
SE
Valid for serial no. 606-xxx-xxxx0461 066 001 SE 20120828
Aristo
®
FeedMech 4804/
FeedControl
Bruksanvisning

- 2 -

- 3 -
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
1 SÄKERHET 4........................................................
2 INTRODUKTION 6...................................................
2.1 Utrustning 6................................................................
3 TEKNISKA DATA 6..................................................
4 INSTALLATION 7....................................................
4.1 Avslutningsmotstånd 7.......................................................
4.2 Exempel på ett robotsvetssystem 8............................................
5 DRIFT 9.............................................................
5.1 Anslutningar 10..............................................................
5.2 Gasflödesvakt (om monterad) 12...............................................
5.3 Trådmatningstryck 13.........................................................
5.4 Byte och införing av tråd 13....................................................
5.5 Byte av matarrullar 13........................................................
6 UNDERHÅLL 14......................................................
6.1 Kontroll och rengöring 14......................................................
7 RESERVDELSBESTÄLLNING 14.......................................
SCHEMA 16.............................................................
BESTÄLLNINGSNUMMER 18............................................
SLITDELAR 20.........................................................
TILLBEHÖR 22.........................................................

© ESAB AB 2006
- 4 -
bm49d1sa
1 SÄKERHET
Användaren av en ESAB utrustning har det yttersta ansvaret för de säkerhetsåtgärder som berör
personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de krav som
ställs på denna typ av utrustning. Innehållet i den här rekommendationen kan ses som ett tillägg till
de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i utrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med utrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning och skärning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom utrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av utrustningen får ej utföras under drift.
SE

© ESAB AB 2006
- 5 -
bm49d1sa
Bågsvets och skärning kan vara skadlig för dig själv och andra var därför försiktig när du svetsar
och skär. Följ din arbetsgivares säkerhetsföreskrifter som skall vara baserade på tillverkarens
varningstext.
ELEKTRISK CHOCK - Kan döda
S Installera och jorda utrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera dig själv från jord och arbetsstycke.
S Ombesörj att din arbetsställning är säker.
RÖK OCH GAS - Kan vara farlig för din hälsa
S Håll ansiktet borta från röken.
S Ventilera och sug ut rök och gas från ditt och andras arbetsområde.
LJUSBÅGEN - Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat
sens närhet.
BULLER - Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL - Kontakta fackman
VARNING
Läs och förstå bruksanvisningen före installation och användning.
SKYDDA DIG SJÄLV OCH ANDRA!
OBSERVERA!
Denna produkt är endast avsedd för bågsvetsning.
OBSERVERA!
Utrustning av “Class A“ är inte avsedd att användas i bostäder med
strömförsörjning från det allmänna lågspänningsnätet. Det kan föreligga
svårigheter att säkerställa elektromagnetisk kompatibilitet för utrustning
av “Class A” i sådana lokaler, till följd av såväl ledningsbundna som
luftburna störningar.
OBSERVERA!
Läs och förstå bruksanvisningen före installation och
användning.
ESAB kan tillhandahålla nödvändiga svetsskydd och övriga tillbehör.
SE

© ESAB AB 2006
- 6 -
bm49d1sa
Lämna in elektroniska utrustningar till återvinningsanläggning!
Enligt direktiv 2002/96/EG, samt nationell lag, om avfallshantering av elektrisk och/eller
elektronisk utrustning ska slutanvänd utrustning lämnas till en återvinningsanläggning.
Som ansvarig för utrustningen är du enligt lag skyldig att inhämta information om
godkända insamlingsstationer.
För ytterligare information kontakta närmaste ESAB representant.
2 INTRODUKTION
Trådmatarenheten består av en drivenhet (FeedMech 4804) med en separat
elektronikenhet (FeedControl).
Trådmatarenheten är tillsammans med en robotutrustning avsedd för
MIG/MAG-svetsning.
OBSERVERA!
Trådmatarenheten utnyttjar robotens säkerhetssystem för att erhålla fullständigt beröringsskydd.
ESABs tillbehör för produkten hittar du på sidan 22.
2.1 Utrustning
Trådmatarenheten levereras med en bruksanvisning och drivenheten med en dekal
med rekommenderade slitdelar.
3 TEKNISKA DATA
FeedMech 4804 FeedControl
Matningsspänning 42 V 50-60 Hz 42 V 50-60 Hz
Effektbehov 378 VA 378 VA
Motorström I
max
9,0 A 9,0 A
Inställningsdata
Trådmatningshastighet 0,8 - 25,0 m/min
Pistolanslutning EURO
Tråddimension
Fe
Ss
Al
Rörtråd
0,6-2,4 mm
0,6-2,4 mm
1,0-1,6 mm
0,8-2,4 mm
Vikt 9,7 kg 4,9 kg
Arbetstemperatur -10 till + 40° C -10 till + 40° C
Dimensioner (l x b x h) 383 x 161 x 287 mm 330 x 118 x 320 mm
Skyddsgas
max tryck
Gaser för MIG/MAG-svetsning
5 Bar
Gaser för MIG/MAG-svetsning
5 Bar
SE

© ESAB AB 2006
- 7 -
bm49d1sa
FeedControlFeedMech 4804
Tillåten belastning vid
60% intermittens
100% intermittens
500 A
280 A
500 A
280 A
Kapslingsklass IP2X IP2X
Intermittensfaktor
Intermittensfaktorn anger den tid i procent av en tiominutersperiod, som man kan svetsa eller skära
med en viss belastning. Intermittensfaktorn gäller vid 40_C omgivningstemperatur.
Intermittensfaktorn gäller vid 40° C.
Kapslingsklass
IP-koden anger kapslingklass, dvs graden av skydd mot inträngning av fasta föremål och vatten.
Apparat märkt IP 2X är avsedd för inomhusbruk.
4 INSTALLATION
Installationen skall utföras av behörig person.
Notera!
Krav på elnätet
Utrustning med hög effekt kan, till följd av den höga ström den drar från nätet, påverka
nätspänningen ogynnsamt. För vissa utrustningstyper kan det därför finnas anslutningsbegräns
ningar eller krav rörande maximalt tillåten nätimpedans eller erforderlig minsta uttagbara effekt vid
anslutningspunkten till det allmänna elnätet (se tekniska data). I sådana fall åligger det
utrustningens användare att kontrollera, om så behövs genom att konsultera elnätsoperatören, att
den aktuella utrustningen får anslutas.
VARNING!
Vid svetsning i miljö med förhöjd elektrisk fara ska endast strömkällor avsedda för
denna miljö användas, dessa strömkällor är märkta med symbolen .
4.1 Avslutningsmotstånd
För att undvika kommunikationsstörningar ska CAN-bussens
ändar vara försedda med avslutningsmotstånd.
Avslutningsmotståndet levereras med strömkällan.
CAN-bussens ena ände finns i inställningspanel (U8
2
), vilken
har ett inbyggt motstånd.
Den andra änden finns i Feed Control och skall vara försedd
med avslutningsmotstånd, placerat enligt figur.
SE

© ESAB AB 2006
- 8 -
bm49d1sa
4.2 Exempel på ett robotsvetssystem
AH 0934
SE

© ESAB AB 2006
- 9 -
bm49d1sa
5 DRIFT
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 4. Läs dessa innan du använder utrustningen.
A
H 0935
VARNING!
Roterande delar utgör klämrisk, iakttag största försiktighet!
VARNING!
Klämrisk vid byte av trådbobin!
Använd inte skyddshandskar vid införande av svetstråden mellan matarrullarna.
SE

© ESAB AB 2006
- 10 -
bm49d1sa
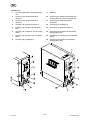
5.1 Anslutningar
FeedMech 4804
1 Omkopplare för gasspolning 9 Anslutning till drivenhet från
elektronikenhet, 4 poler
2 Omkopplare för omvänd trådmatning 10 Anslutning till drivenhet från
elektronikenhet, 8 poler
3 Omkopplare för kalltrådsmatning 11 Anslutning för kylvatten från strömkälla
(kylaggregat), BLÅ
4 Anslutning för kylvatten till svetspistol,
BLÅ
12 Anslutning för kylvatten till strömkälla
(kylaggregat), RÖD
5 Anslutning för kylvatten från svetspistol,
RÖD
13 Anslutning för sprutrensningsluft in
6 Anslutning för sprutrensningsluft ut 14 Anslutning för skyddsgas in
7 Anslutning för signaler till/från robotens
svetspistol
15 Anslutning för svetsström från strömkälla
(OKC)
8 Anslutning av svetspistol 16 Märkskylt
SE

© ESAB AB 2006
- 11 -
bm49d1sa
FeedControl
1 Vit indikeringslampa, matningsspänning
TILL
9 Märkskylt
2 Anslutning från elektronikenhet till
drivenhet
10 Anslutning för avslutningsmotstånd eller
vidarekoppling till nästa trådmatarenhet
3 Anslutning från elektronikenhet till
drivenhet
11 Anslutning för manöverkabel från
strömkälla
4 Anslutning för sprutrensningsluft ut 12 Anslutning för skyddsgas in
5 Anslutning för kylvatten till svetspistol,
BLÅ
13 Anslutning för sprutrensningsluft in
6 Anslutning för svetsström från drivenhet,
(OKC)
14 Anslutning för kylvatten från strömkälla
(kylaggregat), BLÅ
7 Anslutning för kylvatten från svetspistol,
RÖD
15 Anslutning för svetsström från strömkälla,
(OKC)
8 Anslutning för skyddsgas ut 16 Anslutning för kylvatten till strömkälla
(kylaggregat), RÖD
SE

© ESAB AB 2006
- 12 -
bm49d1sa
Symbol och funktionsförklaringar
Gasspolning
Används vid mätning av gasflödet eller för att spola gasslangarna rena från eventuell
luft och fukt innan svetsning påbörjas. Gasspolningen utförs utan att spänning och
trådmatning går igång.
Omvänd trådmatning
Används för att backa tillbaka tråden vid t.ex byte av trådbobbin.
Kalltrådsmatning
Används när man vill mata fram tråd utan att svetsspänningen går till.
Sprutrensningsluft in
Sprutrensningsluft ut
Används för sprutrensning av kontaktmunstycket i svetspistolen.
Skyddsgas in
Skyddsgas ut
5.2 Gasflödesvakt (om monterad)
Gasflödesvakten bryter pågående svetsprocess om gasflödet underskrider 3,5 l/min.
När detta sker visas ett felmeddelande via inställningslådan.
SE

© ESAB AB 2006
- 13 -
bm49d1sa
5.3 Trådmatningstryck
Börja med att kontrollera att tråden ej går trögt i trådledaren. Ställ sedan in trycket
på matarenhetens tryckrullar. Det är viktigt att trycket ej är för hårt.
Fig 1 Fig 2
För att kontrollera att matningstrycket är rätt inställt, kan man mata ut tråd mot ett
isolerat föremål, till exempel en träbit.
När man håller pistolen ca 5 mm från träbiten (fig 1) skall matarrullarna slira. Håller
man pistolen ca 50 mm från träbiten skall tråden matas ut och vecka sig (fig 2).
5.4 Byte och införing av tråd
S Tryck ned och drag tryckanordningen mot dig och uppåt.
S Drag ut boggin.
S Rulla eventuellt tillbaka tråden och tag bort trådbobinen.
S Räta ut den nya tråden 10-20 cm. Fila bort grader och vassa kanter på
trådänden innan den förs in i trådmatarenheten.
S Se till att tråden kommer rätt i matarrullens spår och in i utloppsmunstycket
respektive trådledaren.
S Sätt tillbaka boggin.
5.5 Byte av matarrullar
S Tryck ned och drag tryckanordningen (1) mot dig
och uppåt.
S Drag ut boggin (2).
S Lossa insexskuvarna (3) på hållaren för
mellanmunstycket och tag bort det.
S Lossa på skruven för utloppsmunstycket (4)
och skjut tillbaka munstycket.
S Lossa insexskruven (5) i centrum helt.
S Lossa de två yttre insexskruvarna (6) 1/2 varv.
S Drag ut matarrullarna (7).
Vid montering upprepa ovanstående i omvänd ordning.
SE

© ESAB AB 2006
- 14 -
bm49d1sa
Val av spår i matarrullarna
Placera ingen, en eller två
medbringarbrickor mellan den yttre
brickan och matarrullen. OBS! Vid byte
av tryckrullarna (8) bytes hela boggin.
6 UNDERHÅLL
Regelbundet underhåll är viktigt för tillförlitlig och säker drift.
OBSERVERA!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
6.1 Kontroll och rengöring
Drivenhet
Kontrollera regelbundet att drivenheten ej är nedsmutsad.
S Rengöring och byte av matarmekanismens slitdelar bör ske med jämna
mellanrum för att erhålla en störningsfri trådmatning. Observera att för hårt
inställd förspänning kan medföra onormalt slitage på tryckrulle, matarrulle och
trådledare.
Pistol
S Rengöring och byte av pistolens slitdelar bör ske med jämna mellanrum för att
erhålla en störningsfri trådmatning. Blås ren trådledaren regelbundet och
rengör kontaktmunstycket.
7 RESERVDELSBESTÄLLNING
FeedMech 4804 / FeedControl är konstruerade och provade i enlighet med
internationell och europeisk standard 60974-1, 60974-5 och 60974-10 . Efter utförd
service eller reparation åligger det utförande serviceinstans att förvissa sig om att
produkten inte avviker från den ovan nämnda standarden.
Reservdelar beställs genom närmaste ESAB-representant, se sista sidan i denna
publikation.
SE

- 15 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2006
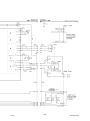
Schema
- 16 -
bm49e
FeedControl & FeedMech 4804

© ESAB AB 2006
- 17 -
bm49e

FeedMech 4804/FeedControl
© ESAB AB 2006
Beställningsnummer
- 18 -
bm40o
Ordering no. Denomination Type Note
0461 070 881
0461 080 880
0459 839 007
Drive unit
Feed box
Spare parts list
Aristo
R
Feed Mech 4804
Aristo
R
Feed Control
12 pole
Technical documentation is available on the Internet at www.esab.com

- 19 -
p

FeedMech 4804/FeedControl
© ESAB AB 2006
Slitdelar
- 20 -
bm49whk1
HD = Heavy Duty
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm
Ø 3.4 mm steel for 2.0-2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6-1.2 0.6-0.8 0.9-1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4-1.6 1.4-1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller Fe, Ss & cored 0.9-1.6 0.9-1.0 1.2 1.4-1.6 V 6
0366 966 882 Feed Roller Cored 1.2-2.0 1.2 1.4-1.6 2.0 V-Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V-Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0-1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø 0.6 - 1.2 mm V 1
0366 902 900 Bogey (HD) Fe, Ss & cored Ø 0.9 - 1.6 mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø 1.4 - 2.4 mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø 1.2 mm V .045 / 7
0366 902 882 Bogey (HD) Cored Ø 1.2 - 2.0 mm V-Knurled 3
0366 902 883 Bogey (HD) Cored Ø 2.4 mm V-Knurled 4
0366 902 899 Bogey (HD) Al Ø 1.0 - 1.6 mm U U4
0366 902 886 Bogey (HD) Al Ø 1.2 mm x 3 U -
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm copper for 1.2-2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm steel for 1.2-2.0 mm
Ø 4 mm steel for 2.4 mm
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB FeedMech 4804 Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB Feed 3004 Användarmanual
-
ESAB Aristo Feed 3004 Användarmanual
-
-
-
ESAB Feed 3004 Användarmanual
-
ESAB AristoFeed 48-4 Användarmanual
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Användarmanual
-
ESAB Feed 304 M12, Feed 484 M12 Användarmanual
-
ESAB ESABFeed 48-4 M14 Användarmanual
-