Cebora POWER TIG 1640 DC HF Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
Denna manual är också lämplig för

I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 6
D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 10
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 15
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 19
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 24
SF -KÄYTTÖOPAS KAARIHITSAUSLAITTEELLE sivu.29
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.33
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.37
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.42
GR -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH" sel.46
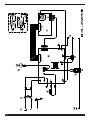
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediav-
gramma
Pagg. Seiten
sel.: 52÷54
19/03/13
3.300.262/C
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...

42
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN
KAN UTGÖRA EN FARA FÖR DIG OCH
ANDRA PERSONER. Användaren måste
därför informeras om de risker som uppstår på grund av
svetsarbetena. Se sammanfattningen nedan. För mer
detaljerad information, beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en
ledare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagnetis-
ka fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektive slangpaketets kabel. Om jordkabeln finns
på operatörens högra sida ska även elektrodkläm-
mans respektive slangpaketets kabel befinna sig på
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svets-
eller skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-10
(Cl. A) och får endast användas för professionellt bruk
i en industrimiljö. Det kan i själva verket vara svårt att
garantera den elektromagnetiska kompatibiliteten i
en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta
under svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden
med bara händer. Använd inte fuktiga eller skadade
handskar.
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
INSTRUKTIONSMANUAL FÖR BÅGSVETS

43
1.3 Dra ut nätkabelns stickkontakt före arbeten på appa-
raten.
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
2.3 Använd en sugfläkt för att avlägsna utsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd
från svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
till att det finns en brandsläckare i närheten och en
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna
huden.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäppta
knappar ända upp i halsen. Använd hjälmvisir som
har filter med korrekt skyddsklass. Använd komplett
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets är en generator för konstant likström som
har tillverkats med INVERTER-teknik. Den är avsedd för
svetsning med belagda elektroder (med undantag av
typen för cellulosaplast) och TIG-svetsning med kontak-
ttändning och hög frekvens.
APPARATEN FÅR INTE ANVÄNDAS FÖR ATT TINA RÖR.
2.2 FÖRKLARING AV DE TEKNISKA DATA SOM
ANGES PÅ MASKINENS MÄRKPLÅT.
Apparaten är konstruerad i överensstämmelse med
dessa internationella standarder: IEC 60974.1 - IEC
60974.3 - IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC
61000-3-11 (anm. 2).
Nr. Serienummer som alltid ska anges vid förfrågnin-
gar angående svetsen.
Statisk enfas frekvensomvandlare - transformator
- likriktare
Fallande kurva.
SMAW. Lämpad för svetsning med belagda elektroder.
TIG Lämplig för svetsning.
U0. Sekundär tomgångsspänning.
X. Intermittensfaktor. % per 10 minuter som svetsen
kan arbeta med en bestämd ström utan att orsa-
ka överhettningar.
I2. Svetsström.
U2. Sekundärspänning med ström I2.
U1. Nominell spänningstillförsel.
Maskinen är utrustad med automatiskt val av
spänningstillförsel.
1~ 50/60Hz Enfasig eltillförsel 50 eller 60 Hz
I1 max. Max. strömförbrukning.
I1 eff. Max. effektiv strömförbrukning med hänsyn till
intermittensfaktor.
IP23 Höljets kapslingsklass.
Klass 3 som andra siffra innebär att denna appa-
rat kan förvaras utomhus, men att den inte är
avsedd att användas utomhus vid nederbörd
såvida den inte står under tak.
Lämplighet för miljöer med ökad risk.
OBS!
1-Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3 (se IEC 60664).
2-Apparaten är i överensstämmelse med standard SS-EN
61000-3-11 under förutsättning att max. systemimpe-
dans Zmax är lägre än eller lika med 0,388 i anslutnings-
punkten mellan användarens och elbolagets elnät. Det
åligger installatören/användaren att vid behov rådfråga
elbolaget och säkerställa att apparaten är ansluten till ett
elnät med max. systemimpedans Zmax som är lägre än
eller lika med 0,388.
2.3 BESKRIVNING AV SKYDD
2.3.1 Överhettningsskydd
Denna utrustning är utrustad med en termostat. När ter-
mostaten ingriper slutar utrustningen att tillföra ström
men fläkten fortsätter att gå. Ingreppet signaleras av att
den gula lysdioden (B) tänds.
Stäng inte av svetsen förrän lysdioden har slocknat.
2.3.2 Strömkällor
De ska ha en effekt som motsvarar eller överskrider 6 KVA
och får inte tillföra en spänning på över 270 V.
3 INSTALLATION
Kontrollera att nätspänningen motsvarar värdet på svet-
sens märkplåt. Anslut en stickkontakt av lämplig typ till
nätkabeln och kontrollera att den gul/gröna ledaren är
ansluten till jordstiftet. Effekten på den termomagnetiska
brytaren eller de seriekopplade säkringarna måste vara
lika med strömmen I1 som förbrukas av svetsen.
VARNING: Förlängningskablarna (max. 30 m) ska ha ett
tvärsnitt på min. 2,5 mm2.
3.1. UPPSTÄLLNING
Installationen av svetsen ska göras av kvalificerad perso-
nal. Alla anslutningar måste utföras i enlighet med gällan-
de normer och med full respekt för olycksförebyggande
lagar (norm CEI 26-23- IEC/TS 62081).
3.2. BESKRIVNING AV SVETSEN
A - Väljare för svets- och arbetssätt
Med denna knapp väljs svetssätt (Elektrod eller
TIG) och arbetssätt.
Det sker ett nytt val vid varje nedtryckning av denna
knapp.
Lysdioderna tänds vid symbolerna för att visa Ditt val.
F - Lysdiod. MMA - elektrodsvetsning.
Denna svets kan smälta samtliga typer av belagda elek-
troder, med undantag av elektroder av cellulosatyp.
Svetsströmmen regleras med vredet H.
S
MMA

44
E - Lysdiod. TIG-svetsning, 2-takt (manuell).
Tändning utan hög frekvens.
Tänd bågen genom att trycka på brännarknappen, rör vid
arbetsstycket med volframelektroden och ta sedan bort
volframelektroden från arbetsstycket. Rörelsen ska vara
bestämd och snabb.
Efter tändningen når svetsströmmen det värde som har
reglerats med vredet H. När knappen släpps upp sjunker
svetsströmmen i en tid som motsvarar "slope down" som
har reglerats med vredet M, för att sedan sjunka till noll.
I detta läge går det att koppla det pedalstyrda tillbehöret
art. 193.
D - Lysdiod. TIG-svetsning, 4-takt (automati-
sk). Tändning utan hög frekvens.
Detta program skiljer sig från det föregående eftersom
tändningen och avstängningen styrs genom att brännark-
nappen trycks ned och släpps upp.
C - Lysdiod. TIG-svetsning, 2-takt (manuell).
Tändning med hög frekvens.
Tänd bågen genom att trycka på brännarknappen. En
pilotlåga med hög spänning/frekvens tänder bågen.
TIG
TIG
TIG
Funktionslogiken är densamma som har beskrivits tidiga-
re för lysdioden E.
I detta läge går det att koppla det pedalstyrda tillbehöret
art. 193.
B - Lysdiod. TIG-svetsning, 4-takt (automati-
sk). Tändning med hög frekvens.
Detta program skiljer sig från det föregående eftersom
tändningen och avstängningen styrs genom att brännark-
nappen trycks ned och släpps upp.
G - Lysdiod - TERMISKT SKYDD
Den tänds när operatören överskrider svetsens tillåtna
procentuella drift- eller intermittensfaktor och blockerar
samtidigt strömtillförseln.
OBS. Fläkten fortsätter att kyla generatorn under
detta förhållande.
H - RATT
Den reglerar svetsströmmen.
TIG
10
MMA
TIG
115
130
70
25
50
90
A
140
5
115
135
150
75
25
50
95
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R

45
M - RATT
Strömsänkning "slope down". Det är den tid
som behövs för att strömmen ska nå min. och
bågen stängas av (0-10 sek).
L - RATT
Gasutlopp efter svetsning. Reglerar tiden med
gasutlopp efter svetsning (0-30 sek).
I - 10-POLIGT KONTAKTDON
Till detta kontaktdon ansluts följande
fjärrkommandon:
a) pedal
b) svetspistol med startknapp
c) svetspistol med up/down osv…
O - KOPPLING (1/4 GAS)
Ansluter gasslangen för svetspistolen för TIG-
svetsning.
P - negativ utgångsklämma (-)
Q - positiv utgångsklämma (+)
S - strömbrytare
Sätter på och stänger av svetsen.
R - koppling för gasinlopp
3.3 SVETSNING MED BELAGDA ELEKTRODER (MMA)
- Denna svets lämpar sig för svetsning av alla typer av
elektroder med undantag av typen för cellulosaplast
(AWS 6010)*.
- Försäkra Dig om att huvudströmbrytaren S är i läge 0.
Anslut därefter svetskablarna utifrån den begärda polari-
teten från tillverkaren av de elektroder som ska användas.
Anslut arbetsstycket till jord med skyddsledaren så nära
svetsningsstället som möjligt och försäkra Dig om att där
är god elektrisk kontakt.
- Ta inte samtidigt i svetspistolen eller elektrodhållaren
och jordklämman.
- Sätt på svetsen med huvudströmbrytaren S.
Välj svetssätt MMA genom att trycka på knapp A. Tänd
lysdiod F.
- Reglera strömmen utifrån elektrodens diameter, svetslä-
get och den typ av svetsfog som ska utföras.
- Vid avslutad svetsning, kom alltid ihåg att stänga av
svetsen och ta ut elektroden ur dess hållare.
3.4 TIG-SVETSNING
Denna svets lämpar sig för TIG-svetsning av rostfritt stål,
järn och koppar.
0
I
1
5
10
15
20
25
30
0
2
3
4
5
6
7
8
9
10
Anslut jordkabelns kontaktdon till svetsens positiva (+)
pol och klämman till arbetsstycket så nära svetsnings-
stället som möjligt och försäkra Dig om att där är god
elektrisk kontakt.
Anslut effektkontaktdonet på svetspistolen för TIG-svet-
sning till svetsens negativa (-) pol.
Anslut kontaktdonet för styrning av svetspistolen till svet-
sens kontaktdon I.
Anslut svetspistolens gaskoppling till svetsens koppling
O och gasslangen från gasflaskans tryckreduceringsven-
til till gaskopplingen R.
Start av svetsen.
Rör inte vid spänningsförande delar och svetsens
utgångsklämmor när svetsen är under spänning.
Välj funktion med knappen A och svetsström med vredet
H när maskinen startas för första gången.
Skyddsgasflödet ska regleras till ett värde (l/min) som är
ca. 6 ggr elektrodens diameter.
4 FJÄRRKOMMANDON
Det går att ansluta följande fjärrkommandon till denna
svets för reglering av svetsströmmen:
Art. 193 Kommando med pedal (används vid TIG-svet-
sning) PIN
Art (1266) Svetspistol för TIG-svetsning UP/DOWN.
Art 1192+Art 187 (används vid svetsning MMA)
Art.nr. 1180 Koppling för samtidig anslutning av bränna-
ren och styrpedalen.
Med detta tillbehör kan art.nr. 193 användas vid samtliga
TIG-svetsningar.
De kommandon som omfattar en potentiometer
reglerar svetsströmmen mellan min. och max. ström
som har ställts in med ratt H.
Kommandona med logik UP/DOWN reglerar svets-
strömmen mellan min. och max.
5 UNDERHÅLL
Samtliga underhållsmoment ska utföras av kvalifice-
rad personal i enlighet med standard CEI 26-29 (IEC
60974-4).
5.1 UNDERHÅLL AV GENERATOR
Säkerställ att strömbrytaren S är i läge "O" och dra ut
nätkabeln före underhållsarbeten inuti apparaten.
Använd tryckluft för att regelbundet avlägsna metall-
damm som kan ha samlats inuti apparaten.
5.2 ANVISNINGAR EFTER UTFÖRD REPARATION
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan appa-
ratens primära och sekundära sida. Undvik att trådarna
kommer i kontakt med delar i rörelse eller med delar som
blir varma under driften. Återmontera samtliga kabelkläm-
mor som på originalapparaten för att undvika att appara-
tens primära och sekundära sida kan sammankopplas
om en ledare går av eller lossnar.
Återmontera skruvarna med de tandade brickorna som
på originalapparaten.
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
























































Cebora POWER TIG 1640 DC HF Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
- Denna manual är också lämplig för
på andra språk
- italiano: Cebora POWER TIG 1640 DC HF Manuale utente
- español: Cebora POWER TIG 1640 DC HF Manual de usuario
- Deutsch: Cebora POWER TIG 1640 DC HF Benutzerhandbuch
- português: Cebora POWER TIG 1640 DC HF Manual do usuário
- français: Cebora POWER TIG 1640 DC HF Manuel utilisateur
- English: Cebora POWER TIG 1640 DC HF User manual
- dansk: Cebora POWER TIG 1640 DC HF Brugermanual
- suomi: Cebora POWER TIG 1640 DC HF Ohjekirja
- Nederlands: Cebora POWER TIG 1640 DC HF Handleiding
Relaterade papper
-
Cebora 504 Användarmanual
-
Cebora 364 TIG Sound AC-DC 1531/M Användarmanual
-
-
-
-
Cebora 252 Power Rod 1365 Användarmanual
-
-
-
-

