ESAB Tig 2200i Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
Denna manual är också lämplig för

Caddy®
Bruksanvisning
0460 443 201 SE 20131001 Valid for: serial no. 803-xxx-xxxx to 927-xxx-xxxx
Tig 1500i, Tig 2200i


INNEHÅLLSFÖRTECKNING
0460 443 201 © ESAB AB 2013
1 SÄKERHET........................................................................................................... 4
2 INLEDNING........................................................................................................... 7
2.1 Utrustning .............................................................................................................7
2.2 Inställningspaneler ..............................................................................................7
3 TEKNISKA DATA..................................................................................................8
4 INSTALLATION...................................................................................................10
4.1 Placering .............................................................................................................10
4.2 Nätanslutning .....................................................................................................10
5 DRIFT OCH HANDHAVANDE ............................................................................12
5.1 Anslutningar och manöverorgan......................................................................12
5.2 Symbolförklaring................................................................................................13
5.3 Vattenanslutning ................................................................................................13
5.4 TIG-svetsning .....................................................................................................13
5.5 MMA-svetsning...................................................................................................13
5.6 Överhettningsskydd ..........................................................................................13
5.7 Anslutning till kylenheten .................................................................................13
5.8 Nätspänningsinkoppling ...................................................................................13
6 UNDERHÅLL ...................................................................................................... 15
6.1 Inspektion och rengöring ..................................................................................15
7 FELSÖKNING..................................................................................................... 16
8 RESERVDELSBESTÄLLNING........................................................................... 17
9 SKROTNING OCH AVFALLSHANTERING .......................................................18
SCHEMA....................................................................................................................19
BESTÄLLNINGSNUMMER .......................................................................................25
TILLBEHÖR...............................................................................................................26
Vi förbehåller oss rätten till ändringar utan föregående meddelande.

1 SÄKERHET
0460 443 201
- 4 -
© ESAB AB 2013
1 SÄKERHET
Det är användaren av ESAB-utrustning som bär yttersta ansvaret för att alla som arbetar
med eller intill utrustningen vidtar alla tillämpliga säkerhetsåtgärder. Säkerhetsåtgärderna
måste uppfylla de krav som gäller för denna typ av utrustning. Utöver
standardbestämmelserna för en svetsplats ska rekommendationerna nedan följas.
Allt arbete ska utföras av utbildad personal som är väl insatt i utrustningens handhavande.
Felaktig användning av utrustningen kan leda till risksituationer som kan resultera i
personskada eller skador på utrustningen.
1. Var och en som använder utrustningen måste känna till:
○ dess handhavande
○ nödstoppens placering
○ dess funktion
○ tillämpliga säkerhetsåtgärder
○ korrekt förfarande vid svetsning och skärning samt vid användning av eventuella
andra funktioner hos utrustningen.
2. Operatören ska se till att:
○ inga obehöriga personer befinner sig inom utrustningens arbetsområde då den startas
○ ingen är oskyddad när bågen tänds.
3. Arbetsplatsen ska:
○ vara lämplig för ändamålet
○ vara fri från drag.
4. Personlig skyddsutrustning
○ Använd alltid rekommenderad personlig skyddsutrustning, så som skyddsglasögon,
flamsäkra kläder och skyddshandskar.
○ Bär inte löst sittande persedlar, så som halsdukar, skärp och ringar, eftersom sådana
kan fastna och orsaka brännskador.
5. Allmänna försiktighetsåtgärder
○ Se till att återledarkabeln är ordentligt ansluten.
○ Arbete på högspänningsutrustning får endast utföras av behörig elektriker.
○ Lämplig brandsläckningsutrustning ska vara tydligt markerad och lätt tillgänglig nära
arbetsplatsen.
○ Smörjning och underhåll av svetsutrustningen får inte utföras under drift.

1 SÄKERHET
0460 443 201
- 5 -
© ESAB AB 2013
VARNING!
Bågsvetsning och bågskärning kan orsaka personskada. Vidta alltid
säkerhetsåtgärder vid svetsning och skärning. Ta reda på vilka säkerhetsrutiner
din arbetsgivare tillämpar. Dessa säkerhetsrutiner ska vara baserade på
tillverkarens riskinformation.
ELEKTRISK STÖT – Kan döda
• Installera och jorda utrustningen enligt tillämpliga standarder.
• Vidrör inte spänningsförande delar eller spänningsförande elektroder med bar
hud eller med våta handskar eller våta kläder.
• Isolera dig själv från jord och arbetsstycke.
• Se till att din arbetsställning är säker.
RÖK OCH GASER – Kan vara hälsoskadliga
• Undvik att ha huvudet i svetsröken.
• Sörj för god ventilation, använd punktutsug vid bågen, eller vidta båda
åtgärderna samtidigt för att föra bort gaserna från din andningszon och från
arbetsplatsen.
LJUSBÅGAR – Kan skada ögonen och ge brännskador på huden
• Skydda ögonen och kroppen. Använd alltid korrekt svetsskärm med
skyddsglas av rätt filtreringsgrad och bär alltid skyddskläder.
• Skydda omkringstående personer med lämpliga skärmar eller draperier.
BRANDFARA
• Gnistor (”svetsloppor”) kan orsaka brand. Se till att inget brännbart material
finns i närheten av svetsstället.
BULLER – Kan ge hörselskador
• Skydda öronen. Använd hörselkåpor eller annat lämpligt hörselskydd. Skydda
öronen. Använd hörselkåpor eller annat lämpligt hörselskydd.
• Varna omkringstående för riskerna.
DRIFTSTÖRNING – Tillkalla experthjälp i händelse av driftstörning.
Den som ska installera och använda utrustningen måste ha läst och till
fullo förstått handboken.
SKYDDA DIG SJÄLV OCH ANDRA!
ESAB kan leverera alla nödvändiga skydd och tillbehör för svetsning.
VARNING!
Använd inte strömkällan för att tina frusna rör.
OBSERVERA!
Den som ska installera och använda utrustningen måste
ha läst och till fullo förstått handboken.
OBSERVERA!
Denna produkt är avsedd endast för bågsvetsning.

1 SÄKERHET
0460 443 201
- 6 -
© ESAB AB 2013
OBSERVERA!
Utrustning klass A är inte avsedd för användning i
bostadsområden där elförsörjningen sker via det publika
lågspänningsdistributionsnätet. På grund av såväl
ledningsburna som utstrålade störningar kan det i
sådana områden vara problematiskt att uppnå
elektromagnetisk kompatibilitet för utrustning klass A.

2 INLEDNING
0460 443 201
- 7 -
© ESAB AB 2013
2 INLEDNING
Tig 1500i/2200i är en svetsströmkälla avsedd för TIG-svetsning och för svetsning med
belagda elektroder, (MMA-svetsning). Den levererar likström (DC).
ESAB:s tillbehör till produkten återfinns i kapitlet TILLBEHÖR i denna handbok.
2.1 Utrustning
Strömkällan är försedd med en 3m lång svetskabel, TIG-svetsbrännare 3m återledare, 3m
nätkabel, bruksanvisning för strömkällan och kontrollpanelen. se kapitlet
”BESTÄLLNINGSINFORMATION”.
Bruksanvisningar på andra språk kan laddas ned från vår webbplats: www.esab.com.
2.2 Inställningspaneler
TA33 TA34
Utförlig beskrivning av inställningspanelerna finns i den separata bruksanvisningen.

3 TEKNISKA DATA
0460 443 201
- 8 -
© ESAB AB 2013
3 TEKNISKA DATA
Tig 1500i Tig 2200i/2200iw
Nätspänning 230V, 10%, 1~ 50/60Hz 230V, 10%, 1~ 50/60Hz
Nätmatning Z
max
0,35Ohm Z
max
0,31Ohm
Primärström
I
max
TIG 14 A 24 A
I
max
MMA 22 A 25 A
Tomgångseffekt i
energisparläget 6,5 min efter
svetsning
30 W 30 W
Inställningsområde
TIG 3 A - 150 A 3 A - 220 A
MMA 4 A - 150 A 4 A - 170 A
Startspänning (Upk) 11,5 kV 11,5 kV
Tillåten belastning vid TIG
intermittensfaktor 20% - 220 A / 18,8 V
intermittensfaktor 25% 150 A / 16,0 V -
intermittensfaktor 60% 120 A / 14,8 V 150 A / 16,0 V
intermittensfaktor 100 % 110 A / 14,4 V 110 A / 14,4 V
Tillåten belastning vid MMA
intermittensfaktor 25% 150 A / 26,0 V 170 A / 26,8 V
intermittensfaktor 60% 100 A / 24,0 V 130 A / 25,2 V
intermittensfaktor 100 % 90 A / 23,6 V 110 A / 24,4 V
Effektfaktor vid max ström
TIG 0,98 0,99
MMA 0,99 0,99
Verkningsgrad vid max ström
TIG 77 % 75 %
MMA 80 % 81 %
Tomgångsspänning
utan VRD 55-60 V 55-60 V
med VRD
från serienummer 843 och
927
< 35V < 35V
Tomgångsspänning
från serienummer 803
72 V 72 V
Arbetstemperatur -10 till + 40°C -10 till + 40°C
Transporttemperatur -20 till + 55 °C -20 till + 55 °C
Konstant ljudtryck vid
tomgång
< 70dB (A) < 70dB (A)
Mått, d x b x h
utan kylaren - 418 × 188 × 208 mm

3 TEKNISKA DATA
0460 443 201
- 9 -
© ESAB AB 2013
Tig 1500i Tig 2200i/2200iw
Inklusive kylenheten 418 × 188 × 208 mm 418 × 188 × 345 mm
Vikt 9,2 kg 9,4 kg
Skyddsgas
max. tryck Alla typer avsedda för
TIG-svetsning
5 bar
Alla typer avsedda för
TIG-svetsning
5 bar
Isolationsklass
transformator
H H
Kapslingsklass IP 23 IP 23
Användningsklass
Intermittensfaktor
Intermittensfaktorn anger den andel, vanligen i procent, av en tiominutersperiod, under vilken
man kan svetsa med en viss belastning. Angiven intermittensfaktor gäller vid 40 °C.
Kapslingsklass
IP-koden anger kapslingsklass, d.v.s. graden av skydd mot inträngning av fasta föremål eller
vatten.
Utrustning märkt IP 23 är avsedd för inom- och utomhusbruk.
Användningsklass
Symbolen innebär att strömkällan är avsedd för användning i utrymmen med förhöjd
elfara.
Nätmatning Z
max
.
Elnätets största tillåtna linjeimpedans enligt IEC 61000-3-11.

4 INSTALLATION
0460 443 201
- 10 -
© ESAB AB 2013
4 INSTALLATION
Installationen ska utföras av professionell installatör.
OBS!
Nätmatning
Utrustning med hög effekt kan, till följd av sin höga strömförbrukning, påverka
elkvaliteten i matande elnät. För vissa utrustningstyper kan det därför finnas
restriktioner rörande högsta tillåtna nätimpedans eller minimikrav rörande
uttagbar effekt i anslutningspunkten till det publika eldistributionsnätet (se
tekniska data). Den som installerar och/eller använder utrustningen måste, om så
behövs genom konsultation av elnätsoperatören, kontrollera att utrustningen får
anslutas.
4.1 Placering
Placera svetsströmkällan så att kylluftens in-och utlopp förblir fria.
4.2 Nätanslutning
Kontrollera att strömkällan ansluts till rätt nätspänning och att rätt säkringsstorlek används.
Skyddsjorda enligt gällande föreskrifter.
Märkskylt med anslutningsdata
Tig 1500i Tig 2200i/2200iw
TIG MMA TIG MMA
Nätspänning 230V ± 10%,
1~
230V ± 10%,
1~
230V ± 10%,
1~
230V ± 10%,
1~
Nätfrekvens 50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Nätkabelarea
3G2,5mm
2
3G2,5mm
2
3G2,5mm
2
3G2,5mm
2
Fasström I
1eff
9 A 11 A 11 A 14 A
Säkring
trög smältsäkring 16 A 16 A 16 A 16 A
automatsäkring typ
C
13 A 13 A 16 A 16 A

4 INSTALLATION
0460 443 201
- 11 -
© ESAB AB 2013
OBS!
Kabelareor och säkringsstorlekar ovan överensstämmer med svenska
föreskrifter. Anslut strömkällan enligt gällande lokala föreskrifter.

5 DRIFT OCH HANDHAVANDE
0460 443 201
- 12 -
© ESAB AB 2013
5 DRIFT OCH HANDHAVANDE
Allmänna säkerhetsregler för handhavandet av utrustningen återfinns i kapitlet
SÄKERHET i denna handbok. Den som ska använda utrustningen ska ha läst och till
fullo förstått hela detta kapitel.
5.1 Anslutningar och manöverorgan
1. Återledarens anslutning (+) för TIG. MMA:
för återledaren eller svetskabeln.
7. Nätströmställare
2. Anslutning för fjärreglaget; endast för TA348. Nätkabel
3. Inställningspanel (se separat
bruksanvisning)
9. Anslutning för skyddsgas
4. Anslutning för TIG-brännaren 10. Anslutning BLÅ, med ELP* för kylvatten
från kylenheten
5. Gasanslutning till TIG-brännaren 11. Anslutning RÖD för kylvatten till
kylenheten
6. MMA TIG-brännarens anslutning (-):
återledaren eller svetskabeln
12. Återfyllning av kylvatten
*ESAB Logic Pump, se avsnittet ”Vattenanslutning”.

5 DRIFT OCH HANDHAVANDE
0460 443 201
- 13 -
© ESAB AB 2013
5.2 Symbolförklaring
MMA TIG
5.3 Vattenanslutning
Kylenheten är utrustad med ett detektionssystem, ELP (ESAB Logic Pump) som kontrollerar
att vattenslangarna är anslutna. Kylningen startar när en vattenkyld TIG-brännare ansluts.
5.4 TIG-svetsning
Innan Tig 1500i/2200i används för TIG-svetsning måste den utrustas med:
• en TIG-brännare
• en gasbehållare med lämplig svetsgas
• lämplig svetsgasregulator
• volframelektroder
• lämpligt tillsatsmaterial vid behov
5.5 MMA-svetsning
Anslutning av svets- och återledarkabel
Svetsströmkällan har två terminaler, en plus- och en minuspol, för att ansluta svetskabeln
och återledaren. Anslut svetskabeln till den pol som ska användas enligt
elektrodförpackningen.
Anslut återledaren till den andra terminalen. Sätt dit återledarens jordklämma på
arbetsstycket och se till att det finns en god kontakt mellan arbetsstycket och
svetsströmkällans återledarterminal.
5.6 Överhettningsskydd
Strömkällan har två termovakter som löses ut om den invändiga temperaturen blir för hög.
En felkod visas på panelen. De återställs automatiskt när temperaturen sjunker tillräckligt.
5.7 Anslutning till kylenheten
(endast giltig för Caddy Tig 2200i)
Endast auktoriserad personal med erforderlig
elteknisk kompetens får avlägsna
skyddsplåtarna och utföra anslutnings-,
underhålls- och reparationsarbete på
svetsutrustning.
Se installationsinstruktionerna i kylenhetens
bruksanvisning.
5.8 Nätspänningsinkoppling
Starta nätströmmen genom att trycka på nätströmställaren till läge ”1”.
Stäng av enheten genom att trycka på nätströmställaren till läge ”0”.

5 DRIFT OCH HANDHAVANDE
0460 443 201
- 14 -
© ESAB AB 2013
Både vid ett nätspänningsbortfall och vid normalt spänningsfrånslag kommer svetsdata att
lagras och kan användas igen nästa gång strömkällan startas.

6 UNDERHÅLL
0460 443 201
- 15 -
© ESAB AB 2013
6 UNDERHÅLL
OBS!
Regelbundet underhåll är viktigt för tillförlitlig och säker drift.
Endast auktoriserad personal med erforderlig elteknisk kompetens får avlägsna
skyddsplåtarna och utföra anslutnings-, underhålls- och reparationsarbete på
svetsutrustning.
OBSERVERA!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv
under garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
6.1 Inspektion och rengöring
Strömkälla
Kontrollera regelbundet att strömkällan inte är nedsmutsad.
Hur ofta enheten ska rengöras och vilka metoder som då används beror på: svetsprocessen,
svetsbågtider, placering och den omgivande miljön. Vanligtvis räcker det att blåsa ren
strömkällan med tryckluft (reducerat tryck) en gång om året.
Igensatta ventilationsöppningar kan orsaka överhettning.
Svetspistol
Rengöring och byte av brännarens slitdelar bör ske med jämna mellanrum för att erhålla en
störningsfri svets.

7 FELSÖKNING
0460 443 201
- 16 -
© ESAB AB 2013
7 FELSÖKNING
Detta är rekommenderade kontrollåtgärder innan auktoriserad servicepersonal tillkallas.
Problem Åtgärd
Svetsströmkällan ger ingen ljusbåge. • Kontrollera att elkopplaren för
nätspänning är tillslagen.
• Kontrollera om svets- och
återledarkablarna är korrekt anslutna.
• Kontrollera att rätt strömstyrka är inställd.
• Kontrollera nätströmförsörjningen.
Svetsströmmen bryts under pågående
svetsning.
• Kontrollera om termovakterna har löst ut.
• Kontrollera nätsäkringarna.
Termovakten löser ut ofta. • Kontrollera om svetsströmkällans
märkdata överskrids (överbelastning av
svetsströmkällan).
• Se till att strömkällan är ren.
Dåligt svetsresultat. • Kontrollera om svets- och
återledarkablarna är korrekt anslutna.
• Kontrollera att rätt strömstyrka är inställd.
• Kontrollera att det inte är felaktiga
elektroder som används.
• Kontrollera gasflödet.

8 RESERVDELSBESTÄLLNING
0460 443 201
- 17 -
© ESAB AB 2013
8 RESERVDELSBESTÄLLNING
OBSERVERA!
Allt reparationsarbete, såväl mekaniskt som elektriskt, ska utföras av
auktoriserad ESAB-servicetekniker. Använd endast ESAB originalreservdelar och
-slitdelar.
Tig 1500i och Tig 2200i är konstruerade och testade i enlighet med de internationella och
europeiska standarderna IEC/EN 60974-1, IEC/EN 60974-3 och IEC/EN 60974-10. Det
åvilar den eller de som utfört service på eller reparation av apparaten att se till att apparaten
fortfarande uppfyller kraven i ovan nämnda standard.
Reservdelar kan beställas från närmaste ESAB-återförsäljare, se baksidan av detta
dokument. Vid beställning, uppge produkttyp, serienummer, beteckning och reservdelens
artikelnummer enligt reservdelslistan. Detta underlättar hanteringen av din beställning och
minskar risken för felleverans.

9 SKROTNING OCH AVFALLSHANTERING
0460 443 201
- 18 -
© ESAB AB 2013
9 SKROTNING OCH AVFALLSHANTERING
Svetsutrustningen är huvudsakligen tillverkad av stål, plast och ickejärnmetaller, och ska
avfallshanteras enligt lokala miljöbestämmelser. Kylmedel ska avfallshanteras i enlighet med
gällande regler.
OBS!
Kasserad elektronisk utrustning ska lämnas till
återvinning.
Enligt direktiv 2002/96/EG om avfallshantering av
elektrisk och elektronisk utrustning och dess
genomförande i enlighet med nationell lag, ska elektrisk
och elektronisk utrustning som nått slutet av sin livslängd
samlas in separat och lämnas till återvinningsanläggning.
Det åvilar den som äger och/eller ansvarar för
utrustningen att hålla sig informerad om vilka
återvinningsanläggningar som är godkända.
För mer information, kontakta närmaste
ESAB-återförsäljare.

SCHEMA
0460 443 201
- 19 -
© ESAB AB 2013
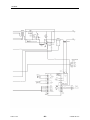
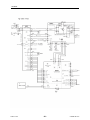
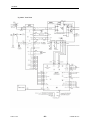
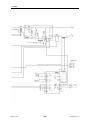
SCHEMA

SCHEMA
0460 443 201
- 20 -
© ESAB AB 2013
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























ESAB Tig 2200i Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB Tig 2200i Användarmanual
-
ESAB Caddy Tig 2200i AC/DC Användarmanual
-
ESAB Caddy Tig 2200i Användarmanual
-
-
ESAB Tig 2200i AC/DC - Caddy Tig 2200i AC/DC Användarmanual
-
ESAB CoolMini Användarmanual
-
-
ESAB Mig 4001i Användarmanual
-
ESAB Tig 4300iw AC/DC Användarmanual
-