
Processer
Beskrivning
TIG-svetsning
Manuell bågsvetsning (MMA)
Bågsvetsningsströmkälla
OM-358 188 291L
November 2000
Dynastyt 300 SD,
DX och LX
230/460 V-modeller med Autolink
400 V-modeller
och icke-CE-modeller
Besök vår webbplats på
www.MillerWelds.com
BRUKSANVISNING

Miller Electric tillverkar ett brett urval av svetsar och svetsrelaterade
produkter.
För information om andra av Millers kvalitetsprodukter, v.g. kontakta den
lokale Miller-distributören för senaste katalog eller individuella
katalogblad.
För uppgifter om närmaste distributör eller serviceverkstad, v. g. ring
1-800-4-A-Miller (USA) eller besök os på www.MillerWelds.com på
webben.
Vi tackar för och gratulerar till ditt val av Miller. Nu kan
du få jobbet gjort och få det rätt gjort. Vi vet att du inte
har tid att göra det på annat sätt.
Det är därför som Niels Miller, när han först började
bygga bågsvetsar 1929, såg till att hans produkter var
ytterst hållbara och av allra högsta kvalitet. Precis som
du, hade hans kunder inte råd med mindre. Miller-
produkterna måste vara mer än det bästa de kunde vara.
De måste vara det bästa som stod att köpa.
De som idag bygger och säljer Miller-produkter fortsätter denna tradition.
De är lika engagerade i att tillhandahålla utrustning och service som
uppfyller de höga normer för kvalitet och värde som sattes 1929.
Denna bruksanvisning är upplagd att hjälpa dig få ut det mesta ur dina
Miller-produkter. Läs noga igenom alla säkerhetsåtgärder. De hjälper dig
att skydda dig mot eventuella risker på arbetsplatsen. Vi har gjort
installation och drift så enkla som möjligt. Med
rätt underhåll kan du med Miller räkna med
många års felfri drift. Och om apparaten av
någon anledning behöver repareras, finns ett
felsökningskapitel som hjälper dig komma
underfund med problemet. Originaldelslistan
hjälper dig bestämma exakt vilken del du
behöver för att rätta till problemet. Garanti- och
serviceinformation för din särskilda modell
finns också.
Miller är den första svetsutrust-
ningstillverkaren i U.S.A. som
blivit ISO 9001-certifierade.
Lika hårdarbetande som
du – varje strömkälla från
Miller backas upp av den
mest krångelfria garantin i
branschen.
Från Miller till dig
Miller utger en teknisk
handbok med mer
detaljerad information om
reparation och delar för din
apparat. Din distributör kan
hjälpa dig att skaffa en
sådan. Distributören kan
också förse dig med
svetsprocesshandböcker
som t.ex. MMA, TIG,
MIG/MAG och Pulsad MIG
(Amerikanska).

INNEHÅLLSFÖRTECKNING
KAPITEL 1 – SÄKERHETSÅTGÄRDER - LÄS FÖRE ANVÄNDNING 1. . . . . .
1-1. Symboler 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Bågsvetsningsfaror 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Ytterligare symboler för installation, drift och underhåll 3. . . . . . . . . . . . .
1-4. Övrig information 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. EMF-information 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 2 – DEFINITIONER (endast CE-modeller) 5. . . . . . . . . . . . . . . . . . . . .
2-1. Definitioner, varningsetiketter 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Tillverkarens märketikett för CE-produkter 7. . . . . . . . . . . . . . . . . . . . . . . .
2-3. Symboler och definitioner 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 3 – INSTALLATION 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Tekniska data 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Volt-Strömkurvor 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Intermittensfaktor och överhettning 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Val av plats 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. 115 V duplexuttag, automatsäkring CB1 (tillval) och strömbrytare 12. . . .
3-6. Anslutningar för svetskablar och kabelstorlekar 12. . . . . . . . . . . . . . . . . . . .
3-7. Information om 14-poligt fjärruttag 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Anslutningar för fjärrprogramsval (tillval för DX-modeller) 14. . . . . . . . . . .
3-9. Automatiseringsanslutning (endast LX-modeller) 15. . . . . . . . . . . . . . . . . . .
3-10. Gasanslutningar 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-11. Anslutningar för TIG HF Impuls / Lift-Arct, DC –elektrod 16. . . . . . . . . . . .
3-12. Frontpanelsdisplay för TIG HF impuls, DC -elektrod 17. . . . . . . . . . . . . . . .
3-13. Anslutningar för MMA, DC +elektrod 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-14. Frontpanelsdisplay för MMA, DC +elektrod 19. . . . . . . . . . . . . . . . . . . . . . .
3-15. Elservicehandbok 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-16. Primäranslutning 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 4 – DRIFT 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Reglage 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Inställningsvred 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Ampere- och voltmeter 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Polaritetsreglage 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Processreglage 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Startprocedurer för Lift-Arct och HF TIG 26. . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Effektreglage 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Amperetalsreglage 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Justerreglage (gasefterströmning/DIG) 31. . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10. Växelströmsvågform 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11. Pulsfunktion (DX- och LX-modeller) 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-12. Sekvensreglage (DX-, LX- och alla CE-modeller) 34. . . . . . . . . . . . . . . . . .
4-13. Programmerbara polatitets-, strömtals- och tidlägen för TIG
HF impulsstart 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-14. Omkonfigurering av 4T för 4T, 4T momentan, Mini Logic eller punkt
(DX-, LX- och alla CE-modeller) 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-15. 4T specifik avtryckarmetod (DX-, LX- och alla CE-modeller) 48. . . . . . . . .
4-16. Mini Logic-funktion (DX-, LX- och alla CE-modeller) 49. . . . . . . . . . . . . . . .
4-17. Punktfunktion (alla modeller) 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-18. 4T momentanfunktion (DX-, LX- och alla CE-modeller) 51. . . . . . . . . . . . .
4-19. Bågtimer-/räknardisplay (alla modeller) 52. . . . . . . . . . . . . . . . . . . . . . . . . . .
4-20. Spärrfunktioner 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-21. Återställning av standard fabriksinställningar (alla modeller) 57. . . . . . . . .

INNEHÅLLSFÖRTECKNING
KAPITEL 5 – UNDERHÅLL OCH FELSÖKNING 58. . . . . . . . . . . . . . . . . . . . . . . .
5-2. Renblåsning av maskinen 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Voltmeter/Amperemeters hjälpmeddelanden 59. . . . . . . . . . . . . . . . . . . . . .
5-4. Felsökning 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 6 – KOPPLINGSSCHEMA 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 7 – HÖGFREKVENS 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Svetsprocesser som fordrar högfrekvens 64. . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Felaktig installation 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Korrekt installation 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 8 – VAL OCH FÖRBEREDNING AV VOLFRAMELEKTROD 66. . . . .
8-1. Val of volframelektrod 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Säkerhetsinformation om volfram 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Förberedning av volfram för växel- eller likströmssvetsning med
minuselektrod (-elektrod) 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPITEL 9 – RIKTLINJER FÖR TIG-SVETSNING (GTAW) 68. . . . . . . . . . . . . . .
9-1. Placering av svetsbrännaren 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2. Brännarförflyttning under svetsning 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-3. Placering av volframelektrod för diverse svetsfogar 70. . . . . . . . . . . . . . . .
KAPITEL 10 – FÖRTECKNING ÖVER DELAR 72. . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTI

dec_con1 10/95
Konformitetsförklaring för produkter
från Europeiska Gemenskapen (CE)
Denna information ges för enheter med CE-certifikat (se märketiketten på
enheten).
OBS
Tillverkarens namn Miller Electric Mfg. Co.
Tillverkarens adress: 1635 W. Spencer Street
Appleton, WI 54914 USA
förklarar att produkten Dynastyt 300 SD, DX, LX
uppfyller nedanstående direktiv och normer:
Direktiv
Lågspänningsdirektiv: 73/23/EEC
Low Voltage Directive: 73/23/EEC
Maskindirektiv: 89/392/EEC, 91/368/EEC, 93/C 133/04, 93/68/EEC
Machinery Directives: 89/392/EEC, 91/368/EEC, 93/C 133/04, 93/68/EEC
Elektromagnetisk kompatibilitet, direktiv: 89/336, 92/31/EEC
Electromagnetic Capability Directives: 89/336, 92/31/EEC
Normer
Säkerhetskrav för bågsvetsningsutrustning, del 1: EN 60974-1: 1990
Safety Requirements for Arc Welding Equipment part 1: EN 60974-1: 1990
Bågsvetsningsutrustning del 1: Svetsströmkällor: IEC 974-1 (december 1996 – utkastrevision)
Arc Welding Equipment Part 1: Welding Power Sources: IEC 974-1 (December 1996 – Draft revision)
Grader av skydd med avskärmningar (IP-kod): IEC 529: 1989
Degrees of Protection provided by Enclosures (IP code): IEC 529: 1989
Insoleringskoordination för utrustning med lågspänningssystem:
Del 1: Principer, krav och tester: IEC 664-1: 1992
Insulation coordination for equipment within low-voltage systems:
Part 1: Principles, requirements and tests: IEC 664-1: 1992
Elektromagnetisk kompatibilitet (EMC), produktnorm för bågsvetsutrustning: EN50199: 08/1995
Electromagnetic compatibility (EMC) Product standard for arc welding equipment: EN50199: August 1995
Europeisk kontakt: Danilo Fedolfi, Managing Director
MILLER Europe S.r.l.
Via Privata Iseo 6/E
20098 San Giuliano
Milanese, Italy
Tel: 39(02)98290-1
Fax: 39(02)98281-552


OM-358 sida 1
KAPITEL 1 – SÄKERHETSÅTGÄRDER - LÄS FÖRE ANVÄNDNING
som _nd_4/98
1-1. Symboler
Betyder Varning! Se upp! Det finns risker med denna pro-
cedur! Riskerna visas i intillstående symboler.
Y Markerar ett speciellt säkerhetsmeddelande.
. Betyder “Anmärkning”; inte säkerhetsrelaterat.
Denna grupp av symboler betyder Varning! Se upp! Fara för
STÖTAR, ROTERANDE OCH HETA DELAR. Konsultera nedan-
stående symboler och anvisningar beträffande åtgärder för att undvi-
ka farorna.
1-2. Bågsvetsningsfaror
Y Symbolerna nedan används i denna handbok för att fästa
uppmärksamheten på och identifiera möjliga faror. När du ser
symbolen, se upp och följ anvisningarna för att undvika faror.
Nedanstående säkerhetsinformation är endast en samman-
fattning av den urförligare säkerhetsinformationen i
Säkerhetsnormer som återfinns i avsnittet 1-4. Läs och följ alla
säkerhetsnormer.
Y Endast kvalificerade personer bör installera, använda, under-
hålla och reparera denna enhet.
Y Under drift bör inga obehöriga, speciellt inte barn, befinna sig
i närheten.
STÖTAR kan döda.
Kontakt med strömförande elektriska delar kan
orsaka dödliga stötar eller svåra brännskador.
Elektroden och arbetskretsen är spänningsförande
när strömmen är påslagen. Primärkretsen och
maskinens invändiga kretsar är också spänningsförande när ström-
men är påslagen. I halv- och helautomatisk trådsvetsning är tråden,
trådrullen, rullhuset och alla metalldelar som vidrör svetstråden,
spänningsförande. Felaktigt installerad eller otillräckligt jordad utrust-
ning utgör en fara.
D Vidrör inte spänningsförande elektriska delar.
D Bär torra, hela gummihandskar och kroppsskydd.
D Isolera dig själv från arbete och jord med hjälp av torra, isolerande
mattor eller beklädnader som är stora nog att förhindra fysisk kon-
takt med arbete och jord.
D Använd inte växelström i fuktiga områden, där rörelsefriheten är
begränsad eller där det finns risk för att falla.
D Använd växelström ENDAST om så fordras för svetsprocessen.
D Om växelström fordras, använd fjärrkontrollen om sådan finns på
enheten.
D Koppla bort inkommande ström eller stäng av maskinen innan du
installerar eller reparerar denna utrustning (OSHA 29 CFR
1910.147).
D Installera och jorda denna utrustning i enlighet med dess bruksan-
visning och nationella och lokala bestämmelser.
D Kontrollera alltid jorden på spänningskällan. Se till att nätkabelns
jordledning är rätt ansluten till jorddonet i primäranslutningen eller
att kabelkontakten är ansluten till ett rätt jordat uttag.
D När du gör inanslutningar, anslut först rätt jordledare – kontrollera
anslutningarna igen.
D Inspektera regelbundet nätkabeln för skador eller blanka ledningar
– byt omedelbart ut kabeln om den är skadad – blanka ledningar
kan döda.
D Stäng av all utrustning som inte används.
D Använd inte slitna, skadade, underdimensionerade eller dåligt
splitsade kablar.
D Linda inte kablar runt kroppen.
D Om jordning av arbetsstycket fordras, jorda det direkt med en
separat kabel.
D Vidrör inte elektroden om du vidrör arbetet, jord eller en elektrod
från en annan maskin.
D Använd endast väl underhållen utrustning. Reparera eller byt ut
skadad utrustning omedelbart. Underhåll enheten i enlighet med
handboken.
D Bär säkerhetssele om du arbetar ovanför golvnivån.
D Se till att alla paneler och kåpor sitter ordentligt på plats.
D Kläm fast arbetskabeln med god metall mot metall-kontakt på
arbetsstycket eller arbetsbordet så nära svetsen som praktiskt
möjligt.
D Isolera arbetsklämman när den inte är ansluten till arbetsstycket
för att förhindra kontakt med metallföremål.
D Anslut inte mer än en elektrod eller arbetskabel till en enda svets-
kabelsanslutning.
AVSEVÄRD LIKSTRÖMSSPÄNNING finns kvar efter
bortkoppling av primärspänning på invertrar.
D Stäng av invertern, koppla bort primär och ladda ur ingångs-
kondensatorer i enlighet med anvisningarna i kapitlet Underhåll
innan du vidrör någon del.
Svetsning producerar rök och gaser. Inandning av
dessa kan vara hälsofarligt.
RÖK OCH GASER kan vara hälsofarliga.
D Håll huvudet ute ur röken. Andas inte in röken.
D Om du är inomhus, ventilera utrymmet och/eller använd en utsug-
ningsanordning vid bågen för att avlägsna rök och gas.
D Om ventilationen är dålig, använd ett godkänt andningsskydd.
D Läs Faktablad om materialsäkerhet (MSDS) och tillverkarens
anvisningar för metaller, konsumtionsvaror, överdrag, rengörings-
och avfettningsmedel.
D Arbeta endast i stängda lokaler om de är välventilerade eller om du
bär ansiktsmask. Ha alltid en annan person i närheten. Svetsrök
och gas kan förflytta luften och sänka syreinnehållet vilket kan or-
saka skador eller dödsfall. Se till att den luft du andas är säker.
D Svetsa inte på ställen där man avfettar, rengör eller sprejar.
Bågens värme och strålar kan reagera med ångorna, vilket kan ge
upphov till mycket giftig och irriterande gasutveckling.
D Svetsa inte på överdragna metaller, som t.ex. förzinkat, bly-
överdraget eller kadmiumpläterat stål, för så vitt inte överdraget
avlägsnats ur svetsområdet, området är välventilerat och du, vid
behov, bär andningsmask. Överdrag och metaller som innehåller
dessa ingredienser kan avge giftiga ångor om de svetsas.

OM-358 sida 2
Bågstrålar från svetsprocessen producerar intensi-
va synliga och osynliga (ultravioletta och infraröda)
strålar som kan bränna ögon och skinn. Gnistor
hoppar från svetsen.
BÅGSTRÅLAR kan bränna ögon och
skinn.
D Bär en svetsmask med rätt filter för att skydda ansiktet och ögonen
när du svetsar eller tittar på (se ANSI Z49.1 och Z87.1 i Säkerhets-
normer).
D Bär godkända ögonskydd med sidoskydd under svetsmasken.
D Använd skärmar för att skydda andra mot sken och bländande
ljus; varna andra att inte titta direkt på bågen.
D Bär skyddsplagg tillverkade av hållbart, flamhärdigt material (ylle
och läder) och fotskydd.
Svetsning på slutna behållare, som t.ex. tankar, fat
eller rör kan få dem att explodera. Svetsloppor kan
flyga från svetsbågen. Flygande svetsloppor, heta
arbetsstycken och het utrustning kan orsaka
bränder och brännskador. En elektrod som vidrör metallföremål kan
orsaka gnistor, explosion, överhettning och brand. Kontrollera att
området är säkert innan du börjar arbeta.
SVETSNING kan orsaka brand eller
explosion.
D Skydda dig själv och andra mot flygande svetsloppor och het
metall.
D Svetsa inte där flygande svetsloppor kan träffa antändbart
material.
D Avlägsna allt antändbart material inom 10,7 m från svetsbågen.
Om detta inte är möjligt, täck sådant material med godkända
skydd.
D Kom ihåg att svetsloppor och hett material från svetsning med lätt-
het kan ta sig igenom små sprickor och öppningar till närliggande
områden.
D Håll ögonen öppna för brand och ha alltid en brandsläckare till
hands.
D Kom ihåg att svetsning på tak, golv, skott eller skiljeväggar kan or-
saka brand på den andra sidan.
D Svetsa inte på slutna behållare, som t.ex. tankar, fat eller rör, för så
vitt de inte är förberedda i enlighet med AWS F4.1 (se Säkerhets-
normer).
D Anslut arbetskabeln till arbetet så nära svetsområdet som är prak-
tiskt möjligt så att svetsströmmen inte leds långa, ev. okända
vägar, där den kan ge upphov till stötar och brand.
D Använd inte svetsen för att tina frusna rör.
D Ta bort elektroden från hållaren eller klipp av svetstråden vid
kontaktröret när den inte används.
D Bär oljefria skyddsplagg som t.ex. läderhandskar, kraftig skjorta,
byxor utan uppslag, höga skor och skyddshjälm.
D Ta ut allt antändbart material, som t.ex. gaständare eller tändstick-
or, ur dina fickor innan du börjar svetsa.
FLYGANDE METALL kan skada
ögonen.
D Svetsning, mejsling, stålborstning och slipning
producerar gnistor och flygande metall. När
svetsen svalnar, kan slagg kastas av.
D Bär godkända ögonskydd med sidoskydd
under svetsmasken.
ANSAMLING AV GAS kan skada
hälsan eller döda.
D Stäng av gasen när den inte används.
D Ventilera alltid stängda lokaler eller bär
godkänd ansiktsmask.
HETA DELAR kan ge svåra bränn-
skador.
D Vidrör inte heta delar med bara händerna.
D Ge utrustningen en avkylningsperiod innan du
arbetar med pistol eller brännare.
MAGNETFÄLT kan påverka pace-
makers funktion.
D Personer med pacemakers bör hålla sig på av-
stånd.
D Personer med pacemakers bör kontakta
läkare innan de närmar sig områden där bågs-
vetsning, mejsling eller punktsvetsning utförs.
BULLER kan skada hörseln.
Buller från vissa processer kan skada hörseln.
D Använd godkända öronskydd om ljudnivån är
hög.
Skyddsgastuber innehåller gas under högt tryck.
Om en cylinder skadas, kan den explodera.
Gastuber används vanligtvis under svetsprocessen
och ska behandlas med försiktighet.
GASTUBER kan explodera om de
skadas.
D Skydda gastuber med komprimerad gas mot hög värme, mekanis-
ka stötar, slagg, öppen eld, gnistor och bågar.
D Placera gastuberna rakt upp och ned och fäst dem på ett stationärt
stöd eller ett gastubställ så att de inte kan tippa.
D Håll gastuber på avstånd från svets- och andra elkretsar.
D Lägg aldrig en svetsbrännare över en gastub.
D Låt aldrig en svetselektrod vidröra en sådan gastub.
D Svetsa aldrig på övertrycksgastuber – explosion blir följden.
D Använd endast rätta skyddsgastuber, regulatorer, slangar och be-
slag utformade för den specifika tillämpningen; håll dem och
tillhörande delar i gott skick.
D Vänd bort ansiktet från utloppsventilen när du öppnar gastubventi-
len.
D Skyddskåpan ska alltid sitta på plats på ventilen utom när tuben
används eller är ansluten för användning.
D Läs och följ instruktionerna för gastuber med komprimerad gas, till-
hörande utrustning.

OM-358 sida 3
1-3. Ytterligare symboler för installation, drift och underhåll
BRAND- ELLER EXPLOSIONSRISK.
D Placera inte enheten på, över eller nära
antändbara ytor.
D Placera inte enheten nära antändbart material.
D Överbelasta inte byggnadskablarna – se till att starkströmsnätet
har rätt storlek, klass och skydd för denna enhet.
EN FALLANDE ENHET kan skada dig.
D Använd endast lyftöglan för att lyfta enheten,
INTE löpdrev, gascylindrar eller andra tillbehör.
D Använd utrustning med tillräcklig kapacitet för
att lyfta och bära upp enheten.
D Om gaffeltruck används för att flytta enheten,
måste gafflarna vara så långa att de sticker ut
på andra sidan av enheten.
HÅRD OCH LÅNGVARIG ANVÄN-
DING kan orsaka ÖVERHETTNING
D En avkylningsperiod rekommenderas; följ
märkintermittensfaktorn.
D Reducera strömmen eller intermittensfaktorn
innan du börjar svetsa igen.
D Blockera eller filtrera inte luftflödet till enheten.
STATISK ELEKTRICITET (ESD) kan
skada kretskort.
D Sätt på dig jordade armband INNAN du hante-
rar kort eller delar.
D Använd statiskt säkra kuvert och boxar för att
förvara, flytta eller sända kretskort.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar.
D Håll dig på avstånd från klämpunkter som t.ex.
drivrullar.
SVETSTRÅD kan skada dig.
D Tryck inte av pistolen innan du instrueras att
göra så.
D Rikta inte pistolen mot kroppsdelar, andra män-
niskor eller mot metall när du matar in svetstrå-
den.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar, som
t.ex. fläktar.
D Håll alla dörrar, paneler, lock och skydd ordent-
ligt på plats och stängda.
HÖGFREKVENSSTRÅLNING kan
orsaka störningar.
D Högfrekvens (H.F.) kan störa radionavigering,
räddningstjänster, datorer och kommuni-
kationsutrustning.
D Denna installation bör endast utföras av kvalificerade personer
med kännedom om elektronisk utrustning.
D Det är användarens ansvar att se till att en kvalificerad elektriker
omedelbart åtgärdar sådana störningsproblem som är uppstått
p g a denna installation.
D Upphör omedelbart med att använda utrustningen om du av
FCC underrättats om störning.
D Låt regelbundet kontrollera och underhålla utrustningen.
D Håll dörrar och paneler som är källor till högfrekvens ordentligt
stängda, håll gnistgap på rätt inställning och använd jordning och
avskärmning för att hålla störningsrisken till ett minimum.
BÅGSVETSNING kan orsaka störning.
D Elektromagnetisk energi kan störa känslig
elektronisk utrustning, som datorer och datord-
riven utrustning som t.ex robotar.
D Se till att all utrustning i svetsområdet är
elektromagnetiskt kompatibel.
D För att minska ev. störning ska svetskablar hållas så korta som
möjligt, samlade och så lågt som möjligt, t.ex. på golvet.
D Svetsning bör inte utföras närmare än 100 meter från känslig
elektronisk utrustning.
D Se till att denna svets installeras och jordas i enlighet med denna
handbok.
D Om störning ändå inträffar måste användaren vidta extra
åtgärder, som t.ex. att flytta svetsen, använda skärmkablar,
använda linjefilter eller skärma av arbetsområdet.
1-4. Övrig information
Safety in Welding and Cutting, ANSI Standard Z49.1 från American
Welding Society, 550 N.W. LeJeune Rd., Miami FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910, från Superintendent
of Documents, U.S. Government Printing Office, Washington, D.C.
20402.
Recommended Safe Practices for the Preparation for Welding and Cut-
ting of Containers That Have Held Hazardous Substances, American
Welding Society Standard AWS F4.1, från American Welding Society,
550 N.W. LeJeune Rd, Miami, FL 33126
National Electrical Code, NFPA Standard 70, från National Fire Protec-
tion Association, Batterymarch Park, Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
från Compressed Gas Association, 1235 Jefferson Davis Highway,
Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, CSA Standard W117.2, från Ca-
nadian Standards Association, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Safe Practices For Occupation And Educational Eye And Face
Protection, ANSI Standard Z87.1, från American National Standards
Institute, 1430 Broadway, New York, NY 10018.
Cutting And Welding Processes, NFPA Standard 51B, från National
Fire Protection Association, Batterymarch Park, Quincy, MA 02269.

OM-358 sida 4
1-5. EMF-information
Synpunkter angående svetsning och effekten av lågfrekvensmagnet-
och elektriska fält.
Svetsström i svetskablar ger upphov till elektromagnetiska fält. Sådana
fält har varit och är fortfarande en källa till oro. Emellertid har ett National
Research Council-utskott, efter mer än 500 undersökningar under 17
år av forskning, dragit slutsatsen att: “bevisningen i utskottets bedöm-
ning inte visat att utsättandet för elektriska och magnetiska fält är en
hälsorisk”. Studierna fortlöper dock och bevisen fortsätter att undersö-
kas. Tills slutsatserna av forskningen nåtts, vill du kanske utsätta dig så
lite som möjligt för elektromagnetiska fält under svetsning eller skär-
ning.
Följ nedanstående procedur för att reducera magnetfält på arbets-
platsen:
1. Håll kablar samlade genom att vrida eller tejpa ihop dem.
2. Placera kablar åt ena sidan och på avstånd från svetsaren.
3. Linda inte kablar runt kroppen.
4. Placera svetsströmkällan och kablarna så långt borta från svet-
saren som är praktiskt möjligt.
5. Sätt arbetsklämman på arbetsstycket så nära svetsen som möj-
ligt.
Angående pacemakers:
Personer med pacemakers bör kontakta läkare först. Om läkaren
godkänner det, rekommenderar vi att du följer ovanstående procedurer.

OM–358 sida 5
KAPITEL 2 – DEFINITIONER (endast CE-modeller)
2-1. Definitioner, varningsetiketter
Varning! Se upp! Risker föreligger
så som anges av symbolerna.
1Stötar från svetselektrod eller
kablar kan döda.
1.1 Bär torra gummihandskar.
Vidrör inte elektroder med
oskyddad hand. Bär inte våta
eller skadade handskar.
1.2 Skydda dig själv mot stötar
genom att isolera dig från
arbetsstycke och jord.
1.3 Koppla bort väggkontakten
eller nätspänningen före
arbete på maskinen.
2 Inandning av rök och gaser
kan vara hälsofarligt.
2.1 Håll huvudet ute ur röken.
2.2 Ventilera eller använd en
utsugningsanordning för att
avlägsna rök.
2.3 Använd fläkt för att avlägsna
rök.
3 Svetsloppor kan orsaka brand
eller explosion.
3.1 Håll antändbart material på
avstånd från svetsområdet.
Svetsa inte i närheten av
antändbart material.
3.2 Svetsloppor kan orsaka
brand. Ha alltid en brand-
släckare i beredskap och se
till att en person i närheten
står klar att använda den.
3.3 Svetsa inte på fat eller andra
slutna behållare.
4Bågstrålar kan bränna ögon
och skada skinn.
4.1 Bär skyddshatt samt ögon-
och öronskydd. Knäpp
skjortkragen. Använd
svetsmask med rätt filter. Bär
hel skyddsdräkt.
5Lär dig maskinen och läs
anvisningarna innan du
svetsar eller arbetar på
maskinen.
6Avlägsna eller måla inte över
etiketten.
1 1.1 1.2 1.3
3 3.1 3.2 3.3
4 4.1
+
2 2.1
2.2
+
+
56
+
2.3
S-179 310

OM–358 sida 6
Varning! Se upp! Risker föreligger
så som anges av symbolerna.
1Stötar från kablar kan döda.
2 Koppla bort vägkontakten
eller nätspänningen före
arbete på maskinen.
3 Farlig spänning finns kvar på
kondensatorn efter det att
strömmen slagits från. Vidrör
inte fulladdade kondensatorer.
4Vänta alltid 60 sekunder efter
frånslagning av strömmen
före arbete på enheten,
ELLER
5 Kontrollera inkondensator-
spänningen och se till att den
är nära 0 innan du vidrör
några delar.
6När strömmen slås till kan
defekta delar explodera eller
få andra delar att explodera.
7 Flygande bitar av delar kan
orsaka skador. Bär alltid
ansiktsskydd vid service på
enheten.
8Bär alltid långa ärmar och
knäpp kragen vid service på
enheten.
9 Efter att ha vidtagit rätta
säkerhetsåtgärder, slå på
strömmen till enheten.
S-185 836
> 60 s
V
V
V
1
2
3
45
6 7
8
9
S-179 309-A
∠= <60
°
∠
1 Varning! Se upp! Risker
föreligger så som anges av
symbolerna.
2 Fallande utrustning kan
orsaka person- och
enhetsskador.
3 Lyft och bär alltid upp enheten
med bägge handtagen. Håll
lyftanordningens vinkel till
mindre än 60 grader.
4 Använd rätt vagn för att flytta
enheten.
5 Använd inte bara ett handtag
för att lyfta eller bära upp
enheten.
1/96
1
2345

OM–358 sida 7
2-2. Tillverkarens märketikett för CE-produkter
ST-189 968-A
. För etikettplacering, se
kapitel 3-4.

OM–358 sida 8
2-3. Symboler och definitioner
A
Ampere Panelinställning
TIG-svetsning
(GTAW)
Manuell
bågsvetsning
(MMA)
V
Volt Primärspänning
3-fas frekvensomformare-transformator-
likriktare
Sekundärspänning Strömbrytare Fjärr Lift-Arc (TIG)
Skyddsjordning
(jord)
Gasefterströmning Gasförströmning
S
Sekunder
Tillslagen Frånslagen Positiv Negativ
Växelström Gas in Gas ut
I
2
Nominell
svetsström
X
Intermittensfaktor Likström Primäranslutning
U
2
Konventionell
utgångsspänning
U
1
Primärspänning
IP
Skyddsklass
I
1max
Nominell effektiv
primärström
I
1eff
Max. effektiv
primärström
U
0
Märkspänning,
obelastad
(genomsnitt)
Bottenström vid
pulsning
Startströmtal
Ökning/Minskning
av kvantitet
Normal avtryckar-
funktion (TIG)
Tvåstegsavtryckar-
funktion (TIG)
Fyrstegsavtryckar-
funktion (TIG)
Procent
Hz
Hertz
Återkalla från
minnet
Bågkraft (Arcforce)
Impulsstart
(HF–start)
Slutslope Slutströmtal Pulsprocent i tid Startslope
Kontaktor tillslagen
(MMA)
Pulsfunktion
TIG-svetsström
och toppström vid
pulsning
Pulsfrekvens
Arbete Elektrod
Balans %
minuselektrod Tid
(AC TIG)
Process
Enheten får
användas i
omgivningar med
höjd risk för stötar
Sekvens Justera

OM–358 sida 9
KAPITEL 3 – INSTALLATION
3-1. Tekniska data
A. För multispänningsenheter
Max. tomgångs-
Amperetal vid nominell effekt, 60Hz
Nätspänning
Nominell svetseffekt
Strömstyrka
Max. tomgångs-
spänning, likström
230 V 460 V KVA KW
250 A vid 30 volt AC,
40% intermittensfaktor
26,3
*0,27
17,9
*0,15
14,2
*0,09
10,5
*0,04
Trefas
200 A vid 28 volt DC,
40% intermittensfaktor
5–300 95
20,5
*0,27
13,4
*0,15
8,4
*0,09
7,6
*0,04
250 A vid 30 volt AC,
40% intermittensfaktor
62,6
*0,33
32,2
*0,18
14,8
*0,10
10,4
*0,07
Enkelfas
200 A vid 28 volt DC,
40% intermittensfaktor
5–300 95
44
*0,33
25,8
*0,18
11,9
*0,1
8,1
*0,07
*vid tomgång
B. För enkelspänningsenheter
Nominell svetseffekt Strömstyrka
Max. tomgångs-
spänning DC
Strömtal vid nominell effekt,
50Hz - trefas 400 V
KVA KW
250 A vid 30 V AC,
40% intermittensfaktor
5 – 300 95 V DC 20,2 (0,13*) 14,0 (0,09*) 10,5 (0,04*)
200 A vid 28 V DC,
40% intermittensfaktor
5 – 300 95 V DC 15,1 (0,13*) 10,5 (0,09*) 7,5 (0,04*)
*vid tomgång
3-2. Volt-Strömkurvor
SA-185 793 / SA-186 294
Volt-Strömkurvor visar enhetens
min. och max. spänning och ampe-
retal. Kurvor för andra inställningar
faller mellan illustrerade kurvor.
VOLT, AC
VÄXELSTRÖM, AMPERETAL
(250 HZ VID BALANSERAD)
MMA–MAX.
TIG–MAX.
TIG–MIN.
MMA–MIN.
VOLT, DC
AMPERETAL, DC
MMA–MAX.
TIG–MAX.
TIG–MIN.
MMA–MIN.
ARCFORCE–
MIN.
ARCFORCE–
MAX.

OM–358 sida 10
3-3. Intermittensfaktor och överhettning
Intermittensfaktorn är den procent
av 10 minuter som enheten kan
svetsa med nominell belastning
utan att överhetta.
Om enheten överhettar, stängs
uteffekten av och ett hjälpmedde-
lande visas (se kapitel 5-3). Fläkten
går igång. Vänta i 15 minuter tills
enheten svalnat. Reducera ström-
talet, spänningen eller intermittens-
faktorn innan du svetsar igen.
Y Om intermittensfaktorn
överskrids, kan enheten ska-
das och garantin annulleras.
250 A vid 40% intermittensfaktor för växelström
Överhettning
0
15
ELLER
reducera intermittensfaktorn
Minuter
sduty1 5/95 / SA-185 794
200 A vid 40% intermittensfaktor för likström
4 minuters svetsning 6 minuters vila
A eller V
SVETSTRÖM
% INTERMITTENSFAKTOR
LIK-
STRÖM
VÄXELSTRÖM

OM–358 sida 11
Mått och vikt
3-4. Val av plats
loc_2 3/96 - ST-802 135-B
1 Lyfthandtag
Använd handtagen för att lyfta
enheten.
2 Handvagn
Använd vagn eller liknande anor-
dning för att flytta enheten.
3Märketikett
(icke- CE-modeller)
Använd märketiketten för att
fastställa kraven på primäreffekt.
4Plåtetikett (CE-modeller)
5 Primärfrånskiljare
Placera enheten nära rätt primär-
anslutning.
Y Specialinstallation kan ford-
ras i utrymmen med bensin
eller flyktiga vätskor – se
NEC artikel 511 eller CEC ka-
pitel 20.
610 mm
432 mm
318 mm
Förflyttning
Y Flytta eller använd inte enheten
där den kan tippa.
Placering och luftflöde
5
3
460 mm
460 mm
2
1
4
1
40,7 kg – 50 kg med extrauttag

OM–358 sida 12
3-5. 115 V duplexuttag, automatsäkring CB1 (tillval) och strömbrytare
ST-801 866-A
1 Duplexuttag, växelström
115 V 10 A för 230/460 V-modellerna,
115 V 7 A för 400 V-modellerna.
2 Automatsäkring CB1
CB1 skyddar duplexuttaget mot
överbelastning.
Tryck på knappen för att återställa
automatsäkringen.
3 Strömbrytare AV/PÅ
1
3
2
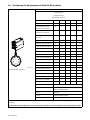
3-6. Anslutningar för svetskablar och kabelstorlekar*
Y BÅGSVETSNING kan orsaka elektromagnetiska störningar.
För att minska ev. störning ska svetskablar hållas så korta som möjligt, samlade och så lågt som möjligt, t.ex. på golvet.
Svetsning bör inte utföras närmare än 100 meter från känslig elektronisk utrustning. Se till att denna svets installeras och
jordas i enlighet med denna handbok. Om störning ändå inträffar måste användaren vidta extra åtgärder, som t.ex. att flytta
svetsen, använda skärmkablar, använda linjefilter eller skärma av arbetsområdet.
Svetskabelstorlek** och total kabellängd (koppar) i svetskretsen inte längre
än
30 m eller kortare 45 m 60 m 70 m 90 m 105 m 120 m
Svetskabelsanslutningar
Y Slå från strömmen före
anslutning av svetskablar.
Y Använd inte slitna, skada-
de, underdimensionerade
eller dåligt splitsade
kablar.
Svets-
ström***
10 – 60 %
intermit-
tensfaktor
60 – 100 %
intermit-
tensfaktor
10 – 100 % intermittensfaktor
100 20 20 20 30 35 50 60 60
150 30 30 35 50 60 70 95 95
200 30 35 50 60 70 95 120 120
250 35 50 60 70 95 120 2x70 2x70
300 50 60 70 95 120 2x70 2x95 2x95
Arbete
Elektrod
350 60 70 95 120 2x70 2x95 2x95 2x120
* Denna tabell är en allmän riktlinje och passar ev. inte alla tillämpningar. Om kabeln överhetter (vanligen kan du lukta det), byt till nästa större
kabel.
**Svetskabelstorleken är angiven i mm.
( ) = mm
2
för metrisk användning S-0007-E–
***Välj svetskabelstorlek för pulstillämpning med toppströmsvärde.

OM–358 sida 13
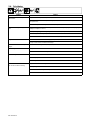
3-7. Information om 14-poligt fjärruttag
ST-802 135-B
FJÄRR 14
Uttag* Uttagsinformation
AJ
K
I
24 VOLT LIKSTRÖM
A Kontaktorstyrning 24 volt likström.
B
K
I
C
L
NH
D
M
G
E
F
24 VOLT LIKSTRÖM
TILLSLAG
(KONTAKTOR)
B Kontaktslutning till A sluter 24 volt kontakt-
styrningskretsen och medger uteffekt.
E
C Effekt till fjärrkontroll; 0 till +10 volt effekt till
fjärrkontrollen.
FJÄRR-
KONTROLL
D Fjärrkontrollskrets gemensam.
E 0 till +10 volt inkommandosignal från fjärrkontroll.
A/V
F Strömmotkoppling; +1 volt likström per 100 ampe-
re.
STRÖM
SPÄNNING
H Spänningsmotkoppling; +1 volt likström per 10 V
svetsspänning.
JORD
K Chassi gemensam.
*Återstående uttag används ej.

OM–358 sida 14
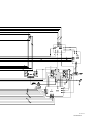
3-8. Anslutningar för fjärrprogramsval (tillval för DX-modeller)
10-poligt uttag RC2
Polbeteckningar
0=Ingen anslutning
1=Ansluten till jord (pol G)
Funktion C H F E D
Ingen fjärrkontroll 0 0 0 X X
Inställt programs manuella
bågsvetsning, pluselektrod
1 0 0 X X
Inställt programs manuella
bågsvetsning, växelström
1 1 0 x x
Inställt programs TIG-svetsning,
växelström
0 1 0 x x
Program 1, MMA, pluselektrod 1 0 1 0 0
Program 2, MMA, pluselektrod 1 0 1 0 1
Program 3, MMA, pluselektrod 1 0 1 1 0
Program 4, MMA, pluselektrod 1 0 1 1 1
Program 1 TIG, minuselektrod 0 0 1 0 0
Program 2 TIG, minuselektrod 0 0 1 0 1
A
J
H
Program 3 TIG, minuselektrod 0 0 1 1 0
J
B
G
Program 4 TIG, minuselektrod 0 0 1 1 1
I
C
D
E
F
Program 1, MMA, växelström 1 1 1 0 0
Program 2, MMA, växelström 1 1 1 0 1
ST-802 135-B
Program 3, MMA, växelström 1 1 1 1 0
*Återstående uttag används ej.
Program 4, MMA, växelström 1 1 1 1 1
Program 1 TIG, växelström 0 1 1 0 0
Program 2 TIG, växelström 0 1 1 0 1
Program 3 TIG, växelström 0 1 1 1 0
Program 4 TIG, växelström 0 1 1 1 1
Uttag A Kontaktorstyrning 24 volt likström
Uttag B Kontaktslutning till A sluter 24 volt kontaktstyrnings-
kretsen och medger uteffekt
Uttag G Chassijord
Uttag I* Etablerad ljusbåge (kollektor)
Uttag J* Etablerad ljusbåge (emitter)
*Etablerad ljusbåge är en isolerad transistor med öppen kollektor som kan leda minst 6 mA ström, med ett maximum på 100 mA ström och 30
volt likström.
För att använda funktionen fjärrprocessval för ett givet program, välj TIG-process på frontpanelen medan önskat program är inställt.
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































Miller DYNASTY 300 LX Bruksanvisning
- Typ
- Bruksanvisning
- Denna manual är också lämplig för
Relaterade papper
-
Miller MAXSTAR 300 DX Bruksanvisning
-
-
-
-
Miller Maxstar 280 Bruksanvisning
-
-
-
-
-