A32, A33, A34
Edition 08--02--27
Beställningsnummer
-- 1 1 --
bi20o
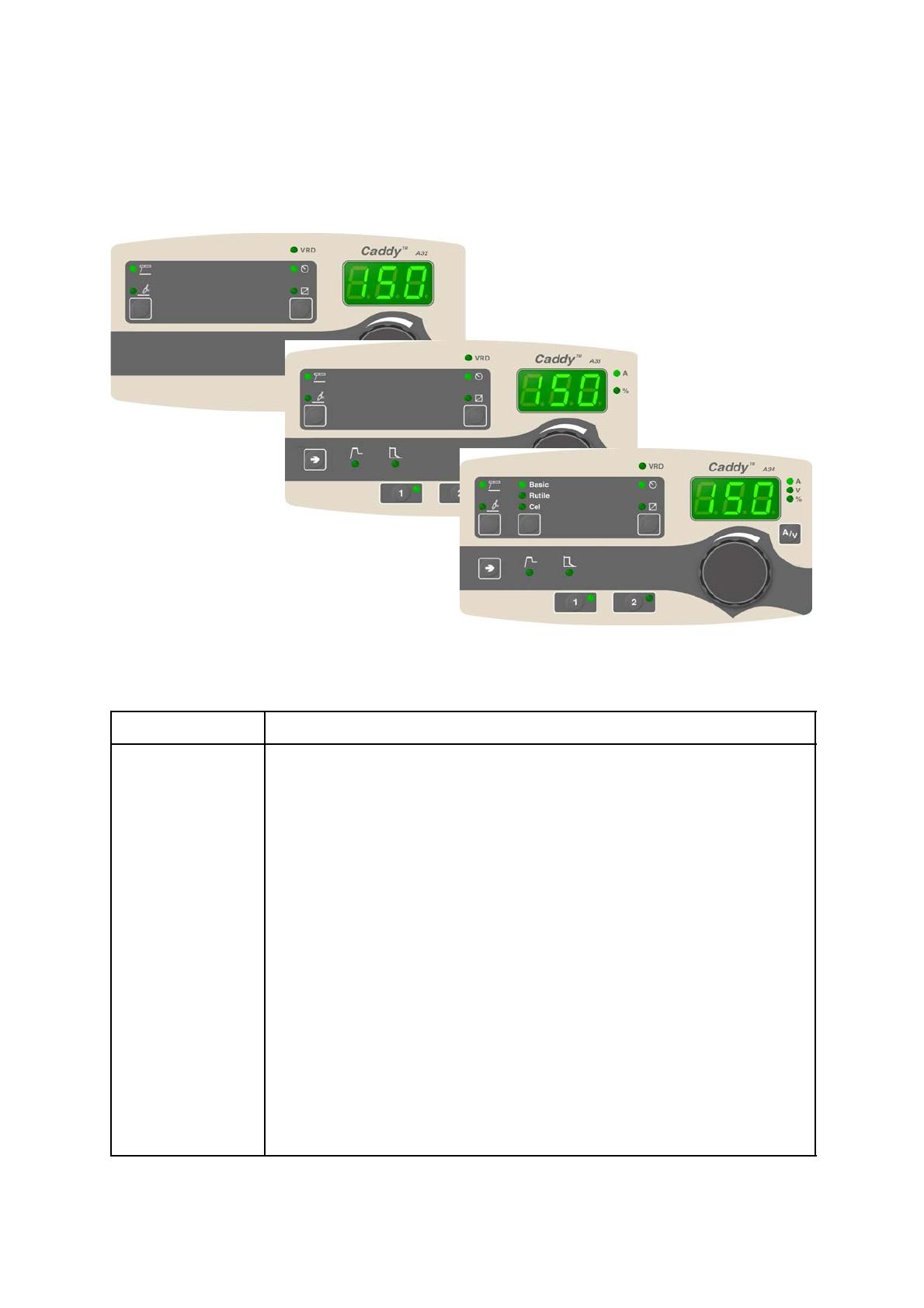
Ordering no. Denomination
0460 250 883 Control panel Caddyt A32
0460 250 888 Control panel Caddyt A33
0460 250 885 Control panel Caddyt A34
0460 449 070 Instruction manual SE
0460 449 071 Instruction manual DK
0460 449 072 Instruction manual NO
0460 449 073 Instruction manual FI
0460 449 074 Instruction manual GB
0460 449 075 Instruction manual DE
0460 449 076 Instruction manual FR
0460 449 077 Instruction manual NL
0460 449 078 Instruction manual ES
0460 449 079 Instruction manual IT
0460 449 080 Instruction manual PT
0460 449 081 Instruction manual GR
0460 449 082 Instruction manual PL
0460 449 083 Instruction manual HU
0460 449 084 Instruction manual CZ
0460 449 027 Instruction manual RU, GB
Instruction manuals and the spare parts list are available on the Internet at www.esab.com











