihåg att stänga av apparaten och stänga gasflas-
kans ventil efter avslutad svetsning.
8 UNDERHÅLL
Kontrollera regelbundet att svetsen och alla anslutningar
är i gott skick för att garantera operatörens säkerhet.
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan delar
som är anslutna till elmatningen och delar som är
anslutna till svetskretsen.
Undvik att trådarna kommer i kontakt med delar i rörelse
eller med delar som blir varma under driften. Återmonte-
ra kabelklämmorna som på originalapparaten för att
undvika att elmatningen och svetskretsarna kan sam-
mankopplas om en ledare går av eller lossnar.
1/60