2 MIG/MAG-SVETSNING
0460 454 401
- 8 -
© ESAB AB 2017
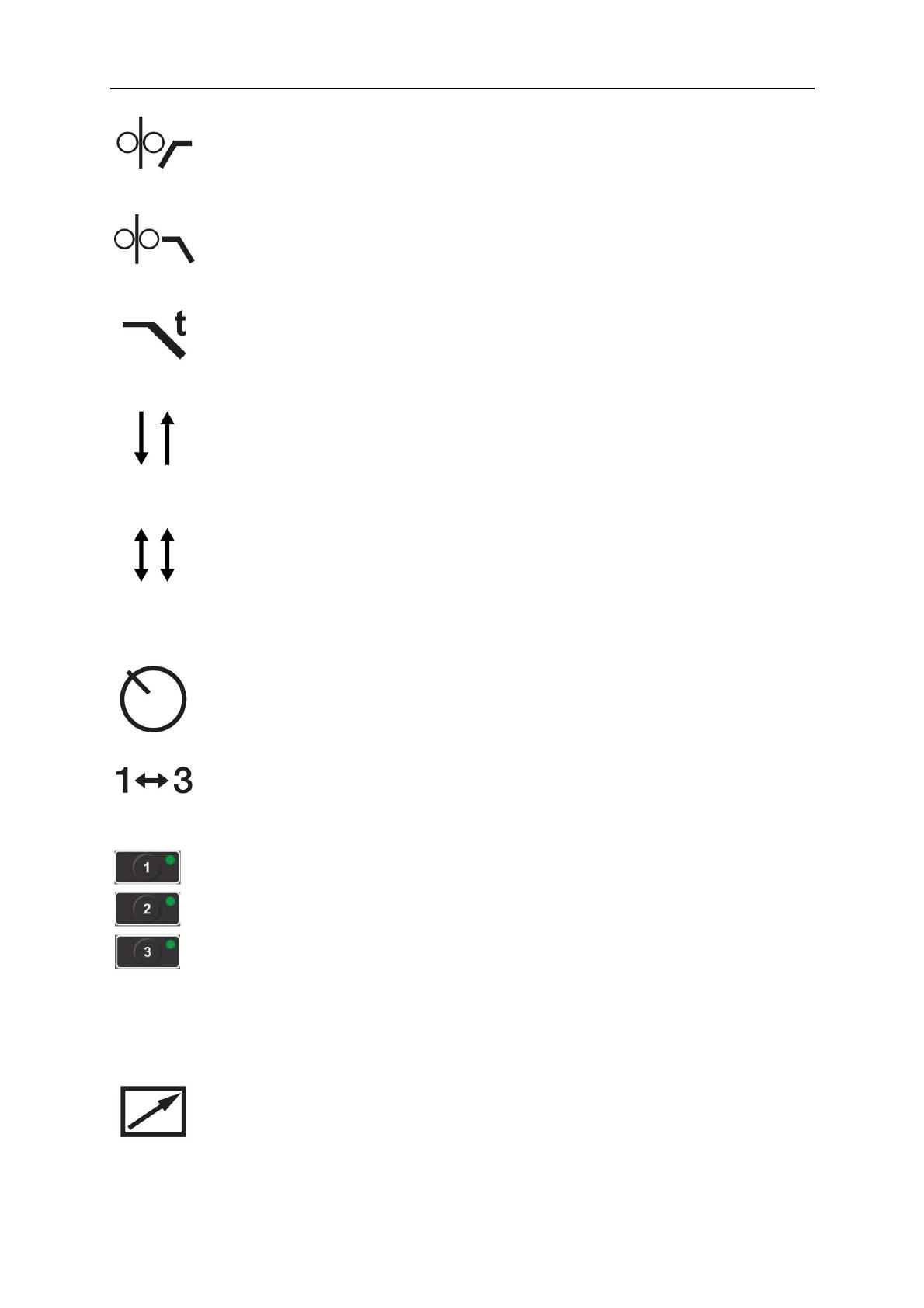
Krypstart
Vid krypstart matas tråden med 50 % av inställd trådmatningshastighet, tills den
får elektrisk kontakt med arbetsstycket.
Kraterfyllnad
Kraterfyllnad gör det lättare att undvika porer, varmsprickor och kraterbildning i
arbetsstycket vid svetsslut.
Kraterfyllnadstid
Vid aktivering av kraterfyllnad välj även kraterfyllnadstid med inställningsratten.
Denna funktion går inte att använda med QSet™.
2-takt
Vid 2-takt startar gasförströmningen när svetspistolens avtryckare trycks in.
Därefter startar trådmatningen och svetsningen börjar. När avtryckaren släpps
avbryts svetsningen helt och gasefterströmningen startar.
4-takt
Vid 4-takt startar gasförströmningen när svetspistolens avtryckare trycks in och
trådmatningen startar när den släpps. Svetsningen fortsätter tills avtryckaren
åter trycks in, varvid trådmatningen stoppas. När avtryckaren släpps startar
gasefterströmningen.
Aktiv panel
Inställningarna görs från inställningspanelen.
Byte av svetsdata
Med denna funktion är det möjligt att växla mellan olika svetsdataminnen med
hjälp av en tryckning på svetspistolen.
För byte utan pågående svetsning, gör en snabb tryckning. Om avtryckaren
hålls ned för länge tolkar programmet det som en svetsstart.
Byte av svetsdata under pågående svetsning med 2-takt
Under pågående svetsning är svetspistolens avtryckare nedtryckt, släpp upp
avtryckaren och tryck ned den snabbt för byte av svetsdataminne.
Byte av svetsdata under pågående svetsning med 4-takt
Under pågående svetsning med 4-takt är svetspistolens avtryckare uppsläppt,
tryck ned avtryckaren och släpp upp den snabbt för byte av svetsdataminne.
Välj rätt svetsdataminne 1, 2 eller 3 vid aktivering av svetsdata 1–3.
Fjärrdon
Inställningarna görs från fjärrdonet.
Fjärrdonet måste anslutas till fjärrdonsanslutningen på strömkällan innan det
aktiveras. När fjärrdonet är aktiverat är panelen inaktiv.



















