
S Ändringar förbehålles
FIN Pidätämme oikeuden muutoksiin
N Rett till endringer forbeholdes
DK Ret til ændringer forbeholdes
H Változtatás jogát fenntartjuk
CZ Změny vyhrazeny
SLO Predmet sprememb
PL Temat do zmiany
www.ferm.com 0605-10.2
Art. no. BLM1005
FDM-500N
www.ferm.com
S
FIN
N
DK
H
CZ
SLO
PL
BRUKSANVISNING 05
KÄYTTÖOHJE 15
BRUKSANVISNING 25
BRUGERVEJLEDNING 34
HASZNÁLATI UTASÍTÁS 44
NÁVOD K POUŽITÍ 54
NOVODILAZAUPORABO 64
INSTRUKSJĘ OBSŁUGI 73
Sidan laddas...
Sidan laddas...
Sidan laddas...

S
BÄNKSVARVSMASKIN
Numren i följande text motsvarar bilderna på sidorna 2 – 4.
Läs den här manualen noggrant innan du använder maskinen. Säkerställ att du kan maskinfunktionerna och hur använda den.
Underhåll maskinen i överensstämmelse med anvisningarna för att säkerställa att den fungerar korrekt. Förvara den här
manualen och bifogad dokumentation med maskinen.
Användning
Metallsvarven har konstruerats för att bearbeta och mekaniskt att ta bort metall, av järnhaltiga och icke järnhaltiga metaller, syntetmaterial
och trä. Metallsvarven är ämnad för halv-professionell användning och för hobbyändamål.
Innehåll
1. Maskindata
2. Säkerhetsanvisningar
3. Installation
4. Före drift
5. Drift
6. Underhåll
1. MASKINDATA
Tekniska specifikationer
Maskinen levereras med följande komponenter:
Maskinbädd med prismaledare, spindeldocka med huvudaxel och drift för automatisk längdmatning och gängskärning, dubbdocka med
löpdocksdubb och transversal reglering, elmotor med start-/stopp- rotationsriktningsbrytare, support med låsplatta, kombinerad med
frammatning/ledarskruv, tvärslid med vridtallrik och verktygsslid, 4-sidig verktygshållare med indexstift, 3-chuck med extra yttre
spännbackar och mätcertifikat, växelskyddshus, 7 växelkugghjul, 3 drivremmar, 2 dubb, 3 hylsnycklar, 2 nycklar med infälld bussning,
medbringarestift och en chucknyckel.
Utan fundament (Art.Nr. BLA1009).
2. SÄKERHETSANVISNINGAR
Förklaring av symbolerna
Följande symboler används i dessa anvisningar:
Läs anvisningarna noggrant
I överensstämmelse med de nödvändiga tillämpningsbara säkerhetsnormer av europadirektiven
Nätspänning 230 Volt
Nätfrekvens 50 Hz
Upptagen effekt 370 Watt
Dubbhöjd 110 mm
Dubbavstånd 500 mm
Max. svarvdiameter över bädd 200 mm
Max. svarvdiameter över supporten 115 mm
Kulvert och registrering av huvudaxel 18 mm, MT-3
Antal hastigheter av huvudaxel 6
Inga lasthastigheter huvudaxel 120-2.000/min
Automatisk start 11 mm, 0.04 - 0,3
Gängskärning (höger) 11 mm, M0.4 - M3
Avstånd verktygshållare centrumlinje mätt vertikalt 15 mm
Vridtallriksrörelse 360º
Gradindelning vridtallrik ± 45º
Förskjutning skärverktyg 70 mm
Förskjutning tvärmatningsslid 115 mm
Förskjutning längdmatningsslid 500 mm
Gradindelning slildspindel 0.04 mm
Registrering och varv av dubbdockans dubb MT-2, 50 mm
Gradindelning 0.05 mm
Vikt 115 kg
Ljudtryck Lwa 70.0 dB(A)
Vibrationsvärde 2.8 m/s
2
Ferm 05
82 Ferm
FIN
N
DK
H
CZ
SLO
PL
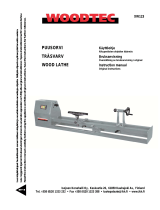
Annex 4 - Parts list bed/headstock
No. Part
1 Bed
2 Motor base plate
3 Motor
4 Motor pulley
5 Guard
6 Mounting plate
7 Headstock with cover
8 Mains spindle
9 Bearing cover
10 Main spindle pulley
11 Idler
12 Tension pulley
13 Bolts with ring
14 Chuck headstock
15 Oil cup
16 Switch
17 Longitudinal and traerse motion bearing
18 Longitudinal traverse (lathe spindle
19 Bearing housing drive shaft
20 Drive shaft longitudinal and transverse motion
21 Bush
22 Castle locking nuts
23 Axial thrust bearing
24 Gear rack
4

Ferm 87
Betecknar risk för personskada, förlust av liv eller skada på verktyget ifall av uraktlåtenhet att följa anvisningarna i denna
handbok.
Betecknar risk för elektriska stötar.
Bär hörselskydd och skyddsglasögon
Skilj omgående stickkontakten från elnätet om elkabeln skadas under underhåll
Trasiga och/eller avlagda elektriska eller elektroniska apparater måste lämnas till de speciella återvinningsstationerna.
Speciella säkerhetsanvisningar
Vid konstruktionen av maskinen har hänsyn tagits till kraven för en säker användning. Varje ändring, anpassning, rekonstruktion eller
liknande kan annullera objektets säkerhet och dessutom göra garantin ogiltig. Före, efter och under arbete med svarven måste man ta
hänsyn till ett antal säkerhetsföreskrifter. I närvaro av roterande delar och skarpa objekt kan mycket allvarliga skador uppstå, speciellt bits av
den roterande chucken kan vara mycket farliga.
• Svarven har konstruerats för tillverkning av ohanterliga material och därför måste den generera mycket kraft, det är därför ytterst farligt
att vidröra roterande delar. För detta motiv otillåten, önskad eller oavsiktlig tillslag av maskinen måste förhindras, för till exempel genom
låsa intryckt nödstoppsventil i låsläge med ett litet hänglås.
• På grund av den böjliga funktionen av svarvstål kan metalldelar skjuta iväg med stark kraft vid de mest oväntade ögonblicken:
• Skydd av ögonen är mycket viktig. Gör det till vana att bära speciella skyddsglasögon när du befinner dig i området där svarven står.
Använd ett professionellt och professionellt testat par som du kan bära för långa perioder om så skulle behövas. För besökare är ett
billigare par tillräckligt, men de ska också ha god standard.
• Om du ser efter din verkstad på ett omsorgsfullt sätt kan du förhindra problem som att snubbla nära maskinen eller falla över kasserat
material.
• Va mycket försiktig när du svarvar arbetsstycken för hand:
• För att putsa roterande ytor, tar du en lång bit putspapper som du kan placera halvvägs runt arbetsstycket, med ändarna emot dig.
• Vira aldrig ändarna runt fingrarna, placera aldrig sandpapper på arbetsstycket med händerna.
• När du svarvar, skapas rakbladsskarpa kanter på arbetsstycket dessa kanter ska avslipas med en fil eller skäggningshake.
• Avlägsna aldrig svarvspån med händerna. Använd en liten krok som du själv kan tillverka av tråd eller köp en professionell spånhake.
• Greppa aldrig i svarvmaskinen eller chucken om något faller i eller bakom bädden under svarvning. Stanna alltid maskinen först.
Kontrollera att täckplåten ligger i öppningen till bädden.
• God belysning förhindrar att behöva köra maskinen i ett alltför nära läge:
• Om du använder lysrörsbelysning måste du har ett spelrum för så kallad stoboskopiska effekten. Detta är där ett roterande föremål
verkar stå stilla. En lösning är att använda dubbla armaturer vid vilka en fasskiftning av de två lysrören har utförts.
• Nödstopp. Om en farlig situation uppstår oväntat, till exempel ett dåligt fastsatt arbetsstycke verkar lossna under svarvningen, kan du
använda nödstoppsknappen genom att ge en klapp på det gula höljet på säkerhetsbrytaren, märkt “STOP”. Maskinen stannar utan att
trycka på själva brytareknappen.
Elsäkerhet
När du använder elektriska maskiner beakta alltid de gällande säkerhetsbestämmelserna i ditt land för att reducera eldfara, elektriska stötar
och personskador. Läs de följande säkerhetsanvisningarna och också de bifogade säkerhetsanvisningarna. Förvara dessa anvisningar på
en säker plats.
Kontrollera alltid att energitillförseln motsvarar spänningen på märkplåten.
Byte av kablar och stickkontakter
Kasta omgående gamla kablar eller stickkontakter som har ersatts med nya. Det är farligt att sticka in stickkontakten av en lös kabel
ivägguttaget.
3. INSTALLATION
Utrymme
Förutom ett gott underhåll är det mycket viktigt att maskinen installeras på en torr plats, eftersom maskinen har till stora delar konstruerats av
metall. Utrymmen kan bli fuktiga av otillräcklig eller felaktig ventilation, oregelbunden uppvärmning eller genom raserade väggar och
stigande fuktighet. Kondensation av fuktighet på metall orsakas av en plötslig temperaturhöjning i kallt utrymme. Säkerställ att temperaturen
inte är variabel.
Uppackning och installation
Maskinen är förpackad i en stark låda som du kan demontera i sex platta delar som du lät kan ställa åt sidan. Dessa delar kan sparas om du
måste transportera svarven, till exempel för reparation eller för borttagning. Efter att ha öppnat lådan måste svaren avlägsnas från pallen.
För att göra detta, avlägsna de två muttrarna, i varje bäddfot. Muttrarna kan senare användas igen.
06 Ferm
GB
FIN
N
DK
H
CZ
SLO
RUS
GR
Annex 3 - Parts list traversing/apron
No. Part
1 Handwheel lever
2 Socket head screww
3 Spindle Bearing
4 Spindle
5 Spindle nut
6 Castle locking nut
7 Vernier
8 Socket head screws
9 Socket head screws
10 Cross slide base
11 Key
12 Apron
13 Shaft for left and right hand motion
14 Bearing cover plate
15 Handwheel
16 Bearing cover plate
17 Half nut lever
18 Half nut mechanism
19 Leadscrew and half nut guide
20 Eye bolts and keys
21 Shaft for left and right hand motion/ring
22 Bearing with 2 socket head bolts
23 Gear wheel for left and right hand motion
3

För att lyfta svarven, kanske hjälp behövs beroende på vikten. Innan du börjar, förbered hur lyfta maskinen. Flytta maskinen från pallen till
den definitiva bestämmelseplatsen med en gång. Det bästa är att greppa maskinen vid bäddändarna, så greppa den inte i huvudena,
transporter, kugghjulsväxelhuset eller motorn! Maskinen väger ungefär 115 kg. För att temporärt reducera vikten kan ett antal delar tas bort
försiktigt, såsom dubbdocka, vridtallrik med hus och skivorna av gjutjärn. Svarven måste nivelleras och installeras på en starkt underlag. Om
du själv gör ett underrede kan du använda en U-stålsprofil av tillräcklig längd, på vilken du kan svetsa eller skruva en benkonstruktion. Du kan
också använda en kraftig trälåda med förstärkt och platt översida, till exempel en multipel arbetsplatta. Detta på villkor att plattformen är styv
i alla riktningar och att den inte kan slängas omkring, böjas eller vackla. Svarven är fäst med två M10 bultar i de avsedda monteringshålen
ibottenplattorna.
Du kan vidta följande förebyggande åtgärder för att förhindra att små ojämnheter fortfarande orsakar spänningar på bädden när
de två bultarna dras åt. Du markerar platsen för de två bottenplattorna och de båda monteringshålen och montera två M10 bultar
i fundamentet. Applicera ett lager epoxyfyllning på de markerade platserna. Lägg på en plastfilm på detta och säkerställ att
bultarna är rena! Ställ svarven på den markerade platsen. Använd de två bultarna för detta som ledare. Sänk ner bädden på filmen
och sedan hårdnar fyllningen. Därefter förse bultarna med muttrarna som också använts för transporten, och dra åt dem igen.
Elekrisk anslutning
Efter att maskinen har definitivt installerats måste en anslutning till elinstallationen göras. Maskinen har tillverkats för det existerande 230
V växelströmsnätet och kräver inte mer energi än andra hushållsapparater med motor. Låt installera ett jordat vägguttag i närheten av
maskinen och se till att maskinens elkabel kan föras till vägguttaget utan brott eller spänningar. Om nödvändigt kan en jordad
förlängningskabel användas, men se till att kabeln är helt utrullad och att den inte är i vägen.
4. FÖRE DRIFT
För transporten har maskinen smorts in med ett lager som skyddar mot rost. Detta lager har ingen smörjande effekt och ska tas bort med en
trasa. Detta kan göras med ett icke aggressivt lösningsmedel, till exempel terpentin eller petroleum. När du en gång har blivit förtrogen med
metallbearbetningsmaskiner kan du demontera, kontrollera och smörja de olika underdelarna med en lätt universalolja, till exempel
symaskinsolja (syrefri). Efter detta kan underhållstabellen i kapitel 14 (underhåll) kompletteras.
Inställning
Fig.5 & 15
Tab.1
Svarven har reglerats på fabriken med ett minimum spelrum. På grund av transporten kan vissa regleringar ha ändrats, även om maskinen
har konstruerats på sådant sätt att varje uppträdande spelrum kan avhjälpas.
Detta spelrum är också orsakat av förslitning som en följd av intensiv användning. Om återjustering inte har någon effekt längre, är delen
utsliten och ska bytas. Om alla förberedelser har utförts korrekt kan maskinen anslutas till nätet genom att sätta i stickkontakten
i vägguttaget. Kontrollera först om huvudströmbrytaren står på “OFF” och att rotationsriktningen är “HÖGER”. Kontrollera ytterligare en gång
mätinstrumentet och se efter om oljenivån har ändrats och om nödvändigt fyll på tills det är halvfullt. Säkerställ att det inte finns papper eller
rengöringstrasor på motorns ventilationsöppningar. Kontrollera trebackschucken och se till att spännbacken inte kan flyga ut ur chucken.
Lägg chucknyckeln på en fast plats
Öppna skyddshuset och kontrollera läget och spänningen på remmarna. För provkörningen ska den lägsta svarvhastigheten väljas. Du kan
flytta främre rem, se Fig.5 och 15. Tryck in brytaren och låt maskinen gå i 20 minuter. Kontrollera regelbundet om huvudlagren
i spindeldockan och motorn blir varma genom att stanna maskinen och lägga en hand på båda sidor av spindeldockan och på motorhuset.
Reservdel Avhjälpa ett spelrum Hjälpmedel
• Spindel verktygsslid • Lossa den främre låsmuttern, vrid den bakre låsmuttern medurs, tills spelrummet är
minimum, vrid tillbaka ett kvartsvarv och dra åt den främre låsmuttern.
• 2 Haknycklar
• Verktygsslid • Lossa låsmuttrarna, dra åt reglermuttrarna medurs tills spelrummet är på minimum, dra åt
låsmuttrarna
• Skruvmejsel,
u-nyckel
• Spindel
tvärmatningsslid
• Se spindel verktygssupport • Idem
• Tvärmatningsslid • Se verktygsslid idem • Idem
• Transmission
/ledarspindel
• Lossa den främre låsmuttern och dra åt den bakre låsmuttern tills spelrummet inte längre är
märkbart, vrid tillbaka ett kvartsvarv och dra åt den främre låsmuttern.
• Idem
• Dubbdocka • Lossa klämmuttern, skruva loss båda reglermuttrarna på båda sidor på fotplattan ett kvarts
varv. Skjut dubbdockan med reglerskruvarna tills markeringen på den högra sidan av
dubbdockan överensstämmer, skruva åter lätt åt reglerskruvarna igen utan att förskjuta
dubbdockan, skruva åt klämmuttern.
• Skruvmejsel,
u-nyckel
Ferm 07
86 Ferm
S
FIN
N
DK
H
CZ
SLO
PL
Annex 2 - Parts list toolslide
No. Part
1 Clamping screws
2 Clamp lever
3 Tool post
4 Tool post pin
5 Tool slide top
6 Key
7 Adjusting bolt
8 Spindle nut
9 Spindle
10 Sunk key
11 Spindle Bearing
12 Socket head screws
13 Castle locking nut
14 Handwheel lever
15 Vernier
16 Driving plate lock nut
17 Tool slide base
18 Clamping bolt
19 Driving plate base
20 Pin driving plate
21 Cross slide key
2

Ferm 85
Stanna omgående vid avvikande oväsen och vid onormal värmeutveckling ( varmare än handvarmt) kontakta sedan först din leverantör. Slå
sedan över till en högre hastighet och låt maskinen också fungera några minuter med denna hastighet. Gör detsamma med motsatt
rotationsriktning. Om inga problem har uppstått, är maskinen klar för användning.
Arbetsmetod
Fig.1
Borttagning av metall sker genom att en svarvstålsspets eller borrspets trycks mot arbetsstycket varigenom små metallspån skärs bort. För
detta måste arbetsstycket göra en roterande rörelse mellan två fasta punkter, spindeldockan och dubbdockan (se Fig.1) - som ligger på en
mycket precis tänkt linje - centrumlinjen (4). Detta kan slås på parallellt med centrumlinjen över hela längden, genom att bära svarvstålet som
har satts fast i supporten(5) i ett visst tempo utmed det roterande arbetsstycket. Detta måste göras i en rak linje för hand eller automatiskt med
transmissionen (6). För att avlägsna material från ett arbetsstycke behövs kraft. Kraften överförs från motorn till en tom axel i spindeldockan -
huvudaxeln (2). I anslutning till maximal motorkapacitet måste materialmängden som ska tas bort - spåntjocklek och spånbredd - anpassas.
Om varvtalet sänks för mycket, måste startdjupet minskas eller hastigheten sänkas. Annars finns risk för motorskada, kortare livslängd på
svarvstålet eller att svarvstålet bryts. Även arbetsstyckets diameter har inverkan på denna faktor. Om du har en diameter på 100 mm behövs
mer kraft för att skära ett spån på 1 mm än vid en diameter på 10 mm. När dubbdockan (8) placeras intill centrumlinjen genom tvärreglering,
kan ett yttre koniskt plan svarvas. En extra bearbetningsmöjlighet över längdaxeln är att skära en skruvgänga. Ett speciellt svarvstål skär en
spiralformad fördjupning runt arbetsstycket. En del av omkretsen blir stående och höjdskillnaden bildar den slutliga skruvgängan. Förutom
svarvningen över längdaxeln, kan även ändarna av ett arbetsstycke bearbetas, till exempel för att göra dem platta och raka. Korta
arbetsstycken kan fästas i ena sidan i en fast vridpunkt, trebackschucken, och den andra sidan bearbetas rätvinkligt mot centrumlinjen.
Chuckbackens spännbackar säkerställer underhållet av en tänkt centrumlinjen. Genom svarvstålsförskjutningen under en vinkel genom
reglering av chucken, kan invändiga och utvändiga koniska plan svarvas. Med denna spänning kan även borrningar göras på plana ytor. För
detta måste en borrchuck köpas separat. Denna borrchuck med morse-kona ska installeras i dubbdockans dubb (7) på dubbdockan. Hålen
kan därefter skruvas ut till önskat djup, diameter och form.
Precisionen av ett arbetsstycke är först och speciellt beroende av fackkunskap och erfarenhet. Under svarvningen kan många
faktorer ha inflytande på slutresultatet, som typ och tillstånd på svarvstålen, naturen av materialet du vill bearbeta, svarv- och
frammatningshastighet, fastsättningen av arbetsstycket, uppställningen och tillståndet i vilket maskinen befinner sig. Det är
möjligt att tillverka förlängda arbetsstycken med stor noggrannhet, om alla villkoren är perfekta.
För nybörjarsvarvaren
Under svarvning kan starka krafter användas på vissa delar. Om du använder maskinen felaktigt kan dessa delar skadas eller deformeras
och förslitas tidigare, även om de har konstruerats mycket sakkunnigt och noggrant. Således denna noggrannhet av maskinen minskar
starkt, som direkt inverkar på kvalitén och noggrannheten av ditt arbetsstycke. Det är därför viktigt att maskinen sköts på ett sakkunnigt sätt.
Det rekommenderas, om du inte är utbildad svarvare, att starta med enkla arbetsstycken och testa svarvens olika möjligheter med ett
provarbetsstycke. Det är instruktivt att titta på en utbildad svarvare, därför du blir inte så fort en perfekt svarvare! För att förhindra besvikelser
måste du bli förtrogen med grundprinciperna för svarvning. Svarvning är inte för inte ett yrke. Du kan få tag i referensböcker om
metallbearbetning och metallsvarvning på biblioteket eller i bokhandeln. Dessutom har modelltillverkningstidskrifter regelbundet artiklar om
detta ämne. Ännu bättre är om du kan komma över en teknisk lärobok även om den är något föråldrad. I denna bok står de allmänna
principerna för svarvning och många saker som är värda att veta och goda brukbara översikter med möjliga orsaker och lösningar.
Maskinens funktion
Fig.1
För en god inblick i maskinens funktionssätt kan detta bäst indelas i ett antal huvudgrupper och komponenter, alla med en speciell funktion.
Se Fig. 1.
Maskinbädd
Fig.2
Maskinbädden förbinder alla dessa delar och har dessutom även andra viktiga funktioner. Bädden (3) har konstruerats av högvärdigt grått
gjutjärn och är försedd med många pågjutna tvärförstärkningar. Genom konstruktionen och de använda materialslagen absorberas
vibrationer bättre och även deformering på grund av minimal belastning.Bädden är försedd med två mycket precis formade glidande ytor, för
ledning av supporten och dubbdockan. Dessa ledare, en prismatisk och en platt, se underhåll av centrumlinjen (4). se Fig.2.
Motorn
Den inbyggda växelströmsmotorn är en kolborstfri 1-fas växelströmsmotor med startkondensator. Motorn är underhållsfri och behöver ingen
speciell behandling. Med kilremmar och flerfaldiga remskivor, överförs motorns rörelse till huvudaxlarna.
Spindeldockan
Fig.A
Den gjutna spindeldockan (1) har fästs på bädden med en prismaledare och två spännplattor. På baksidan sitter en oljetömningsmutter. Locket
kan tas av för inspektion för att fylla på olja. På botten av spindeldockan finner du ett system av roterande axlar och kugghjul. Genom dessa
kugghjul försenas hastigheten av huvudaxeln och överförs till en dubbel, koaxial utgångsaxel. På denna axel befinner sig kuggväxeln för start
och kuggväxeln för gängskärning, se Fig.B. I spindelstocken finner du maskinens viktigaste del, huvudaxeln (2). Denna har fästs med två
koniska rullager i en O-uppställning. Alla roterande delar i spindeldockan smörjs medelst oljebad. Nivån på detta kan avläsas i fönstret på
framsidan. Huvudaxeln har försetts med genomgående borrning med en fästfläns och en morse-kona på den högra sidan för chuckar och dubb.
Supporten
Fig.1
På glidytorna på bädden har supporten (5) fästs. Den sörjer för verktygets glidning längs arbetsstycket. Supporten består först av en
längdmatningsslid med låshus. Denna slid ligger på bädden och tjänar för den längsgående riktningen. Denna rörelse kan ske med händerna
eller automatiskt med transmissions/mataraxlarna (6). I det senare fallet måste låsmuttern låsas i låshuset. På bäddsliden är en andra slid
08 Ferm
S
FIN
N
DK
H
CZ
SLO
RUS
GR
1
Annex 1 - Parts list tailstock/shears
No. Part
Tailstock
1 Clamp lever
2 Ball nipples
3 Clamping nut
4 Locking screw
5 Spindle
6 Spindle bearing
7 Handwheel
8 Cover plate
9 Spindle nut
10 Tailstock
11 Sliding bush
12 Bed
13 Clamping bolt
14 Adjusting screws
15 Nut
Shears
1 Shears
2 Idler shaft
3 Locking Bolt
4 Spacing ring

S
installerad som säkerställer svarvstålsrörelsen i tvärgående riktning. Medelst en spindel med följemutter kan den här sliden flyttas eller ställas in.
På tvärmatningssliden har en chuck installerats. Med denna övre slid eller verktygsslid kan den ställas in under en vinkel. Den tredje övre
sliden, verktygssliden, kan förskjutas i varje önskad riktning över ett avstånd på 70 mm och den följer alla rörelser av underliggande slider
liksom chucken. På toppen av verktygssliden har en verktygshållare installerats. Häri kan verktyg upp till en höjdpunkt på maximalt 15 mm
spännas fast, det vertikala avståndet till centrumlinjen. Verktygshållaren har en fyrfaldig stålhållare och ett indexstift med fyra klickpunkter.
Genom denna kan svarvstålet snabbt bytas utan att behöva justera det igen.
Dubbdockan
Fig.1
Slutet av centrumlinjen är bildat av dubbdockan (8). Axlarna av de fasta och dubbdockans ligger exakt i varandras förlängning. Beroende på
arbetsstyckets längd kan dubbdockan flyttas över bädden och fästas. Med dubbdockan (7), i vilken en dubb måste installeras, kan
arbetsstycket sättas fast och rotera rätt på centrumlinjen. Genom att vrida tillbaka dubbdockan, lösgörs dubben automatiskt och
dubbdockans kropp delas . Den övre delen kan regleras i sidled med reglerskruvar.Genom detta kan en reglering bredvid centrumlinjen
erhållas. Normala rörelser i längdriktningen har inga regleringar i sidled som följd.
Den kombinerade transmissions-/ledarespindel
Fig.3 & 4
För en god ytkvalitét är en korrekt och speciellt konstant frammatningshastighet i längsgående riktning viktig. För längre arbetsstycken är
detta nästan omöjligt att göra för hand. Genom att stänga låsmuttern kopplas supporten med gängan på transmissionen. När
transmissionen kopplats på har den här i sin tur kopplats till huvudaxeln. Denna koppling görs med ett mellanhjul mellan transmissionens
drivhjul och drivhjulet för den längsgående matningen på spindeldockan. Detta inträffar genom en reglering av växelhjulssaxen, se Fig. 3 and
4. Vid varje rotation av huvudaxeln rör sig supporten över ett visst avstånd längs bädden. Detta avstånd beror på gängan och det valda
växelhjulet på ledspindeln. Genom att välja ett annat växelhjul kan frammatningshastigheten anpassas. Med gängskärning händer iprincip
samma sak, men med mycket större stödrörelse och mycket lägre hastighet på huvudaxeln. I det här fallet måste en koppling göras med
spindeldockans gängskärningsdrivhjul. Placeringen av drivhjulet inträffar med installationen av ringarna på ledarespindeln och saxens
mellanhjulaxel. I det här fallet bytet av växelhjul på transmissionen gör det möjligt att välja stigningen på gängan som ska kapas . På
transmissionen sitter ingen automatisk frånkopplare. Så stäng av denna för att förhindra att svarvstålet löper mot chucken.
Driften
Fig.5
Eftersom den använda motorn har ett fast och relativt högt varvtal har transmissionen gjorts på sådant sätt att den samtidigt reducerar
varvtalet. Dessutom, med användningen av multipla remskivor och en mellanremskiva är detta varvtal reglerbart i sex följande steg. För att
avhjälpa eventuella remspänningskillnader har den lagermonterade remspänningsrullen gjorts reglerbar. Se Fig. 5. För att uppnå de tre
högsta spindelhastigheterna ska frontremmen flyttas från mellanremskivan till motorremskivan. Mellanhjulet förblir drivet och tjänar som
svänghjul för att ta emot belastningsvariationer.
Grundprinciper för svarvning
Innan du börjar svarva, måste du åtminstone ha förståelse för de viktigaste grunderna. Annars finns det risk för att fel svarvhastighet eller fel
svarvstål väljs. Det är lättare med ett antal tabeller och regler som gör maskinen klar för svarvning.
Uppsättning
Fig.6 – 8
Montering av tre-backschucken:
• Innan du monterar tre-backschucken på flänsen, rengör båda delarna
• Placera tre-backschucken på flänsen: de 3 skruvhålen på chucken måste överensstämma med hålen på flänsen
• Placera de 3 skruvarna med invändig sexkant i skruvhålen på tre-backschucken (skruva åt dem lite)
• Skruva åt skruvarna med invändig sexkant för hand (så långt som möjligt för hand)
• Använd slutligen den korta nyckeln för invändigt sexkantshål för att skruva åt skruvarna lika - se till så att tre-chucken inte skjuts ur läge,
för då passar den inte!
Fastspänningen av arbetsstycket ska ske med försiktighet. Placera arbetsstycket så långt som möjligt i chucken och spänn fast den med
skruvnyckeln. Om du spänner fast för hårt kan chucken, dubben eller arbetsstycket skadas. Samma gäller för löpdockans dubb. Skruva åt
den här kraftigt för hand med utan våld. Några fastspänningsexempel i vilka användningen av borr och svarvstål klargörs, kan ses i Fig.6, 7
and 8. Den avbildade tre-backschucken är självcentrerande. Härigenom faller axlarna av ett litet arbetsstycke exakt på centrumlinjen, även
om fast dubb inte används. Till en chuck hör en invändig spännback (avbildad) och en utvändig spännback. Dessa används för invändig
fastspänning av större diametrar. Varje spännback har samma plats i chucken. Plats och spännback är numrerade! I Fig. 6 används ett höger
sidskärsvarvstål (ovan) och ett höger skrubbstål. Pilarna anger frammatningsriktningen. Skrubbverktyget kan användas i längsgående
riktning och i tvärgående riktning och används ofta för att snabbt svarva bort mycket material. Fig 7. visar användningen av ett vänster
sidskärsvarvstål (ovan) och ett borrstål för blindhål. Fig. 8 visar fastspänning med fast dubb i en dubbdocka. Ett spetsigt svarvstål har
använts för en jämn avputsning. Under denna figur avbildas fastspänningen för att göra ett hål med ett spiralborr. Du måste först förborra med
ett centrumborr. Detta är ett borr vars skaft är mycket tjockare än spetsen. Borrhålet som uppstår med detta, är tänkt som centreringshål för
såväl dubben som för borret!
5. DRIFT
Fig.9 - 12
1. Kombinerad på/av rotationsriktningsbrytare med nödstoppsegenskap blockerad
Genom att slå på motorn och byta stopprotationsriktningen, kan ventilen blockeras med ett lås.
2. Drivskåpsförslutning
För öppning och stängning av huset
Ferm 09
84 Ferm
GB
FIN
N
DK
H
CZ
SLO
RUS
GR
FIN
N
DK
H
CZ
SLO
PL

Ferm 83
3. Låsmutterspak
Genom att stänga låsmuttern kopplas den automatiska frammatningen på.
4. Handratt för längsgående reglering
För att snabbt flytta supporten till vänster och till höger. På skjutmåttet kan man markera hur stor regleringen är i steg på 0,04 mm.
5. Spännspak för verktygshållare
Genom att lossa spaken kan bitblocket vridas i steg på 90 °
6. Spännspak dubbdocka
För att spänna fast dubbdockan.
7. Handratt för dubbdockspinol
Genom att vrida arbetsstycket kan det spännas fast emellan chucken och dubben; och kan också användas för borrningar; på
skjutmåttet kan man markera hur stor regleringen är i steg 0.05 mm.
8. Handrattsvev för verktygsslid
För längsgående reglering av verktygssliden; på skjutmåttet kan man markera hur stor regleringen är i steg på 0.04 mm.
9. Handrattsvev för tvärmatningsslid
För längsgående reglering av tvärmatningsslid; på skjutmåttet kan man markera hur stor regleringen är i steg på 0.04 mm.
10. Klämmutter dubbdocka
För att spänna fast dubbdockan på bädden; för att spänna fast den övre delen på bottenplåten.
11. Klämmutter vridtallrik
Efter att det önskade vinkeln har justerats kan delarna av vridtallriken spännas fast på varandra med detta.
12. Kilremsspännrulle
Möjliggör byte av kilremmar, att spänna och skifta utan att demontera remskivorna.
13. Huvudaxelremskiva
För att reglera rotationshastighet.
14. Mellanremskiva
För att reglera rotationshastighet.
15. Motor remskiva
För att reglera rotationshastighet.
16. Sax
För montering av ett mellanväxelhjul och för reglering i tre riktningar. Ledarspindel
17. Klämmskruv
Genom anpassning av kvadrantens läge kan mellandrivhjulet och transmissions växelhjul placeras.Slår på och av transmissionen.
18. Mellanväxelhjul
Riktning av rotationstransmission; reglerar transmissionsförhållandet
19. Växelhjul transmission
Reglerar transmissionsförhållandet; medelst placering av fyllringar kan hjulet regleras i axial riktning (Fig.3) längsgående
rörelsesupport.
20. Transmission/ledarespindel
Fixering av mellanväxelhjul; genom att installera fyllringarna är hjulet axialt reglerbart och med den lägsta axelmuttern kan hjulet
regleras sidledes
21. Mellanväxelhjul
Framför gängskärhjulet, bakom frammatningshjulet
22. Drivhjul för frammatning
Genom att använda fastspänningsanordningen för yt- och gängskärning, kan låsmuttern stå öppen och supporten glider inte; spindeln
och muttern är mindre belastade.
23. Klämmskruv tvärmatningsslid
Svarvstål
Fig.13
Under svarvning skärs ett spån ut ur arbetsstycket. Därför måste svarvstålen vara slipade i en speciell skarp form. Denna form beror på
svarvmaterialet och på materialet du vill kapa. Se följande tabell.
Svarvstålsvinkel Lätta skär Normala skär Tunga skär
HSS HM HSS HM HSS HM
Spännvinkel 12 10 10 5 5 0
Frivinkel 8 6 7 5 6 4
Kilvinkel 70 74 73 80 79 86
Tab.2
Baserat på Fig. 13 vinklarna av denna tabell kan användas för att använda ett litet stycke av fyrkantigt snabbstål för att tillverka eller återslipa
dina egna svarvstål. I detta exempel, handlar det till exempel om ett ganska rakt skrubbverktyg. De prickade linjerna anger den ursprungliga
formen av stången. Summan av vinklarna 1,2 och 3 är alltid 90°. Vinkel 1 heter spännvinkel, vinkel 2 är kilvinkel och vinkel tre frivinkel. För att
hålla friktionen så låg som möjligt, har två extra frivinklar slipats: vinkel 4 och vinkel 6. Dessutom har en lutningsvinkel 5 anbringats. Pilen
anger frammatningsriktningen. Den främre ytan kallas den mindre spånytan. Huvudspånytan är delen på vilken pilen har ritats. På detta sätt
kan alla möjliga svarvstål slipa sig själva, genom att ange var huvudspånytan ska vara och vad svarvmaterialet ska vara. Ett perfekt slipat
svarvstål ska nu sättas i korrekt läge i verktygshållaren. Fig.14 anger den korrekta placeringen av ett slipat svarstål. Punkt 1 är centrumlinjen.
Svarvstålets spets måste precis stå på den höjden. Om inte måste stödplattor (5) användas. Svarvstålet måste alltid placeras mot
blockkroppen (4) och får inte sticka ut mer än 1 till 1,5 gång verktygsskaftets tjocklek (2). Alla klämmskruvar (3) måste vara hårt åtdragna.
10 Ferm
S
FIN
N
DK
H
CZ
SLO
RUS
GR
S
FIN
N
DK
H
CZ
SLO
PL

S
Svarvhastighet
Fig. 15 & 16
När svarvstålet har slipats och placerats och arbetsstycket spänts fast ordentligt, då ska hastigheten på huvudaxeln regleras med
kilremmarna se Fig. 15 och 16. I tabellen nedan är några ofta förekommande förspänningshastigheter angivna för olika typer av svarvstål
och material.
Svarvmaterial Svarvstålsmaterial Svarvhastighet, varv/min
Olegerat byggstål HSS 40 - 60
(9S20k - 60S20k) P10 140 - 160
Legerat byggstål HSS 32
Verktygsstål (C80= Silverstål) P10 112
Gjutjärn HSS 40
K10 100
Icke järnhaltig HSS 45 - 80
(Koppar, aluminium) K10 140 - 280
Tab.3
Med den här tabellen kan du välja den rätta hastigheten för vilken diameter som helst. Du behöver bara fylla i den önskade hastigheten
i följande formel.
v = Skärhastighet i meter per minut
d = Diameter av arbetsstycke i mm
n = Varvtal i varv per minut
= Konstant, nämligen 3,14
v=
x d x n =v
x 1000
1000 x d
Räkneexempel:
1. Ett runt arbetsstycke i silverstål på 100 mm måste svarvas med ett HSS-svarvstål. I tabellen står det att ett silverstål måste svarvas med
32m/min, v=32. 32.000 delat med 100 ger ett varvtal på 320 varv per minut. Fäst därför rem 2 på de bakersta skivorna för mellan- och
huvudaxelremskivan.
2. Ett kopparstycke på 10 mm svarvas med ett HM-svarvstål. v=200 och därigenom kommer “n” långt över maximalt varvtal. Det högsta
varvtalet kan justeras. Rem två läggs på den bakersta skivan för motor- och huvudaxelremskivan.
Gängskärning
Förutom den vanliga svarvningen med maskinen är det även möjligt att skära skruvgängor med denna maskin. För att göra detta måste ett
speciellt svarvstål användas. Tekniken för gängskärning är inte enkel. För att erhålla den korrekta passningen med gängskärningen, måste
gängprofilen och den mindre och yttre diametern vara extremt noggranna. Därför använder många svarvare existerande
maskingängskärningstappar. Gängskärningsplattor kan användas på samma sätt, men svarvaren måste själv tillverka en passande hållare.
Skärningen sker med mycket lågt varvtal (ofta 70 varv per minut) eller i nödfall genom att vrida huvudaxlen för hand.
B46 - För tumgängning behövs en separat kugghjulssats. Denna sats är inte inkluderad och kan erhållas från din återförsäljare
med Art. Nr. BLA1006.
Det kontinuerligt upprepade avståndet mellan två permanenta punkter på en gänga kallas gängstigning. Vid skärning måste gängstigningen
alltid ställas in. Detta görs genom att välja en växelhjulskombination på saxen. I Fig.17 till vänster, anges en enkeltransmission för gängning
(ett så kallat enkelarbete) och till höger anges en dubbeltransmission för den automatiska frammatningen (det så kallade dubbelarbete).
Härigenom flyttas supporten över ett visst avstånd under huvudaxelns rotation. Två fasta transmissioner har byggts in i spindeldockan,
nämligen 1 : 4 för gängstigning och 1 : 40 för frammatning, som bestämmer varvtalet på den koaxiala utgångsaxeln. Sluttransmissionen
måste beräknas från denna utgång. För att beräkna detta finns det några formler, men för enkelhets skull de mest förekommande
gängstigningarna visas i nedanstående tabell. Alla angivna hjul levereras automatiskt med maskinen. Installering eller reglering av
växelhjulen sker genom att flytta saxen och den mellersta hjulaxeln och placera fyllringarna. Ställ in växelhjulen på minimalt spelrum.
Ferm 11
Uszkodzenia
W przypadku wystąpienia uszkodzeń, na przykład wynikających z zużycia, prosimy skontaktować się z serwisem, którego adres podany jest
w karcie gwarancyjnej. Na końcu tej instrukcji obsługi umieszczony jest przegląd części, które można zamówić.
Ochrona środowiska
W celu ochrony przed uszkodzeniem w czasie transportu, urządzenie jest dostarczane w trwałym opakowaniu składającym się z głównie z
materiałów nadających się do powtórnego wykorzystania. Dlatego prosimy skorzystać z możliwości utylizacji opakowania w punktach
recyklingu.
Zepsute i / lub niepotrzebne urządzenia elektryczne i elektroniczne należy przekazać do punktu recyklingu odpadów.
Gwarancja
Warunki gwarancji podane są w załączonej osobnej karcie gwarancyjnej.
CE DEKLARACJAZGODNOŚCI (PL)
Oświadczamy, że opisywany produkt spełnia wymagania norm:
EN12840, EN60204-1, EN55014-1, EN61000-3-2, EN61000-3-3, EN55014-2, EN292-1, EN292-2
zgodnie z rozporządzeniami:
73/23/EEC, 89/336/EEC,m 98/37/EEC
01-03-2006
ZWOLLE NL
W. Kamphof
Departament Jakości
Zastrzegamy sobie prawo do stałego udoskonalania naszych produktów i spowodowanego tym wprowadzania zmian, bez wcześniejszego
o tym powiadamiania.
Ferm BV • Lingenstraat 6 • 8028 PM Zwolle • Holandia
82 Ferm
GB
FIN
N
DK
H
CZ
SLO
PL
FIN
N
DK
H
CZ
SLO
PL
Sidan laddas...

6. UNDERHÅLL
Säkerställ att maskinen är skild från nätet när du utför underhållsarbeten på bänksvarven
Smörjschema
Fig.18
Tab.6
Underhåll av maskinen är för att förhindra rost och förslitning. Underhållet består huvudsakligen av rengöring och smörjning. Det är inte
tillräckligt att bara hantera oljekannan. Spån och avfall måste regelbundet avlägsnas från maskindelar, ofta flera gånger under svarvning.
Annars finns risk för att de landar emellan roterande, glidande och svarvande delar. Detta är anledningen till att en spånskjutare har placerats
på tvärmatningssliden, se Fig.18. Kritiska områden är den övre bäddens glidytor (3), gängdelen på frammatnings/ledarespindeln (18),
spindlarna (6, 16), alla glidytor och slidstift (7, 16), dubbdockans bottenplåt (19). Avlägsna spån med en trasa eller en borste. Använd inte
tryckluft, eftersom detta vill bara trycka in spånen i hörnen. Demontera regelbundet spånskjutaren och borsta ren filten. Detta normala
underhåll kan utföras av användaren. Om du följer nedanstående schema används, utesluter du att göra fel eller glömma någonting.
Maskinen behövs inte demonteras. Smörjpunkterna är lättåtkomliga. I vissa fall kan det vara rekommenderbart att demontera
maskindelarna, för till exempel många fina spån har landat på svarvstålet och tvärmatningssliden i vissa slidlägen. I det här fallet är det bättre
att separera den relativa delen helt, rengöra och olja delarna och återmontera dem. Men delen måste åter regleras.
Felsökning
Vid felsökningen kontrollera först om svarven är väl underhållen. Om så är fallet och du inte kan finna någon förklarbar anledning för
felsökningen, kontakta då serviceadressen på ditt garantikort
Tillbehör och reservdelar
Om du har några frågor angående svarven eller andra produkter, kontakta då återförsäljaren från vilken du har köpt maskinen. Detta gäller
också för upprepade beställningar av reservdelar och/eller tillbehör. Med maskinnumret är ett antal tillbehör leveransbara från lager.
Detta betyder att det är möjligt att utrusta maskinen som du vill. Tillbehör kan beställas via din återförsäljare.
Fel
Om ett fel skulle uppstå, t. ex. efter att ha slitet ut en del, kontakta serviceadressen på garantikortet. På baksidan av denna manual finns en
utvidgad vy som visar delarna som kan beställas.
Miljö
För att förhindra transportskador, levereras maskinen i solid förpackning som mestadels består av återvinningsbart material. Vi ber dig därför
att använda dig av möjligheten att återvinna förpackningen.
Trasiga och/eller avlagda elektriska eller elektroniska apparater måste lämnas till de speciella återvinningsstationerna.
Del Tid/intervall Smörjmedel
• Kullager huvudaxel • Efter första 10 dagar • Transmissonsolja SAE90: tills siktglaset
är halvfulltl(1) eller understa kugghjul just
når oljan
• Lager och kugghjul för
hastighetsreduceraxlar i spindeldockan
(2)
• Efter 20 dagar och sedan var 60:e dag • Samma
• Lager kilremsspännrulle och mellanaxel • Årligen • Universalt kullagerfett
• Trycklager frammatning (13) • Årligen • Samma
• Växelkugghjul (12) • Vid byte eller varje vecka • Fin smörjolja
• Kugghjul låsplatta med kuggstång(15) • Varje vecka • Samma
• Kugghjul låsplatta, låsmuttermekanism
(17)
• Daligen • Samma
• Frammatning/ledarespindel (18) • Samma • Samma
• Bäddglidytor (3) • Samma • Samma
• Spindelsupport (8, 16) • Samma • Samma
• Alla kulnipplar (5,6,9,14 och 20) • Samma • Samma
• Spånskjutarefilt (4) • Samma • Samma
• Alla återstående vita delar utan täcklager • Varje vecka • Vaselin
Ferm 13
S
FIN
N
DK
H
CZ
SLO
PL
Stała odległość pomiędzy najwyższymi punktami uzwojenia nazywana jest skokiem gwintu. Należy ustawić odpowiedni skok gwintu.
Regulacja odbywa się poprzez wybór kombinacji kół zębatych zmianowych przekładni gitarowej. Rys.17 po lewej pokazuje ustawienie
pojedyncze przekładni do gwintowania (tzw. praca pojedyncza) a po prawej podwójne ustawienie przy posuwie automatycznym (tzw. praca
podwójna). Dzięki temu suport przesuwany jest o określaną odległość podczas obrotu wrzeciona. We wrzecienniku możliwy jest wybór
dwóch przełożeń: 1 : 4 używane przy gwintowaniu i 1 : 40 do posuwu wzdłużnego narzędzia. Określają one prędkość obrotową sprężonej
osi. Te wielkości należy uwzględnić przy obliczaniu końcowego przełożenia. Do tych obliczeń można użyć wzorów, jednak dla wygody w
poniższej tabeli zestawiono najczęściej używane wartości skoku gwintu. Wszystkie koła pośrednie są dostarczane wraz z urządzeniem.
Montaż i ustawianie kół zmianowych odbywa się poprzez przestawienie przekładni gitarowej i dołożenie pierścieni. Wyregulować luzy.
Podziałka gwintu (mm) Posuw (mm) Liczba zębów koła
AB C
0,4 0,04 49 - 105
0,5 0,05 70 - 84
0,7 0,07 70 98 84
0,8 0,08 105 98 49
1,0 0,1 98 - 42
1,25 0,125 84 105 42
1,5 0,15 105 - 28
1,75 0,175 84 98 28
2,0 0,2 49 98 42
2,5 0,25 63 105 28
3,0 0,3 49 105 30
Tablica 4
W drugiej kolumnie tabeli podano możliwość ustawienia posuwu przy wykorzystaniu tych samych kół zmianowych.
Cale
n/cal A B C
48 70 - 79
40 70 84 79
32 105 98 49
24 98 - 40
20 70 84 40
16 56 84 40
14 49 105 50
12 49 98 40
11 49 105 39
8 50 105 28
Tablica 5
80 Ferm
S
FIN
N
DK
H
CZ
SLO
PL
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46














































på andra språk
- čeština: Ferm BLM1005 Uživatelský manuál
- suomi: Ferm BLM1005 Ohjekirja
Relaterade papper

Andra dokument
-
Scheppach 1902301901 Användarmanual
-
-
Scheppach DM460T Användarmanual
-
 Woodtec XW062 Användarmanual
Woodtec XW062 Användarmanual
-
 Woodtec XW003 Användarmanual
Woodtec XW003 Användarmanual
-
JET J-A4008M Bruksanvisning
-
-
-
-
 Woodtec XW123 Användarmanual
Woodtec XW123 Användarmanual


