
I MANUALE DI ISTRUZIONI PER PUNTATRICE pag. 2
GB INSTRUCTION MANUAL FOR SPOT WELDING MACHINE page 6
D BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE Seite 10
F MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS page 15
E MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS pag. 19
P MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR POR PONTOS pag. 23
SF PISTEHITSAUSKONEEN KÄYTTÖOHJE Sivu.27
DK INSTRUKTIONSVEJLEDNING TIL PUNKTSVEJSEAPPARAT Side. 31
NL INSTRUCTIEHANDLEIDING PUNTLASMACHINE Pag. 35
S INSTRUCTIEHANDLEIDING PUNTLASMACHINE Sid. 39
GR EGCEIRIDIO CRHSHS GIA PONTA sel. 43
3.300.173/B
30/10/13
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 48÷51

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod.3.300758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secondo
le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evitare
la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
· Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utilizzare
idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore supe-
riori a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
PACE MAKER
· I campi magnetici derivanti da correnti elevate pos-
sono incidere sul funzionamento di pacemaker. I por-
tatori di apparecchiature elettroniche vitali (pace-
maker) devono consultare il medico prima di avvicinarsi alle
operazioni di saldatura ad arco, di taglio, scriccatura o di sal-
datura a punti.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione
o in presenza di polveri, gas o vapori esplosivi. ·
Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma armonizzata IEC 60974-10 e deve
essere usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa macchina è stata studiata per affrontare i problemi
che si presentano nella riparazione delle carrozzeria delle
automobili
N.B. Solo carrozzerie in acciaio.
Essa permette l’eliminazione di ammaccature o di rilievi pre-
senti sulla carrozzeria, operando da un solo lato.
La saldatrice non deve essere utilizzata per altri scopi per
esempio sgelare i tubi o effettuare operazioni meccaniche.
La macchina è stata progettata per essere utilizzata dall’o-
peratore tramite i dispositivi di comando previsti
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA
N° Numero di matricola da citare sempre per qual-
siasi richiesta relativa alla saldatrice.
EN 50063 La saldatrice è costruita secondo queste
norme internazionali.
Trasformatore monofase.
U20 Tensione a vuoto secondaria.
I
2cc Massima corrente di corto circuito.
U
1n Tensione nominale di alimentazione.
1-50Hz Alimentazione monofase 50 Hz.
S
50 Potenza al 50%.
IP23C Grado di protezione della carcassa. Grado 3
come seconda cifra significa che l'apparecchio
è idoneo a lavorare all'esterno sotto la pioggia.
C: la lettera addizionale C significa che l'appa-
recchio è protetto contro l'accesso di un utensi-
le (diametro 2,5 mm) alle parti in tensione del
circuito di alimentazione.
MANUALE DI ISTRUZIONI PER PUNTATRICE

Idonea a lavorare in ambienti con rischio accre-
sciuto
NOTE: Idonea a lavorare in ambienti con grado di inquina-
mento 3 (vedi IEC 60664-1)
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato il quale, se
si superano le temperature ammesse, impedisce il funzio-
namento della macchina. In queste condizioni il display indi-
cherà il codice di errore E1.
3 INSTALLAZIONE
L'installazione della macchina deve essere fatta da perso-
nale esperto. Tutti i collegamenti debbono essere eseguiti in
conformità alle norme vigenti e nel pieno rispetto della legge
antinfortunistica (norma CEI 26-10- CENELEC HD 427).
1 Collocare la saldatrice in una posizione stabile e sicura.
La circolazione dell'aria deve essere libera in entrata e in
uscita e la saldatrice deve essere protetta dall'ingresso di
liquidi, sporco, limature metalliche ecc.
2 Controllare che la tensione di alimentazione corrisponda
alla tensione indicata sulla targa dei dati tecnici della sal-
datrice.
Collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili,
in serie alla alimentazione, deve essere uguale alla cor-
rente I1 assorbita dalla macchina.
Eventuali prolunghe debbono essere di sezione adegua-
ta alla corrente I1 assorbita.
3 Ai portatori di pace maker è proibito usare la macchi-
na o avvicinarsi ai cavi.
4 Inserire a fondo la spina del cavo di massa in una presa
(U oV) e ruotare in senso orario.
5 Inserire a fondo la spina della pistola in una presa (U oV)
e ruotare in senso orario.
6 Infilare il connettore di comando 3 poli nell’apposita
presa; se selezionato il ciclo manuale“MAN” il ciclo di
puntatura inizia alla pressione del grilletto della torcia.
7 Accendere la saldatrice con l’interruttore X situato sul
retro della macchina.
8 Per limitare l'esposizione al campo magnetico tenere il
cavo della pistola dal lato della mano che la impugna, evi-
tando di avvolgersi con il cavo.
4 DESCRIZIONE DELL'APPARECCHIO
A- Tasto per la selezione dell’operatore “USER”.
B- Led. Segnala la attivazione o lo spegnimento della
funzione di selezione dell’operatore.
C- Tasto. Attiva la funzione di riscaldamento ad impulsi.
Si utilizza per realizzare delle calde su lamiere di grosso
spessore.
Vengono erogati tre impulsi consecutivi intervallati da un
tempo di pausa fisso di 360 msec.
Con i pulsanti S e T si regola la potenza, il display R
visualizza la regolazione. Minimo = 20 Massimo = 90.
D- Led. Segnala l’attivazione della funzione di
riscaldamento ad impulsi. Per il funzionamento legge-
S
3
re “funzione manuale – automatico” led O.
E- Led. Segnala l’attivazione della funzione di puntatura
rosette. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
F- Tasto. Attiva la funzione puntatura rosette.
Serve a eseguire le trazioni su lamierati avendo preventi-
vamente montato il martello sulla pistola e avendo fissa-
to la rosetta a tre punte nella testa del martello.
La potenza è costante e tramite i pulsanti S e T si rego-
la un tempo, il display R visualizza la regolazione Minimo
= 01 Massimo = 15.
G- Led. Segnala l’attivazione della funzione di puntatura
degli inserti. Per il funzionamento leggere “funzione
manuale – automatico” led O.
H-Tasto. Attiva la funzione di puntatura inserti.
Serve a puntare i vari inserti filettati presenti nelle moder-
ne carrozzerie delle auto. La potenza è costante e trami-
te i pulsanti S e T si regola un tempo, il display R visua-
lizza la regolazione Minimo = 01 Massimo = 50.
I- Led. Segnala l’attivazione della funzione di ricalco
lamiere. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
L- Tasto. Attiva la funzione di ricalco lamiere.
Serve a riappiattire le lamiere che hanno subito delle
deformazioni. Si esegue con l’apposito elettrodo.
Tempo fisso e tramite i pulsanti S e T si regola una
potenza., il display R visualizza la regolazione Minimo =
20 Massimo = 60.
M- Led. Segnala l’attivazione della funzione di scalda
lamiere. Per il funzionamento leggere “funzione manua-
le – automatico” led O.
N- Tasto. Attiva la funzione di scalda lamiere.
Serve ad eseguire il riscaldo delle lamiere deformate tra-
mite il carbone.
Il tempo è illimitato e tramite i pulsanti S e T si regola una
potenza, il display R visualizza la regolazione Minimo =
20 - Massimo = 60.
O-Tasto selezione funzionamento automatico/manuale.
All’accensione se la macchina è predisposta per il fun-
zionamento manuale “MAN” il led P si accende.
NOTA: all’accensione del generatore i led lampeggiano
indicando lo stato di attesa “stand by”cioè macchina
accesa senza tensione in attesa di comando.
Selezionare una funzione di lavoro.
La selezione tra funzionamento Manuale e Automatico
avviene alla pressione del tasto O.
Per funzionamento manuale si intende che, una volta
selezionata la funzione, la puntatura viene comandata
dal grilletto della pistola; il led che visualizza la scelta
della funzione restano accesi in modo non lampeggiante
e il display R visualizza la regolazione.
Attenzione:con questa modalità di lavoro il generatore
non entra mai in “stand by”.
Per funzionamento automatico si intende che la pun-
tatura non viene comandata dal grilletto della torcia,
in relazione a questo i led che visualizzano la attivazione
della funzione hanno due modi di funzionamento:
1) Lampeggiante la macchina non eroga tensione questo
significa che è in attesa che l’operatore esegua la sele-
zione di una funzione oppure che la macchina è inattiva
per più di due minuti.Il display R visualizza due lineette
(“stand by”).
2) NON lampeggiante la macchina eroga tensione ridotta

4
e per eseguire il lavoro impostato dall’operatore verifica
automaticamente che ci sia contatto tra la torcia e il
pezzo in lavorazione il display R visualizza numericamen-
te la regolazione e i tasti T e S sono attivi.
NOTA: In funzionamento automatico, una volta attivata
una funzione, la macchina genera una bassa tensione
che serve a verificare il contatto tra la pistola e il pezzo in
lavorazione; quindi per eseguire correttamente la lavora-
zione agire come segue:
· Appoggiare l’elettrodo di puntatura in modo fermo e
deciso sul pezzo in lavorazione.
· Lasciare eseguire il lavoro alla macchina.
· Alzarsi dal punto di lavoro e non appoggiare la pistola
in zone che possano venire accidentalmente a con-
tatto con la massa.
P- Led che segnala il funzionamento manuale.
Q-Led che segnala il funzionamento automatico.
R- Display visualizza le regolazioni eseguite con i tasti
S e T.
S- Tasto aumenta i valori visualizzati dal diplay R.
T- Tasto diminuisce i valori visualizzati dal diplay R.
U-V- Prese di potenza per cavo massa e pistola di pun-
tatura.
W-Presa 3 poli a cui connettere il maschio volante della
pistola di puntatura indispensabile per il funzionamen-
to manuale.
Attenzione: usare esclusivamente torce originali; altre
potrebbero danneggiare la macchina.
X- Interruttore che accende e spegne la macchina.
Y- Cavo rete.
5 COLLEGAMENTO DELLA MASSA
Il cavo di massa deve essere fissato il più vicino possibi-
le al punto in cui si agirà.
Per il fissaggio della massa rapida fornita con il cavo agire
come segue:
Per funzionamento manuale led P acceso.
1) Fissare l’elettrodo per le calde alla pistola di saldatura
2) Premere il pulsante H il led G si accende.
3) Tramite il tasto T regolare il tempo al minimo ( 05 )
4) Poggiare la massa il più vicino possibile al punto di lavoro
preventivamente sverniciato.
5) Poggiare la pistola vicino alla massa e premere il grilletto.
6) Sollevare la pistola e girare in senso orario il dado avvita-
to sul puntale della massa.
Per funzionamento automatico led Q acceso.
1) Fissare un qualsiasi elettrodo alla pistola di saldatura
2) Premere il pulsante H il led G smette di lampeggiare.
3) Tramite il tasto T regolare il tempo al minimo ( 05 )
4) Poggiare il puntale della massa il più vicino possibile al
punto di lavoro preventivamente sverniciato.
5) Poggiare la pistola vicino alla massa attendere che la
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

5
macchina rilevi il contatto e che esegua il punto.
6) Sollevare la pistola e girare in senso orario il dado avvita-
to sul puntale della massa.
6 LAVORO DI PIU’ OPERATORI
Può capitare che più operatori abbiano la necessità di usare
la macchina con regolazioni diverse; per questo motivo è
stata introdotta la funzione USER.
Questa funzione permette di memorizzare e di richiamare dei
valori personalizzati registrando sempre l’ultimo valore impo-
stato per ogni programma e per ogni livello di operatore.
La accensione del led B visualizza se la macchina è in uso
da un operatore, alla pressione breve del tasto A il display R
visualizza la lettera L seguita da un numero che è quello
scelto dall’utilizzatore una seconda pressione breve confer-
ma l’operatore e riabilita l’uso del generatore.
Come funziona il riconoscimento dell’operatore.
Alla pressione breve (per breve si intende inferiore a 0,7sec)
del pulsante A (USER) il display R visualizza la sigla L1 (livel-
lo 1) il led B è spento; la pressione del tasto S attiva il livello
2 e attiva la funzione,il led B si accende e il display R visua-
lizza la sigla L2. La pressione del tasto A conferma il livello
visualizzato dal display e abilita il funzionamento del genera-
tore.
L’operatore può attivare, selezionare,e regolare le funzioni
che desidera, la memorizzazione delle impostazioni nei vari
modi di lavoro avviene al cambio di funzione oppure 5
secondi dopo l’ultima regolazione.
Poniamo che l’operatore 1 abbia terminato l’utilizzo e un
secondo operatore voglia impostare il suo lavoro.
Il led B acceso segnala al secondo operatore che la mac-
china è già in uso da un collega quindi preme il tasto A, sul
display R compare la sigla “L2” (sigla dell’operatore che ha
in uso la macchina) seleziona il livello “L3” e lo conferma pre-
mendo il tasto A, a questo punto la macchina propone le
impostazioni, relative alle varie funzioni impostate in “L3” a
questo punto il nuovo utilizzatore può impostare le sue rego-
lazioni senza modificare le impostazioni già memorizzate da
“L2”.
PER USCIRE DAL RICONOSCIMENTO OPERATORE
BASTA selezionare il livello L1, il led B si spegne quindi pre-
mere brevemente il pulsante A per confermare l’uscita dalla
funzione.
Il pulsante posto sul dorso della pistola dà la possibilità all’o-
peratore di selezionare le funzioni della macchina senza
muoversi dal punto di lavoro.
7 MANUTENZIONE
Conservare leggibili e chiare le indicazioni e le figure sulla
saldatrice.
Il cavo rete ed i cavi di saldatura debbono essere isolati e in
perfette condizioni; fare attenzione ai punti dove subiscono
flessioni: vicino ai morsetti di collegamento, alle pinze di
massa e all'ingresso nella pistola.
Tutte le operazioni di manutenzione devono essere eseguite
da personale qualificato.
Prima di rimuovere i pannelli assicurarsi che la spina della
macchina sia scollegata dal quadro di alimentazione.
Gli elettrodi in uso devono essere liberati frequentemente da
scorie ferrose.
Rimuovere periodicamente olio e grasso NON UTILIZZAN-
DO GETTI DI ACQUA NE SOLVENTI SULLE PARTI VERNI-
CIATE.

IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO
YOURSELF AND OTHERS. The user must therefore be edu-
cated against the hazards, summarized below, deriving from
welding operations. For more detailed information, order the
manual code 3.300.758
ELECTRIC SHOCK - May be fatal.
· Install and earth the welding machine according to
the applicable regulations.
· Do not touch live electrical parts or electrodes with
bare skin, gloves or wet clothing.
· Isolate yourselves from both the earth and the workpiece.
· Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
· Keep your head away from fumes.
· Work in the presence of adequate ventilation, and
use ventilators around the arc to prevent gases from
forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
· Protect your eyes with welding masks fitted with fil-
tered lenses, and protect your body with appropriate
safety garments.
· Protect others by installing adequate shields or curtains.
RISK OF FIRE AND BURNS
· Sparks (sprays) may cause fires and burn the skin;
you should therefore make sure there are no flam-
mable materials in the area, and wear appropriate
protective garments.
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding proce-
dure may produce noise levels beyond said limit;
users must therefore implement all precautions required by
law.
PACEMAKERS
· The magnetic fields created by high currents may
affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) shall consult
their physician before beginning any arc welding, cutting,
gouging or spot welding operations.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the harmonized standard IEC
60974-10, and must be used solely for professional pur-
poses in an industrial environment. There may be poten-
tial difficulties in ensuring electromagnetic compatibility
in non-industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As
the owner of the equipment, you should get information
on approved collection systems from our local represen-
tative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This machine was developed to handle the problems that
arise in auto body repair
NOTE: Only steel bodies.
It makes it possible to eliminate dents or bulges on the body,
working from just one side.
The welding machine must not be used for any other pur-
pose, such as defrosting pipes or performing mechanical
tasks. The machine was designed to be used by the opera-
tor using the planned control devices
2.2 EXPLANATION OF THE TECHNICAL SPECIFICA-
TIONS LISTED ON THE MACHINE PLATE
N° Serial number, which must be indicated on any
request regarding the welding machine
EN 5063 The welding machine is manufactured accord-
ing to these international standards.
Single-phase transformer
U20 Secondary open-circuit voltage
I2cc Max. short circuit current
U1n Rated supply voltage.
1-50Hz 50-Hz single-phase power supply
S50 Power at 50%
IP23C Protection rating for the housing. Grade 3 as the
second digit means that the equipment is
suit able for use outdoors in the rain.
C: The additional letter C means that the
equipment is protected against access to the
live parts of the power circuit by a tool (diameter
2.5 mm ).
Suitable for use in high-risk environments.
NOTES: Suitable for use in environments with a pollution
rating of 3 (see IEC 60664-1)
S
INSTRUCTION MANUAL FOR SPOT WELDING MACHINE
6

2.3 DESCRIPTION OF PROTECTIVE DEVICES
2.3.1 Thermal protection
This machine is protected by a thermostat, which prevents
the machine from operating if the allowable temperatures are
exceeded. In this condition the display will show the error
code E1.
3 INSTALLATION
Only skilled personnel should install the machine. All con-
nections must be carried out according to current regula-
tions, and in full observance of safety laws (regulation CEI
26-10 - CENELEC HD 427).
1. Place the welding machine in a stable and safe position.
Air must circulate freely, both incoming and outgoing,
and the welding machine must be protected from entry
by liquids, dirt, metal filings, etc.
2. Make sure that the supply voltage matches the voltage
indicated on the specifications plate of the welding
machine. When mounting a plug, make sure it has an
adequate capacity, and that the yellow/green conductor
of the power supply cable is connected to the earth pin.
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be equiv-
alent to the absorbed current I1 of the machine.
Any extension cords must be sized appropriately for the
absorbed current I1.
3. Pacemaker wearers are prohibited from using the
machine or approach the cables.
4. Fully insert the earth cable plug into une socket (U or V)
and turn clockwise.
5. Fully insert the gun plug into one socket (U or V) and turn
clockwise.
6. Insert the 3-pin control connector into the socket pro-
vided; if the manual cycle “MAN” is selected, the spot-
welding cycle begins when the torch trigger is pressed.
7. Turn on the welding machine using the switch X on the
back of the machine.
8. To limit exposure to the magnetic field, keep the gun
cable on the side of the hand holding it, avoiding wrap-
ping the cable around.
4 DESCRIPTION OF THE EQUIPMENT
A- Key to select the operator “USER”.
B- LED. Signals the activation or shutdown of the oper-
ator selection function.
C- Key. Activates the pulse heating function.
It is used to produce heat on thick sheet metal.
It delivers three consecutive pulses at a fixed inter-
val of 360 msec.
The buttons S and T adjust the power; display R
shows the setting.
Minimum = 20 Maximum = 90.
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L
7

D-LED. Signals activation of the pulse heating fun-
tion. For operation, read “manual – automatic func-
tion” LED O.
E- LED. Signals activation of the rosette spot-weld-
ing function. For operation, read “manual – auto-
matic function” LED O.
F- Key. Activates the rosette spot-welding function.
Performs traction on sheet metal after first mounting
the hammer on the gun and fastening the three-
pointed rosette to the hammer head.
The power is constant. Time is adjusted using the
buttons S and T. The display R shows the setting:
Minimum = 01 Maximum = 15.
G- LED. Signals activation of the insert spot-welding
function. For operation, read “manual – automatic
function” LED O.
H- Key. Activates the insert spot-welding function.
Fastens the various threaded inserts present in
modern auto bodies.
The power is constant. Time is adjusted using the
buttons S and T. The display R shows the setting:
Minimum = 01 Maximum = 50.
I- LED. Signals activation of the metal pressing
function. For operation, read “manual – automatic
function” LED O.
L- Key. Activates the sheet metal pressing function.
Serves to flatten sheet metal that has become mis-
shapen. It is carried out using the specific electrode.
Time is fixed, and the buttons S and T adjust the
power; the display R shows the setting: Minimum =
20 Maximum = 60.
M- LED. Signals activation of the sheet metal heat-
ing function. For operation, read “manual – auto-
matic function” LED O.
N- Key. Activates the sheet metal heating function.
Heats deformed sheet metal using carbon.
The time is unlimited. Use the buttons S and T to
set a power; the display R shows the setting.
Minimum = 20 - Maximum = 60.
O- Automatic mode or manual selection key.
Upon start-up, if the machine is set up for manual
mode “MAN” the LED P lights.
NOTE: upon power source start-up the LEDs flash,
indicating “stand-by” status: the machine is on, with
no voltage, awaiting commands.
Select an operating function.
Selecting between manual and automatic mode
takes place by pressing the O key.
Manual mode means that, once the function is
selected, spot-welding is controlled by the trig-
ger; the LED that indicates the function choice
remains lit without flashing, and the display R shows
the setting.
Warning: in this operating mode the power source
never enters “stand-by.”
Automatic mode means that spot-welding is not
controlled by the torch trigger. In relation to this
the LEDs that show activation of the function have
two operating modes:
1) Flashing the machine does not deliver voltage. This
means that it is waiting for the operator to select a
function, or that the machine has been inactive for
more than two minutes. The display R shows two
lines (“stand-by”).
2) NOT flashing the machine delivers reduced voltage,
and to carry out the job set by the operator, it auto-
matically makes sure there is contact between the
torch and the workpiece. The display R shows the
setting numerically, and the keys T and S are
active.
NOTE: In automatic mode, once a function is enabled,
the machine generates a low voltage that serves to
check the contact between the gun and the work-
piece; thus to correctly perform the job, proceed as
follows:
Rest the spot-welding electrode firmly and steadily
on the workpiece.
Let the machine perform the job.
Lift up from the working position and do not rest
the gun in zones that might accidentally come
into contact with earth.
P- LED which signals manual mode.
Q- LED which signals automatic mode.
R- Display shows the settings made with the keys S
and T.
S- Key increases the values shown on the display R.
T- Key reduces the values shown on the display R.
U-V- Power sockets for earth cable and spot-weld-
ing gun.
W- 3-pin socket to which to connect the male patch
connector of the spot-welding gun, essential for
manual mode.
Warning: use only original torches; others might
damage the machine.
X- Switch that turns the machine on and off.
Y- Mains cable.
5 EARTH CONNECTION
The earth cable must be fastened as close as poss-
ble to the point where you will be working.
To fasten the quick earth supplied with the cable, pro-
ceed as follows:
For manual mode LED P lit.
1) Fasten the heating electrode to the welding gun
2) Press the button H; the LED G lights.
3) Use the key T to adjust the time to the minimum (05)
4) Rest the earth as close as possible to the working
area, after first removing all paint.
5) Rest the gun near the earth and press the trigger.
6) Raise the gun and turn the nut screwed onto the
earth probe clockwise.
For automatic mode, LED Q is lit.
1) Fasten any electrode to the welding gun
2) Press the button H; the LED G stops flashing.
3) Use the key T to adjust the time to the minimum (05)
4) Rest the earth probe as close as possible to the
working area, after first removing all paint.
8

5) Rest the gun near the earth; wait for the machine to
detect the contact and make the spot-weld.
6) Raise the gun and turn the nut screwed onto the
earth probe clockwise.
6 WORKING WITH MULTIPLE OPERATORS
It may occur that multiple operators need to use the
machine with different settings; this is why the USER
function was introduced.
This function allows you to save and call up customized
values, always recording the last value set for each pro-
gram and for each operator level.
The LED B lights if the machine is being used by an
operator. Briefly pressing the key A causes the display R
to show the letter L followed by a number, which is the
one selected by the user. Press it briefly again to con-
firm the operator and re-enable use of the power
source.
How operator recognition works.
Briefly pressing (“brief” means less than 0.7 sec ) the
button A (USER) causes the display R t show the
abbreviation L1 (level 1), and LED B is off; pressing the
S key activates level 2 and activates the function. The
LED B lights and the display R shows the abbreviation
L2. Pressing the key A confirms the level shown on the
display and enables power source operation.
The operator may activate, select, and adjust the
desired functions. The settings are saved in the various
operating modes whenever the function changes, or 5
seconds after the last adjustment.
Let us imagine that operator 1 has stopped using the
machine, and a second operator wishes to set up his
or her work.
The LED B lights to signal to the second operator that
the machine is already being used by a colleague; s/he
then presses the key A. Display R shows the abbrevia-
tion “L2” (abbreviation of the operator who is using the
machine). S/he selects level “L3” and confirms it by
pressing the key A. At this point the machine suggests
the settings, corresponding to the various functions set
in “L3”; at this point the new user may set his or her
adjustments without changing the settings already
saved by “L2.”
TO EXIT DAL OPERATOR RECOGNITION SIMPLY select
level L1. The LED B shuts off. Then briefly press the but-
ton A to confirm exiting the function.
The button on the back of the gun allows the operator
to select the machine functions without moving from the
working position.
7 MAINTENANCE
Keep all instructions and figures on the welding machine
clear and legible. The mains cable and welding cables
must be insulated and in perfect condition; be careful at
the flex points: near the connector terminals, earth
clamps and gun input. All maintenance operations must
be carried out by qualified personnel.
Before removing the panels, make sure that the machine
plug is disconnected from the power supply panel.
The electrodes in use must be frequently cleaned of fer-
rous waste.
Periodically remove oil and grease NOT USING
SPRAYED WATER NOR SOLVENTS ON THE PAINTED
PARTS.
9

10
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR-
UNG VON SCHWEIßARBEITEN VERWENDET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN KANN
FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN;
daher muß der Benutzer über die nachstehend kurz darge-
legten Gefahren beim Schweißen unterrichtet werden. Für
ausführlichere Informationen das Handbuch Nr. 3.300758
anfordern.
STROMSCHLAG - Er kann tödlich sein!
· Die Schweißmaschine gemäß den einschlägigen
Vorschriften installieren und erden.
· Keinesfalls stromführende Teile oder die Elektroden
mit ungeschützten Händen, nassen Handschuhen oder
Kleidungsstücken berühren.
· Der Benutzer muß sich von der Erde und vom Werkstück
isolieren. · Sicherstellen, daß Ihre Arbeitsposition sicher ist.
RAUCH UND GASE - Sie können gesundheitsschädlich sein!
· Den Kopf nicht in die Rauchgase halten.
· Für eine ausreichende Lüftung während des
Schweißens sorgen und im Bereich des
Lichtbogens eine Absaugung verwenden, damit der
Arbeitsbereich frei von Rauchgas bleibt.
STRAHLUNG DES LICHTBOGENS - Sie kann die Augen
verletzen und zu Hautverbrennungen führen!
· Die Augen mit entsprechenden Augenschutzfil-tern
schützen und Schutzkleidung verwenden.
· Zum Schutz der anderen geeignete Schutzschir-me
oder Zelte verwenden.
BRANDGEFAHR UND VERBRENNUNGSGEFAHR
· Die Funken (Spritzer) können Brände verursachen
und zu Hautverbrennungen führen. Daher ist sicher-
zustellen, daß sich keine entflammbaren Materialien
in der Nähe befinden. Geeignete Schutzkleidung tragen.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die 80
dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert überschrei-
tet. Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
HERZSCHRITTMACHER
· Die durch große Ströme erzeugten magnetischen
Felder können den Betrieb von Herzschrittmachern
stören. Träger von lebenswichtigen elektronischen
Geräten (Herzschrittmacher) müssen daher ihren Arzt befra-
gen, bevor sie sich in die Nähe von Lichtbogenschweiß-,
Schneid-, Brennputz- oder Punktschweißprozessen bege-
ben.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen, die
explosiven Staub, Gas oder Dämpfe enthalten. Die
für den Schweiß-/Schneiprozeß verwendeten Gasflaschen
und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben
der harmonisierten Norm IEC 60974-10 konstruiert und
darf ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es
ist nämlich unter Umständen mit Schwierigkeiten ver-
bunden ist, die elektromagnetische Verträglichkeit des
Geräts in anderen als industriellen Umgebungen zu
gewährleisten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie
2002/96/EG über Elektro- und Elektronik-Altgeräte und
der jeweiligen Umsetzung in nationales Recht sind nicht
mehr verwendete Elektrogeräte gesondert zu sammeln
und einer Anlage für umweltgerechtes Recycling zuzu-
führen. Als Eigentümer der Geräte müssen Sie sich bei
unserem örtlichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Diese Maschine wurde konzipiert, um den Problemen bei
der Reparatur von Fahrzeugkarosserien zu begegnen.
HINWEIS: Nur Karosserien aus Stahl.
Sie gestattet das Beseitigen von Dellen und Beulen auf der
Karosserie an nur einseitig zugänglichen Stellen.
Die Schweißmaschine darf zu keinem anderen Zweck wie
z.B. das Auftauen von Rohren oder das Ausführen von
mechanischen Arbeiten verwendet werden. Die Maschine
muss vom Bediener mit Hilfe der vorgesehenen Stellteile
bedient werden.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE
AUF DEM LEISTUNGSSCHILD DER MASCHINE
ANGEGEBEN SIND
Nr. Seriennummer; sie muss bei allen Anfragen zur
Schweißmaschine stets angegeben werden.
EN 50063 Die Konstruktion der Schweißmaschine
entspricht diesen Normen.
Einphasen-Transformator/Gleichrichter.
U20 Leerlauf-Sekundärspannung
I2cc Max. Kurzschlußstrom
U1n Nennspannung.
1-50Hz Einphasen-Stromversorgung 50 Hz
S50 Leistung @ 50%
BETRIEBSANLEITUNG FÜR PUNKTSCHWEIßMASCHINE

11
IP23C Schutzart des Gehäuses. Die zweite Ziffer 3
gibt an, dass das Gerät im Freien bei Regen
betrieben werden darf. C: Der zusätzliche
Buchstabe C gibt an, dass das Gerät gegen
das Eindringen eines Werkzeugs (Durchmesser
2,5 mm) in den Bereich der aktiven Teile des
Stromversorgungskreises geschützt ist.
S Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN: Das Gerät ist für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 geeignet (siehe IEC
60664-1).
2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.1 Thermischer Schutz
Dieses Gerät wird durch einen Thermostaten geschützt, der
den Betrieb der Maschine sperrt, wenn die zulässige
Temperatur überschritten wird. In diesem Zustand zeigt das
Display den Fehlercode E1 an.
3 INSTALLATION
Die Installation der Maschine muss durch Fachpersonal
erfolgen. Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden (Norm CEI
26-10 CENELEC HD 427).
1. Die Schweißmaschine stabil und sicher positionieren.
Die Zirkulation der ein- und austretenden Luft muss
gewährleistet sein. Außerdem muss die
Schweißmaschine gegen das Eindringen von
Flüssigkeiten, Schmutz, Metallspänen usw. geschützt
werden.
2. Sicherstellen, dass die Netzspannunug der auf dem
Leistungsschild der Schweißmaschine angegebenen
Nennspannung entspricht.
Das Netzkabel mit einem der Stromaufnahme entspre-
chenden Netzstecker ausrüsten und sicherstellen, dass
der gelb-grüne Schutzleiter an den Schutzkontakt ange-
schlossen ist.
Der Nennstrom des in Reihe mit der
Netzstromversorgung geschalteten Leistungsschutz-
Schalters oder der Schmelzsicherungen muss gleich
dem von der Maschine aufgenommenen Strom I1 sein.
Ggf. verwendete Verlängerungen müssen einen der
Stromaufnahme I1 angemessenen Querschnitt haben.
3. Trägern von Herzschrittmachern ist der Gebrauch
der Maschine und die Annäherung an die Kabel ver-
boten.
4. Den Stecker des Massekabels bis zum Anschlag in die
Steckdose (U oder V) stecken und nach rechts drehen.
5. Den Stecker der Schweißpistole bis zum Anschlag in die
Steckdose (U oder V) stecken und nach rechts drehen.
6. Den 3-poligen Stecker der Steuerleitung in die hierfür
vorgesehene Steckdose stecken. Wenn der
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

12
Handbetrieb (MAN) gewählt wurde, beginnt der
Punktschweißbetrieb bei Betätigung des Druckschalters
der Schweißpistole.
7. Die Schweißmaschine mit dem Schalter X auf der
Rückseite der Maschine einschalten.
8. Zur Begrenzung der Aussetzung an das Magnetfeld
muss sich das Kabel der Schweißpistole auf der Seite
der Hand befinden, die die Schweißpistole hält, damit
das Kabel keine Spirale um den Schweißer bildet.
4 BESCHREIBUNG DES GERÄTS
A- Taste für die Wahl des Benutzers (“USER”) .
B- LED. Sie signalisiert die Aktivierung bzw.
Deaktivierung der vom Bediener gewählten Funktion.
C- Taste. Sie aktiviert die Funktion zum Erwärmen
des Bleches mit Impulsen.
Sie dient zum Erwärmen von sehr dicken Blechen.
Es werden drei aufeinander folgende Impulse mit
einem festen Intervall von 360 ms ausgegeben.
Mit den Tasten S und T regelt man die Leistung. Das
Display R zeigt die Einstellung an.
Minimum = 20 Maximum = 90.
D- LED. Sie signalisiert die Aktivierung der Funktion
zum Erwärmen des Blechs mit Impulsen. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
E- LED. Sie signalisiert die Aktivierung der Funktion
zum Punktschweißen von Spezialscheiben. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
F- Taste. Zum Aktivieren der Funktion zum
Punktschweißen von Spezialscheiben.
Sie dient zum Ausüben der Zugkraft bei Blechen;
hierzu muss man den Ausbeulhammer auf die
Pistole montieren und die Spezialscheibe mit drei
Spitzen im Hammerkopf befestigen.
Die Leistung ist konstant und mit den Tasten S und
T regelt man die Zeit; das Display R zeigt die
Einstellung an: Minimum = 01 Maximum = 15.
G- LED. Sie signalisiert die Aktivierung der Funktion
zum Punktschweißen von Gewindeeinsätzen. Für die
Funktionsweise siehe “Funktion Handbetrieb –
Automatikbetrieb” LED O.
H- Taste. Sie aktiviert die Funktion zum
Punktschweißen von Gewindeeinsätzen.
Sie dient zum Punktschweißen der verschiedenen
Gewindeeinsätze, über die moderne
Fahrzeugkarosserien verfügen.
Die Leistung ist konstant und mit den Tasten S und
T regelt man die Zeit; das Display R zeigt die
Einstellung an: Minimum = 01 Maximum = 50.
I- LED. Sie signalisiert die Aktivierung der Funktion
zum Stauchen von Blechen. Für die Funktionsweise
siehe “Funktion Handbetrieb – Automatikbetrieb”
LED O.
L- Taste. Sie aktiviert die Funktion zum Stauchen
von Blechen.
Sie dient zum Glätten von verformten Blechen.
Hierzu wird eine spezielle Elektrode benötigt. Die
Zeit ist konstant und mit den Tasten S und T regelt
man die Leistung. Das Display R zeigt die
Einstellung an: Minimum = 20 Maximum = 60.
M- LED. Sie signalisiert die Aktivierung der Funktion
zum Erwärmen des Blechs. Für die Funktionsweise
siehe “Funktion Handbetrieb – Automatikbetrieb”
LED O.
N- Taste. Sie aktiviert die Funktion zum Erwärmen
des Blechs.
Sie dient zum Erwärmen des verformten Blechs mit
Hilfe einer Kohleelektrode.
Die Zeit ist unbegrenzt und mit den Tasten S und T
regelt man die Leistung. Das Display R zeigt die
Einstellung an: Minimum = 20 - Maximum = 60.
O- Taste für die Wahl des Automatikbetriebs oder
Handbetriebs.
Wenn die Maschine auf Handbetrieb (“MAN“) einge-
stellt ist, leuchtet beim Einschalten die LED P auf.
HINWEIS: Beim Einschalten der Stromquelle blinken
die LEDs und zeigen so den Wartezustand (Standby)
an; d.h. dass die Maschine ohne Spannung einge-
schaltet ist und auf einen Bedienungsbefehl wartet.
Eine Arbeitsfunktion wählen.
Die Wahl zwischen Handbetrieb und
Automatikbetrieb erfolgt durch Drücken der Taste O.
Mit “Handbetrieb“ ist gemeint, dass das
Punktschweißen nach Wahl der Funktion mit dem
Druckschalter der Schweißpistole gesteuert wird.
Die LEDs, die die gewählte Funktion anzeigen, blin
ken und das Display R zeigt die Einstellung an.
Achtung:In dieser Betriebsart schaltet die
Stromquelle nie auf “Standby”.
Mit “Automatikbetrieb“ ist gemeint, dass das
Punktschweißen nicht mit dem Druckschalter der
Schweißpistole gesteuert wird. Bei dieser
Betriebsart haben die LEDs, die die Aktivierung der
Funktion anzeigen, zwei Funktionsweisen:
1) Blinkend: Die Maschine gibt keine Spannung ab.
Das bedeutet, dass sie darauf wartet, dass der
Bediener eine Funktion wählt, oder dass sie länger
als zwei Minuten inaktiv war. Das Display R zeigt
zwei Linien an (“Standby”).
2) NICHT blinkend: Die Maschine gibt eine reduzierte
Spannung ab und zum Ausführen der von Bediener
eingestellten Arbeit prüft sie automatisch, ob zwi-
schen Brenner und Werkstück Kontakt ist. Das
Display R zeigt die Einstellung in Ziffern an und die
Tasten T und S sind aktiv.
HINWEIS: Im Automatikbetrieb erzeugt die Maschine
nach Aktivierung einer Funktion eine niedrige
Spannung, die zur Kontrolle des Kontakts zwischen
Pistole und Werkstück dient. Zum sachgemäßen
Ausführung der Arbeit muss man dann wie folgt ver
fahren:
- Die Punktschweißelektrode mit einer sicheren und
entschiedenen Bewegung auf das Werkstück
aufsetzen.
- Die Arbeit von der Maschine ausführen lassen.
- Die Elektrode vom Arbeitspunkt anheben. Die
Pistole nicht an einer Stelle ablegen, wo sie ver
sehentlich in Kontakt mit der Masse kommen
könnte.

13
P- LED Sie signalisiert den Handbetrieb.
Q- LED Sie signalisiert den Automatikbetrieb.
R- Display Es zeigt die mit den Tasten S und T
vorgenommenen Einstellungen an.
S- Taste Sie dient zum Heraufsetzen der auf Diplay R
angezeigten Werte.
T- Taste Sie dient zum Herabsetzen der auf Diplay R
angezeigten Werte.
U-V Leistungssteckdosen für Massekabel und
Punktschweißpistole.
W- 3-polige Steckdose für den fliegenden Stecker der
Punktschweißpistole; unabdingbar für den
Handbetrieb.
Achtung: Ausschließlich Originalbrenner verwenden;
andere Brenner könnten die Maschine beschädigen.
X- Schalter zum Ein- und Ausschalten der Maschine.
Y- Netzkabel.
5 MASSEANSCHLUSS
Das Massekabel muss so nahe wie möglich an der
Schweißstelle befestigt werden.
Zum Befestigen der mit dem Kabel gelieferten
Masseschnellklemme wie folgt verfahren:
Für den Handbetrieb: LED P eingeschaltet.
1) Die Elektrode für die Erwärmung des Blechs an der
Schweißpistole befestigen.
2) Die Taste H drücken: Die LED G leuchtet auf.
3) Mit der Taste T die Zeit auf das Minimum (05) einstel-
len.
4) Die Masseklemme möglichst nahe an dem zuvor vom
Lack befreiten Arbeitspunkt aufsetzen.
5) Die Pistole in der Nähe der Masseklemme aufsetzen
und ihren Druckschalter betätigen.
6) Die Pistole anheben und die auf die Spitze der
Masseklemme geschraubte Mutter im Uhrzeigersinn
drehen.
Für den Automatikbetrieb: LED Q eingeschaltet.
1) Eine beliebige Elektrode an der Schweißpistole befe-
stigen.
2) Die Taste H drücken: Die LED G hört auf zu blinken.
3) Mit der Taste T die Zeit auf das Minimum (05) einstel-
len.
4) Die Spitze der Masseklemme möglichst nahe an dem
zuvor von Lack befreiten Arbeitspunkt aufsetzen.
5) Die Pistole in der Nähe der Masseklemme aufsetzen
und abwarten, bis die Maschine den Kontakt erkennt
und den Schweißpunkt ausführt.
6) Die Pistole anheben und die auf die Spitze der
Masseklemme geschraubte Mutter im Uhrzeigersinn
drehen.
6 ARBEIT MIT MEHREREN BENUTZERN
Es kann vorkommen, dass mehrere Benutzer die
Maschine mit unterschiedlichen Einstellungen verwen-
den müssen. Aus diesem Grund wurde die Funktion
USER vorgesehen.
Diese Funktion gestattet das Speichern und Abrufen der
individuellen Einstellungen. Es wird immer der zuletzt für
jedes Programm und für jede Benutzerebene eingestellte
Wert gespeichert.
Das Aufleuchten der LED B zeigt an, dass die Maschine
von einem Bediener benutzt wird. Drückt man kurz die
Taste A, zeigt das Display R den Buchstaben L gefolgt
von einer vom Benutzer gewählten Zahl an. Durch
erneutes kurzes Drücken der Taste bestätigt man den
Benutzer und gibt den Betrieb der Stromquelle frei.
Benutzeridentifikation.
Bei kurzer Betätigung (kürzer als 0,7s) der Taste A
(USER) zeigt das Display R das Kürzel L1 (Ebene 1) an.
Die LED B ist ausgeschaltet. Durch Drücken der Taste S
aktiviert man Ebene 2 und aktiviert die Funktion “USER”.
Die LED B leuchtet auf und das Display R zeigt das
Kürzel L2 an. Durch Drücken der Taste A bestätigt man
die vom Display angezeigte Ebene und gibt den Betrieb
der Stromquelle frei.
Der Benutzer kann die Funktionen nach Bedarf aktivie-
ren, wählen und einstellen. Die Speicherung der
Einstellungen der verschiednen Arbeitsmodi erfolgt beim
Wechseln der Funktion bzw. 5 Sekunden nach der letz-
ten Einstellung.
Nehmen wir an, dass der Benutzer 1 die Arbeit been-
det hat und ein zweiter Benutzer seine Arbeit einstel-
len möchte.
Die leuchtende LED B zeigt dem Benutzer an, dass die
Maschine schon von einem Kollegen verwendet wird. Er
muss daher die Taste A drücken. Auf dem Display R
erscheint das Kürzel “L2” (Kürzel des Benutzers, der die
Maschine gebraucht). Man muss nun Ebene “L3”
wählen und durch Drücken der Taste A bestätigen. An
diesem Punkt schlägt die Maschine die Einstellungen für
die in “L3” eingestellten Funktionen vor. Nun kann der
neue Benutzer seine Einstellungen eingeben, ohne die
schon in “L2” gespeicherten Einstellungen zu verändern.
ZUM VERLASSEN DER FUNKTION FÜR DIE BENUTZE-
RIDENTIFIKATION muss man lediglich Ebene L1 wählen.
Die LED B erlischt. Dann kurz die Taste A drücken, um
die Beendigung der Funktion zu bestätigen.
Die Taste auf dem Rücken der Pistole bietet dem
Benutzer die Möglichkeit, die Funktionen der Maschine
vom Arbeitsplatz aus zu wählen.

14
7 WARTUNG
Darauf achten, dass die Anweisungen und Bilder auf der
Schweißmaschine stets klar lesbar bleiben. Das
Netzkabel und die Schweißkabel müssen isoliert sein
und sich in einem einwandfreien Zustand befinden. Auf
Knickstellen achten: in der Nähe der
Anschlussklemmen, bei den Masseklemmen und am
Eintritt in die Schweißpistole. Alle Wartungsarbeiten
müssen von Fachkräften ausgeführt werden.
Vor dem Entfernen der Verkleidungen sicherstellen, dass
der Netzstecker der Maschine vom Verteilerschrank
abgezogen wurde.
Die verwendeten Elektroden müssen häufig von
Eisenschlacke gesäubert werden.
Die Maschine in regelmäßigen Zeitabständen von Öl und
Fett säubern. HIERZU KEINEN WASSERSTRAHL UND
KEIN LÖSEMITTEL VERWENDEN.

15
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous,
liés aux opérations de soudure. Pour des informations
plus détaillées, demander le manuel code.3.300758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous ten-
sion ou les électrodes avec la peau nue, les gants ou les
vêtements mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate
et utiliser des aspirateurs dans la zone de l’arc afin
d’éviter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la
peau.
· Protéger les yeux à l’aide de masques de soudu-
re dotés de lentilles filtrantes et le corps au moyen
de vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adé-
quats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incen-
dies et brûler la peau; s’assurer donc qu’il n’y a
aucune matière inflammable dans les parages et
utiliser des vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des
niveaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des cou-
rants élevés peuvent affecter le fonctionnement
des stimulateurs cardiaques. Les porteurs d’appa-
reils électroniques vitaux (stimulateurs cardiaques) doi-
vent consulter le médecin avant de se rapprocher aux
opérations de soudure à l’arc, découpage, décriquage ou
soudure par points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10 et ne
doit être utilisée que pour des buts professionnels dans
un milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
2.1 SPECIFICATIONS
Cette machine a été conçue pour aborder les problèmes
survenant lors de la réparation des carrosseries automo-
biles.
N.B. Uniquement carrosseries en acier.
Elle permet d’éliminer les bosses ou les reliefs sur la car-
rosserie en opérant d’un seul côté.
Le poste à souder ne doit pas être utilisé pour des buts
différents tels que décongeler les tuyaux ou effectuer des
opérations mécaniques. La machine a été conçue de
sorte que l’opérateur peut l’utiliser au moyen des dispo-
sitifs de commande prévus.
2.2 EXPLICATION DES DONNEES TECHNIQUES
PRESENTES SUR LA PLAQUETTE DE LA
MACHINE
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder
EN 50063 Le poste à souder est construit selon ces
normes internationales
Transformateur monophasé
U20 Tension à vide secondaire
I
2cc Courant max. de court circuit
U
1n Tension nominale d'alimentation.
MANUEL D’INSTRUCTION POUR POSTE A SOUDER PAR POINTS

16
1-50Hz Alimentation monophasée 50Hz
S50 Puissance à 50%
IP23C Degré de protection de la carcasse. Degré 3
en tant que deuxième chiffre signifie que cette
machine peut être utilisée à l'extérieur
sous la pluie. C: la lettre additionnelle C
signifie que la machine est protégée contre
l'accès d'un outil (diamètre 2,5 mm) aux
pièces sous tension du circuit d'alimentation.
S Indiquée pour opérer dans des milieux avec
risque accru.
NOTE: Indiquée pour opérer dans des milieux avec
degré de pollution 3 (voir IEC 60664-1)
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par un thermostat empê-
chant le fonctionnement de la machine lors du dépasse-
ment des températures admises. Dans ces conditions le
ventilateur continue à fonctionner et le display affichera le
code d'erreur E1.
3 INSTALLATION
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le
plein respect de la loi sur la prévention des accidents.
(norme CEI 26-10 - CENELEC HD 427).
1. Placer le poste à souder dans une position stable et
sûre. La circulation de l'air doit être dégagée à l'en-
trée et à la sortie et la machine doit être protégée
contre l'entrée de liquides, saleté, limailles métal-
liques, etc.
2. Contrôler que la tension d'alimentation correspond à
la tension indiquée sur la plaquette des données
techniques du poste à souder.
Brancher une prise de capacité suffisante sur le cor-
don d'alimentation en s'assurant que le conducteur
vert/jaune est branché sur la borne de terre.
La capacité de l'interrupteur magnéto-thermique ou
des fusibles, en série à l'alimentation, doit être égale
au courant I1 absorbé par la machine.
Toute éventuelle liaison de raccordement doit avoir
une section suffisante au courant I1 absorbé.
3. Aux porteurs de stimulateurs cardiaques il est
défendu d'utiliser la machine ou de s'approcher
des câbles.
4. Enfoncer la fiche du câble de masse dans la prise (U
ou V) et tourner en sens horaire.
5. Enfoncer la fiche du pistolet dans la prise (U ou V) et
tourner en sens horaire.
6. Brancher le connecteur de commande 3 pôles sur la
prise prévue à cet effet ; si le cycle manuel « MAN » a
été sélectionné, le cycle de pointage débute en
A
R
U
V
W
M
F
Y
B
N
G
E
X
Fig. 1
S
O
Q
P
T
C
D
H
I
L

17
appuyant sur la détente de la torche.
7. Mettre en marche le poste à souder à l’aide de l’inter-
rupteur X situé sur l’arrière de la machine.
8. Afin de limiter l'exposition au champ magnétique,
tenir le câble du pistolet du côté de la main qui le saisi
tout en évitant de s'enrouler avec le câble.
4 DESCRIPTION DE LA MACHINE
A- Touche pour la sélection de l’opérateur « USER ».
B- Voyant. Signale l’activation ou la désactivation de la
fonction de sélection de l’opérateur.
C- Touche. Active la fonction de chauffage par
impulsions.
Cette fonction est utilisée pour réaliser des chauffes
sur tôles de grosse épaisseur.
Trois impulsions consécutives sont émises, suivies
par un temps de pause fixe de 360 msec.
Les touches S et T règlent la puissance et le display
R affiche le réglage. Mini = 20 Maxi = 90.
D- Voyant. Signale l’activation de la fonction de
chauffage par impulsions. Pour le fonctionnement lire
« fonction manuelle – automatique » voyant O.
E- Voyant. Signale l’activation de la fonction de
pointage de rondelles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
F- Touche. Active la fonction de pointage de rondelles.
Cette fonction sert à exécuter les tractions des tôles
après avoir monté le marteau sur le pistolet et fixé la
rondelle à trois pointes sur la tête du marteau.
La puissance est constante et le temps peut être
réglé au moyen des touches S et T ; le display R
affiche le réglage Mini = 01 Maxi 15.
G- Voyant. Signale l’activation de la fonction de
pointage de pièces d’insertion. Pour le fonctionnement
lire « fonction manuelle – automatique » voyant O.
H- Touche. Active la fonction de pointage de
pièces d’insertion.
Cette fonction sert à souder par points les différentes
pièces d’insertion des modernes carrosseries
automobiles. La puissance est constante et le temps
peut être réglé au moyen des touches S et T ; le
display R affiche le réglage Mini = 01 Maxi 50.
I- Voyant. Signale l’activation de la fonction de
décalquage de tôles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
L- Touche. Active la fonction de décalquage de tôles.
Cette fonction sert à raplatir les tôles ayant subi des
déformations. La fonction est exécutée au moyen de
l’électrode prévue à cet effet. Le temps est fixe et la
puissance peut être réglée au moyen des touches S
et T; le display R affiche le réglage Mini = 20 Maxi = 60.
M- Voyant. Signale l’activation de la fonction de
chauffage de tôles. Pour le fonctionnement lire
«fonction manuelle – automatique » voyant O.
N- Touche. Active la fonction de chauffage de tôles.
Cette fonction sert à chauffer les tôles déformées par
le charbon.
Le temps est illimité et la puissance peut être réglée
au moyen des touches S et T ; le display R affiche le
réglage Mini = 20 Maxi 60.
O- Touche de sélection fonctionnement automatique ou
manuel. A la mise en marche, si la machine est
prédisposée pour le fonctionnement manuel «MAN»,
le voyant P s’allume
NOTE: à la mise en marche du générateur, les
voyants clignotent tout en indiquant l’état d’attente
«stand by», c’est-à-dire que la machine est en
marche hors tension en attente de commande.
Sélectionner une fonction de travail.
La sélection entre fonctionnement Manuel et
Automatique se fait en appuyant sur la touche O.
Fonctionnement manuel signifie que, après avoir
sélectionné la fonction, le pointage est commandé
par la détente du pistolet ; les voyants affichant la
fonction retenue restent allumés en mode non
clignotant et le display R affiche le réglage.
Attention : dans cette modalité de fonctionnement le
générateur n’entre jamais en « stand by ».
Fonctionnement automatique signifie que le
pointage n’est pas commandé par la détente de la
torche ; par conséquent, les voyants affichant
l’activation de la fonction ont deux modalités de
fonctionnement :
1) Clignotant : la machine ne débite aucune tension;
cela signifie qu’elle attend que l’opérateur sélection-
ne une fonction ou bien que la machine est hors
service pendant plus de deux minutes. Le display R
affiche deux tirets (« stand by »).
2) NON clignotant : la machine débite une tension
réduite et, pour exécuter l’opération définie par
l’opérateur, vérifie automatiquement la présence d’un
contact entre la torche et la pièce à souder ; le display
R affiche les chiffres de réglage et les touches T et S
sont actives.
NOTE: Pendant le fonctionnement automatique, après
avoir activé une fonction, la machine débite une
tension réduite servant à vérifier le contact entre le
pistolet et la pièce à souder ; pour une correcte
exécution de l’opération, procéder de la manière
suivante :
• Placer l’électrode de pointage sur la pièce à souder
avec un geste ferme et décidé.
• Attendre que la machine exécute l’opération.
• Soulever l’électrode et prêter attention à ne pas
placer le pistolet dans un endroit où il pourrait entrer
en contact accidentel avec la masse.
P- Voyant signalant le fonctionnement manuel.
Q- Voyant signalant le fonctionnement automatique.
R- Display affichant les réglages exécutés au moyen
des touches S et T.
S- Touche pour augmenter les valeurs affichées par le
display R.
T- Touche pour réduire les valeurs affichées par le
display R.
U-V Prises de puissance pour câble de masse et pistolet
de pointage.
W- Prise 3 pôles pour le branchement du connecteur
mâle volant du pistolet de pointage indispensable
pour le fonctionnement manuel.
Attention: utiliser exclusivement des torches
d’origine car d’autres torches pourraient
endommager la machine.
X- Interrupteur pour la mise en marche et l’arrêt de la
machine.
Y- Câble de réseau.

18
5 RACCORDEMENT DE LA MASSE
Le câble de masse doit être fixé aussi proche que pos-
sible au point où il va opérer.
Pour fixer la prise de masse rapide fournie avec le câble
procéder de la manière suivante :
Pour le fonctionnement manuel voyant P allumé.
1) Fixer l’électrode pour les chauffes au pistolet de soudure
2) En appuyant sur la touche H le voyant G s’allume.
3) Régler le temps à la valeur minimale (05) au moyen de
la touche T.
4) Placer la masse aussi proche que possible au point de
travail précédemment déverni.
5) Placer le pistolet proche de la masse et appuyer sur la
détente
6) Soulever le pistolet et tourner en sens horaire l’écrou
vissé sur l’embout de la masse.
Pour le fonctionnement automatique voyant Q allumé.
1) Fixer une électrode quelconque au pistolet de soudure
2) En appuyant sur la touche H le voyant G arrête de cli-
gnoter.
3) Régler le temps à la valeur minimale (05) au moyen de
la touche T.
4) Placer l’embout de la masse aussi proche que possible
au point de travail précédemment déverni.
5) Placer le pistolet proche de la masse et attendre jus-
qu’à ce que la machine détecte le contact et exécute le
point.
6) Soulever le pistolet et tourner en sens horaire l’écrou
vissé sur l’embout de la masse.
6 EMPLOI PAR PLUSIEURS OPERATEURS
Il peut arriver que plusieurs opérateurs nécessitent d’uti-
liser la machine avec des réglages différents ; voilà donc
l’introduction de la fonction USER.
Cette fonction permet de mémoriser et de rappeler des
valeurs personnalisées tout en enregistrant toujours la
dernière valeur définie pour chaque programme et pour
chaque niveau d’opérateur.
L’allumage du voyant B indique si la machine est
employée par un opérateur ; en appuyant brièvement sur
la touche A, le display R affiche la lettre L suivie par un
chiffre choisi par l’utilisateur ; une deuxième pression
confirme l’opérateur et valide l’emploi du générateur.
Identification de l’opérateur.
En appuyant brièvement (par brièvement on entend pen-
dant moins de 0,7 sec) sur la touche A (USER), le display
R affiche le sigle L1 (niveau 1) et le voyant B est éteint ;
en appuyant sur la touche S, on active le niveau 2 et la
fonction USER ; le voyant B s’allume et le display R
affiche le sigle L2. La pression de la touche A confirme le
niveau affiché par le display et valide le fonctionnement
du générateur.
L’opérateur peut activer, sélectionner et régler les fonc-
tions désirées ; la mémorisation des paramètres dans les
différents modes de travail se fait au changement de
fonction ou bien 5 secondes après le dernier réglage.
Supposons que l’opérateur 1 a terminé l’emploi et un
deuxième opérateur veut définir son travail.
Le voyant B allumé indique au deuxième opérateur que la
machine est déjà utilisée par un collègue ; il doit alors
appuyer sur la touche A, le display R affichant le sigle
«L2» (sigle de l’opérateur utilisant la machine), sélection-
ner le niveau «L3» et le confirmer en appuyant sur la
touche A ; la machine propose alors les paramètres rela-
tifs aux différentes fonctions définies au niveau «L3» et le
nouveau utilisateur peut définir ses paramètres sans
modifier ceux déjà mémoriser par l’utilisateur «L2».
POUR SORTIR DE LA FONCTION D’IDENTIFICATION DE
L’OPERATEUR IL SUFFIT DE sélectionner le niveau L1 ;
le voyant B s’éteint et il faut donc appuyer brièvement sur
la touche A pour confirmer la sortie de la fonction.
Le bouton situé sur le dos du pistolet donne la possibilité
à l’opérateur de sélectionner les fonctions de la machine
sans se déplacer du point de travail.
7 ENTRETIEN
Les indications et les figures sur le poste à souder doivent
rester lisibles et claires. Le câble de réseau et les câbles
de soudure doivent être isolés et en parfaites conditions ;
prêter attention aux points subissant des flexions, notam-
ment près des bornes de raccordement, des pinces de
masse et de l’entrée dans le pistolet. Toutes les opéra-
tions d’entretien doivent être exécutées par du personnel
qualifié.
Avant d’enlever les panneaux s’assurer que la fiche est
débranchée du tableau d’alimentation.
Les électrodes employées doivent être libérées fréquem-
ment des scories de fer.
Enlever périodiquement huile et graisse SANS UTILISER
NI JETS D’EAU NI SOLVANTS SUR LES PIECES
PEINTES.

19
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIEN-
TO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL
Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN
UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APA-
RATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA
OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER
NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo
que el utilizador deberá ser informado de los riesgos, resu-
midos a continuación, que derivan de las operaciones de
soldadura. Para informaciones más detalladas, pedir el
manual cod.3.300.758
DESCARGA ELÉCTRICA – Puede matar.
· Instalar y conectar a tierra la soldadora según las
normas aplicables.
· No tocar las partes eléctricas bajo corriente o los elec-
trodos con la piel desnuda, los guantes o las ropas mojadas.
· Aíslense de la tierra y de la pieza por soldar.
· Asegúrense de que su posición de trabajo sea segura.
HUMOS Y GASES – Pueden dañar la salud.
· Mantengan la cabeza fuera de los humos.
· Trabajen con una ventilación adecuada y utilicen
aspiradores en la zona del arco para evitar la pre-
sencia de gases en la zona de trabajo.
RAYOS DEL ARCO – Pueden herir los ojos y quemar la piel.
· Protejan los ojos con máscaras para soldadura
dotadas de lentes filtrantes y el cuerpo con prendas
apropiadas.
· Protejan a los demás con adecuadas pantallas o cortinas.
RIESGO DE INCENDIO Y QUEMADURAS
· Las chispas (salpicaduras) pueden causar incen-
dios y quemar la piel; asegurarse, por tanto de que
no se encuentren materiales inflamables en las cer-
canías y utilizar prendas de protección idóneas.
RUIDO
Este aparato de por sí no produce ruidos superiores
a los 80dB. El procedimiento de corte plasma/solda-
dura podría producir niveles de ruido superiores a tal
límite; por consiguiente, los utilizadores deberán poner en
practica las precauciones previstas por la ley.
PACE-MAKER (MARCA – PASOS)
· Los campos magnéticos que derivan de corrientes
elevadas podrían incidir en el funcionamiento de los
pace-maker. Los portadores de aparatos electróni-
cos vitales (pace-maker) deben consultar el médico antes
de acercarse a las operaciones de soldadura de arco, de
corte, desagrietamiento o soldadura por puntos.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión o
en presencia de polvo, gas o vapores explosivos.
Manejar con cuidado las bombonas y los regulado-
res de presión utilizados en las operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10 y
se deberá usar solo de forma profesional en un ambien-
te industrial. En efecto, podrían presentarse potenciales
dificultades en el asegurar la compatibilidad electro-
magnética en un ambiente diferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos!
Según lo establecido por la Directiva Europea
2002/96/CE sobre residuos de aparatos eléctricos y
electrónicos y su aplicación en el ámbito de la legisla-
ción nacional, los aparatos eléctricos que han concluido
su vida útil deben ser recogidos por separado y entre-
gados a una instalación de reciclado ecocompatible. En
calidad de propietario de los aparatos, usted deberá
solicitar a nuestro representante local las informaciones
sobre los sistemas aprobados de recogida de estos
residuos. ¡Aplicando lo establecido por esta Directiva
Europea se contribuye a mejorar la situación ambiental y
salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
2 DESCRIPCIONES GENERALES
2.1 CARACTERÍSTICAS
Esta máquina se ha estudiado para afrontar los problemas
que se presentan en la reparación de las carrocerías de los
automóviles.
NOTA Solo carrocerías de acero.
Permite la eliminación de abolladuras o de relieves presen-
tes en la carrocería, actuando por un solo lado.
La soldadora no debe ser utilizada para otros fines como por
ejemplo deshelar los tubos o efectuar operaciones mecáni-
cas. La máquina se ha proyectado para ser utilizada por el
operador mediante los dispositivos de accionamiento pre-
vistos.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
CITADOS EN LA PLACA DE LA MÁQUINA
N° Numero de matricula que se citará siempre
para cualquier petición relativa a la soldadora
EN 50063 La soldadora se ha construido según estas
normas internacionales
Transformador monofásico.
U20 Tensión en vacío secundaria.
I2cc Corriente máxima de corto-circuito
U1n Tensión nominal de alimentación.
1-50Hz Alimentación monofásico 50 Hz.
S50 Potencia al 50%
IP23C Grado de protección de la carcasa. Grado 3
como segunda cifra significa que el aparato es
idóneo para trabajar al exterior bajo la lluvia.
C: la letra adicional C significa que el aparato
está protegido contra el acceso de una herra-
MANUAL DE INSTRUCCIÓN PARA SOLDADORA POR PUNTOS

mienta (diámetro 2,5 mm) a las partes en ten-
sió del circuito de alimentación.
S Idónea para trabajar en ambientes con riesgo
aumentado
NOTAS: Idónea para trabajar en ambientes con grado
de contaminación 3 (ver IEC 60664-1)
2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE
PROTECCIÓN
2.3.1 Protección térmica
Este aparato está protegido por un termostato el cual, si se
superasen las temperaturas admitidas, impediría el funcio-
namiento de la máquina. En estas condiciones el display
indicaría el código de error E1.
3 INSTALACIÓN
La instalación de la máquina deberá hacerse por personal
experto. Todas las conexiones deberán realizarse en confor-
midad a las normas vigentes y en el pleno respeto de la ley
de prevención de accidentes (norma CEI 26-10- CENELEC
HD 427).
1. Colocar la soldadora en una posición estable y segura.
La circulación del aire deberá ser libre en entrada y en
salida y deberá estar protegida de la entrada de líquidos,
suciedad, limaduras metálicas, etc.
2. Controlar que la tensión de alimentación corresponda a
la tensión indicada en la placa de los datos técnicos de
la soldadora.
Conectar una clavija de calibre adecuado al cable de ali-
mentación asegurándose de que el conductor amari-
llo/verde esté conectado a al enchufe de tierra.
El calibre del interruptor magneto térmico o de los fusi-
bles, en serie con la alimentación, deberá ser igual a la
corriente I1 absorbida por la máquina.
Eventuales cables de prolongación deberán ser de sec-
ción adecuada a la corriente I1 absorbida .
3. A los portadores de pace maker está prohibido usar
la máquina o acercarse a los cables.
4. Insertar a fondo la clavija del cable de masa en el enchu-
fe (U o V) y girar en el sentido de las agujas del reloj.
5. Insertar a fondo la clavija de la pistola en el enchufe (U o
V) y girar en el sentido de las agujas del reloj.
6. Insertar el conector de mando 3 polos en la toma corres-
pondiente; si estuviera seleccionado el ciclo manual
“MAN” el ciclo de soldadura por puntos iniciaría al pre-
sionar el gatillo de la antorcha.
7. Encender la soldadora con el interruptor X situado en la
parte posterior de la máquina.
8. Para limitar la exposición al campo magnético mantener
el cable de la pistola del lado de la mano que la empuña,
evitando que se enrolle el cable.
4 DESCRIPCIÓN DEL APARATO
A- Tecla para la selección del operador “USER”.
B- Led. Señala la activación o el apagado de la función de
selección del operador.
C- Tecla. Activa la función de calentamiento por impulsos.
Se utiliza para realizar caldas en chapas gruesas.
Se suministran tres impulsos consecutivos con interva-
los de un tiempo fijo de pausa de 360 mseg.
Con los pulsadores S y T se regula la potencia, el
display R visualiza la regulación.
Mínimo = 20 Máximo = 90.
D- Led. Señala la activación de la función de calentamien-
to por impulsos. Para el funcionamiento leer “función
manual – automático” led O.
E- Led. Señala la activación de la función de soldadura por
puntos rosetas. Para el funcionamiento leer “función
manual – automático” led O.
F- Tecla. Activa la función soldadura por puntos rosetas.
Sirve para efectuar las tracciones en chapas habiendo
preventivamente montado el martillo en la pistola y
habiendo fijado la roseta de tres puntas en la cabeza del
martillo.La potencia es constante y mediante los pulsa-
dores S y T se regula un tiempo, el display R visualiza la
regulación Mínimo = 01 Máximo = 15.
G- Led. Señala la activación de la función de soldadura por
puntos de los insertos. Para el funcionamiento leer
“función manual – automático” led O.
H- Tecla. Activa la función de soldadura por puntos de los
insertos. Sirve para soldar los distintos insertos filetea-
dos presentes en las modernas carrocerías de los
automóviles. La potencia es constante y mediante los
pulsadores S y T se regula un tiempo, el display R visua
liza la regulación Mínimo = 01 Máximo = 50.
I- Led. Señala la activación de la función de recalco
chapas. Para el funcionamiento leer “función manual –
automático” led O.
L- Tecla. Activa la función de recalco chapas.
Sirve para aplanar las chapas que han sufrido deforma-
ciones. Se efectúa con el electrodo correspondiente.
Tiempo fijo y mediante los pulsadores S y T se regula
una potencia, el display R visualiza la regulación Mínimo
= 20 Máximo = 60.
M- Led. Señala la activación de la función de calienta
chapas. Para el funcionamiento leer “función manual –
automático” led O.
N- Tecla. Activa la función de calienta chapas.
Sirve para efectuar el calentamiento de las chapas
deformadas mediante el carbón.
El tiempo es ilimitado y mediante los pulsadores S y T
se regula una potencia, el display R visualiza la regula-
ción Mínimo = 20 - Máximo = 60.
O- Tecla selección funcionamiento automático o
manual.
Al encendido si la máquina está predispuesta para el
funcionamiento manual “MAN” el led P se enciende.
NOTA: al encendido del generador los led centellean
indicando el estado de espera “stand by” es decir
máquina encendida sin tensión a la espera de mando.
Seleccionar una función de trabajo.
La selección entre funcionamiento Manual y Automático
se produce pulsando la tecla O.
Por funcionamiento manual se entiende que, una vez
seleccionada la función, la soldadura por puntos viene
accionada por el gatillo de la pistola; el led que visua
liza la elección de la función permanecen encendidos
de forma no centelleante y el display R visualiza la
regulación.
Atención: con esta modalidad de trabajo el generador
no entra nunca en “stand by”.
Por funcionamiento automático se entiende que la
soldadura por puntos no viene accionada por el
20
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
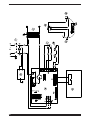 50
50
-
 51
51
-
 52
52




















































på andra språk
- italiano: Cebora Spot 2500 Manuale utente
- español: Cebora Spot 2500 Manual de usuario
- Deutsch: Cebora Spot 2500 Benutzerhandbuch
- português: Cebora Spot 2500 Manual do usuário
- français: Cebora Spot 2500 Manuel utilisateur
- English: Cebora Spot 2500 User manual
- dansk: Cebora Spot 2500 Brugermanual
- suomi: Cebora Spot 2500 Ohjekirja
- Nederlands: Cebora Spot 2500 Handleiding
Relaterade papper
-
Cebora 1660 Shipyard Användarmanual
-
-
-
-
-
Cebora MIG 2060/MD Användarmanual
-
-