
Origo™
Bruksanvisning
0460 454 401 SE 20170131
Valid for: from program version 1.81H
MA23
MA24

INNEHÅLLSFÖRTECKNING
0460 454 401 © ESAB AB 2017
1
INLEDNING....................................................................................................
3
1.1 Inställningspanel MA23............................................................................
3
1.2 Inställningspanel MA24............................................................................
4
1.3 Symbolförklaring......................................................................................
4
2
MIG/MAG-SVETSNING .................................................................................
6
2.1 Inställningar ..............................................................................................
6
2.2 Symbol- och funktionsförklaring ............................................................
6
2.3 Dolda MIG/MAG funktioner......................................................................
9
3
MMA-SVETSNING.........................................................................................
12
3.1 Inställningar ..............................................................................................
12
3.2 Symbol- och funktionsförklaringar.........................................................
12
3.3 Dolda MMA-funktioner .............................................................................
12
4
SVETSDATAMINNE.......................................................................................
15
5
FELKODER....................................................................................................
16
5.1 Felkodslista...............................................................................................
16
5.2 Beskrivning av felkoder...........................................................................
16
6
RESERVDELSBESTÄLLNING......................................................................
18
DIMENSIONER FÖR TRÅD OCH GAS................................................................ 19
BESTÄLLNINGSNUMMER .................................................................................. 20
Vi förbehåller oss rätten till ändringar utan föregående meddelande.

1 INLEDNING
0460 454 401
- 3 -
© ESAB AB 2017
1 INLEDNING
Manual beskriver handhavandet av inställningspanel MA23 och MA24.
För allmän information om drift se strömkällans respektive trådmatarenhetens
bruksanvisning.
När nätspänningen är tillslagen gör enheten ett självtest av
lysdioderna och displayen; därefter visas programversionen och i detta
exempel är det programversion 0.17A
Bruksanvisningar på andra språk kan laddas ned från vår webbplats: www.esab.com.
1.1 Inställningspanel MA23
1. Knappar för svetsdataminne 7. Växla mellan 2- och 4-takt
2. Inställning av induktans 8. Växla mellan inställning från panel,
programbyte med brännaravtryckaren eller
anslutning av fjärrdon
3. Val av trådmatning 9. Indikation av aktiverad VRD
(spänningsbegränsning)
4. Val av gasspolning 10. Inställning av spänning
5. Display 11. Indikation av vilka variabler och enheter
som visas i displayen
6. Växla mellan svetsmetod MIG/MAG eller
MMA
12. Inställning av den parameter som visas i
displayen
Det uppmätta värdet i displayen för bågspänningen V och svetsströmmen A är ett aritmetiskt
medelvärde = likriktat medelvärde.

1 INLEDNING
0460 454 401
- 4 -
© ESAB AB 2017
För en förklaring av M23- och M24-inställningspanelens symboler, se avsnittet
"Symbolförklaring".
1.2 Inställningspanel MA24
1. Knappar för svetsdataminne 8. Växla mellan krypstart och kraterfyllning
2. Växla mellan induktans, kraterfyllnadstid
och synergival
9. Växla mellan 2- och 4-takt
3. Val av trådmatning 10. Växla mellan inställning från panel,
programbyte med brännaravtryckaren eller
anslutning av fjärrdon
4. Val av gasspolning 11. Indikation av aktiverad VRD
(spänningsbegränsning)
5. Display 12. Inställning av spänning/QSet™
6. Växla mellan svetsmetod MIG/MAG eller
MMA
13. Indikation av vilka variabler och enheter
som visas i displayen
7. Växla mellan synergi, QSet™ och manuell
inställning
14. Inställning av den parameter som visas i
displayen
Det uppmätta värdet i displayen för bågspänningen V och svetsströmmen A är ett aritmetiskt
medelvärde = likriktat medelvärde.
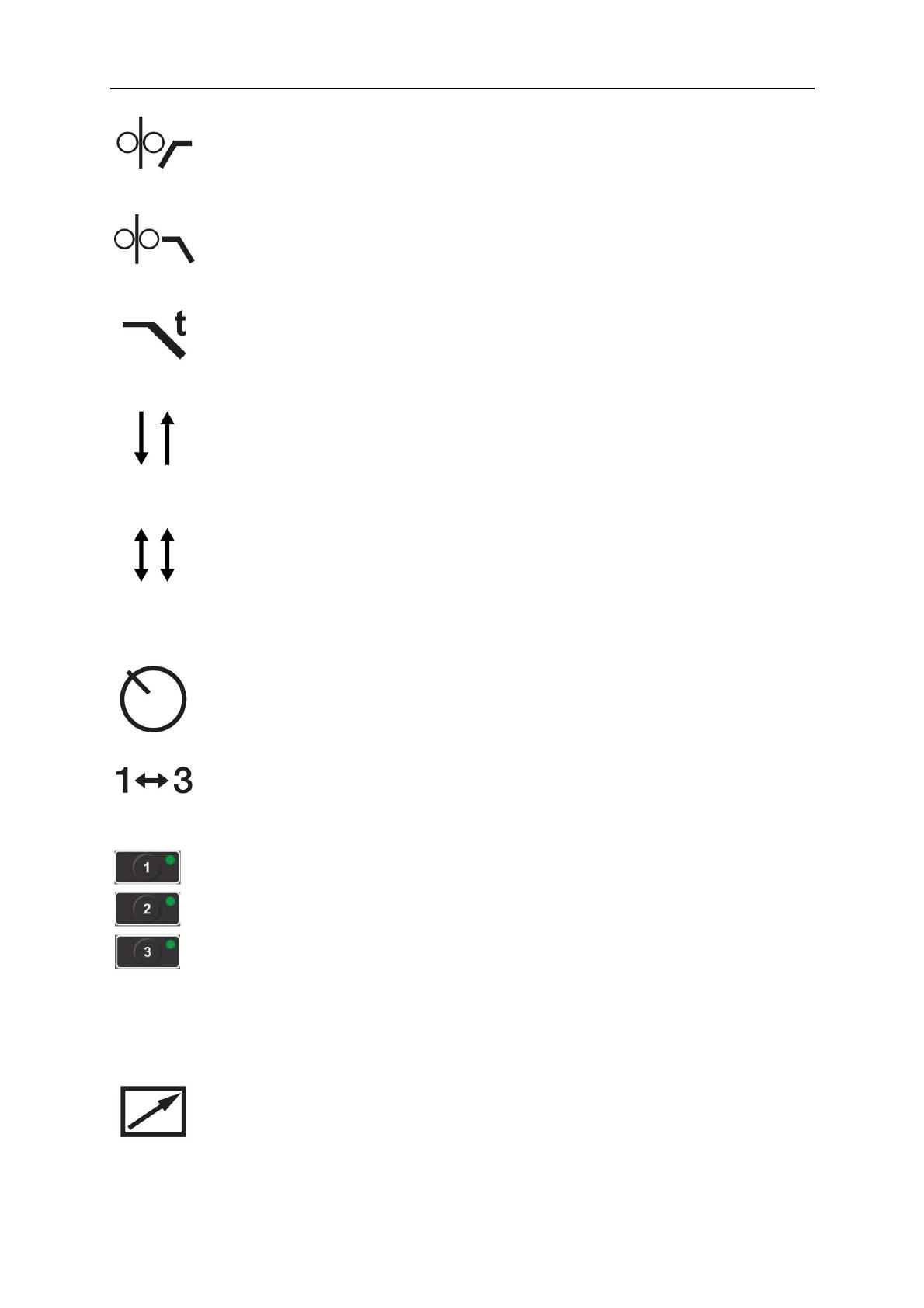
1.3 Symbolförklaring
MIG/MAG-svetsmetod MMA-svetsmetod
Synergiinställning QSet™-inställning
Manuell inställning Krypstart
Kraterfyllnad 2-takt

1 INLEDNING
0460 454 401
- 5 -
© ESAB AB 2017
4-takt Inställning från panel
Programbyte med
brännaravtryckaren
Fjärrdon
V/QS Inställning av spänning/QSet™ Gasspolning
Trådmatningshastighet eller
trådmatning (symbolens
betydelse varierar beroende på
sammanhang.)
Kraterfyllnadstid
Induktans Synergival
VRD (Spänningsbegränsning) V Spänning
A Ström % Procent
S Sekunder

2 MIG/MAG-SVETSNING
0460 454 401
- 6 -
© ESAB AB 2017
2 MIG/MAG-SVETSNING
2.1 Inställningar
Funktioner Inställningsområde MA23 MA24 Värde vid
leverans
Spänning 8–60V x x 12V
Trådmatningshastighet 0,8 - 25 m/min x x 5 m/min
Synergi AV eller PÅ - x PÅ
Synergilinjer 35 st. - x -
QSet™ AV eller PÅ - x AV
Manuell inställning AV eller PÅ - x PÅ
Krypstart AV eller PÅ - x PÅ
Krypstart
1)
0=FRÅN eller 1=TILL x - PÅ
Kraterfyllnad AV eller PÅ - x PÅ
Kraterfyllnadstid 0–5s - x 1,0s
2/4-takt
2)
2-takt eller 4-takt x x 2-takt
Aktiv panel AV eller PÅ x x PÅ
Ändra triggerdata AV eller PÅ x x AV
Minnespositioner för
triggerdata
1)
2 eller 3 minnespositioner x x 3
Fjärrdon AV eller PÅ x x AV
Gasspolning
2)
- x x -
Kallmatning av tråd - x x -
Induktans 0–100 x x 70%
Svetsdataminne 1, 2, 3 x x -
Gasförströmningstid
1)
0,1–9,9s x x 0,1s
Måttenheter
1)
0 = tum, 1 = mm x x 1
Efterbrinntid
1)
50 - 250 ms x x 80ms
SCT
1)
MA23: 1 eller 2
x x
MA23: 2
MA24: 0, 1 eller 2 MA24: 0
Gasefterströmningstid
1)
0,1–9,9s x x 1s
Starta parameter R
1)
8–60 (i steg om 0,25) x x 25
VRD - x x -
1)
De här funktionerna är dolda funktioner, se avsnittet "Dolda MIG-/MAG-funktioner".
2)
Dessa funktioner kan inte ändras under pågående svetsning
2.2 Symbol- och funktionsförklaring
MIG/MAG-svetsning
Vid MIG/MAG-svetsning smälter en ljusbåge en kontinuerligt frammatad tråd.
Smältbadet skyddas av en skyddsgas.

2 MIG/MAG-SVETSNING
0460 454 401
- 7 -
© ESAB AB 2017
Trådmatningshastighet
Trådmatningshastigheten ställs in i meter per minut.
Synergi
Varje kombination av trådtyp, tråddimension och gasblandning kräver ett unikt
förhållande mellan trådmatningshastighet och spänning (båglängd) för att
säkerställa en stabil och funktionell ljusbåge. Spänningen (båglängden)
anpassar sig automatiskt enligt den förprogrammerade synergilinje som valts,
vilket gör det mycket lättare att snabbt hitta rätt svetsparametrar. Förhållandet
mellan trådmatningshastighet och övriga parametrar kallas synergilinjen. Se
olika synergilinjer i avsnittet "Dimensioner för tråd och gas".
Andra synergilinjer kan också beställas, men de måste installeras av en behörig
ESAB-servicetekniker.
Vid aktivering av synergi välj även synergival med
inställningsratten.
QSet™
QSet™ används för att underlätta inställning av svetsparametrar.
Så använder du QSet™:
1. Inställd trådmatningshastighet. QSet™ kommer att justera spänningen
dynamiskt för att få bästa svetsresultat.
2. Vid byte av material eller tjocklek: svetsa först (6 sekunder) med QSet™
på ett teststycke för att få alla korrekta data innan du svetsar på det
faktiska arbetsstycket.
Finjustering av värdet för QSet™:
• Om vredet vrids medurs (+) ökar båglängden.
• Om vredet vrids moturs (–) minskar båglängden.
KORTBÅGE
Vid första svetsningstillfället med en viss tråd-/gastyp ställer QSet™ automatiskt
in alla nödvändiga svetsparametrar. Därefter lagrar QSet™ alla data som
behövs för ett bra svetsresultat. Spänningen anpassas sedan automatiskt till
ändringar i trådmatningshastigheten.
SPRAYBÅGE
När man närmar sig spraybågsområdet måste värdet för QSet™ ökas.
Avaktivera QSet™-funktionen vid svetsning med ren spraybåge. Alla
inställningar "ärvs" från QSet™, utom bågspänningen, som måste ställas in.
Manuell drift
Manuell drift Svetsaren måste själv ställa in lämpliga värden för trådmatning och
bågspänning.
2 MIG/MAG-SVETSNING
0460 454 401
- 8 -
© ESAB AB 2017
Krypstart
Vid krypstart matas tråden med 50 % av inställd trådmatningshastighet, tills den
får elektrisk kontakt med arbetsstycket.
Kraterfyllnad
Kraterfyllnad gör det lättare att undvika porer, varmsprickor och kraterbildning i
arbetsstycket vid svetsslut.
Kraterfyllnadstid
Vid aktivering av kraterfyllnad välj även kraterfyllnadstid med inställningsratten.
Denna funktion går inte att använda med QSet™.
2-takt
Vid 2-takt startar gasförströmningen när svetspistolens avtryckare trycks in.
Därefter startar trådmatningen och svetsningen börjar. När avtryckaren släpps
avbryts svetsningen helt och gasefterströmningen startar.
4-takt
Vid 4-takt startar gasförströmningen när svetspistolens avtryckare trycks in och
trådmatningen startar när den släpps. Svetsningen fortsätter tills avtryckaren
åter trycks in, varvid trådmatningen stoppas. När avtryckaren släpps startar
gasefterströmningen.
Aktiv panel
Inställningarna görs från inställningspanelen.
Byte av svetsdata
Med denna funktion är det möjligt att växla mellan olika svetsdataminnen med
hjälp av en tryckning på svetspistolen.
För byte utan pågående svetsning, gör en snabb tryckning. Om avtryckaren
hålls ned för länge tolkar programmet det som en svetsstart.
Byte av svetsdata under pågående svetsning med 2-takt
Under pågående svetsning är svetspistolens avtryckare nedtryckt, släpp upp
avtryckaren och tryck ned den snabbt för byte av svetsdataminne.
Byte av svetsdata under pågående svetsning med 4-takt
Under pågående svetsning med 4-takt är svetspistolens avtryckare uppsläppt,
tryck ned avtryckaren och släpp upp den snabbt för byte av svetsdataminne.
Välj rätt svetsdataminne 1, 2 eller 3 vid aktivering av svetsdata 1–3.
Fjärrdon
Inställningarna görs från fjärrdonet.
Fjärrdonet måste anslutas till fjärrdonsanslutningen på strömkällan innan det
aktiveras. När fjärrdonet är aktiverat är panelen inaktiv.

2 MIG/MAG-SVETSNING
0460 454 401
- 9 -
© ESAB AB 2017
Med aktiverad fjärrdonsfunktion kan man byta mellan svetsdataminnena med en
svetspistol med programval (RS3).
Spänningsbegränsning (VRD – Voltage Reducing Device)
VRD-funktionen säkerställer att tomgångsspänningen inte överstiger 35 V när
ingen svetsning utförs. Detta visas genom att VRD-lampan lyser.
VRD-funktionen blockeras när systemet känner av att svetsningen har påbörjats.
Om VRD-funktionen är aktiverad och tomgångsspänningen överskrider gränsen
35 V, visas ett felmeddelande (16) i displayen. Svetsningen kan inte påbörjas
medan felmeddelandet visas.
Kontakta auktoriserad ESAB-servicetekniker för att få funktionen aktiverad.
Renblåsning med gas
Renblåsningsfunktionen används dels för att mäta gasflödet, dels för att blåsa ut
luft och eventuell fukt ur gasslangarna innan svetsningen börjar. Renblåsning
pågår så länge knappen hålls intryckt. Vid renblåsning läggs ingen bågspänning
ut och ingen trådmatning sker.
Kallmatning av tråd
Kallmatning av tråd används när man behöver mata fram tråd utan att lägga på
bågspänning. Tråden matas så länge knappen hålls intryckt.
Induktans
Högre induktans ger bredare smältbad och mindre stänk. Lägre induktans ger
ett hårdare ljud, men gör ljusbågen stabilare och mer koncentrerad.
2.3 Dolda MIG/MAG funktioner
Det finns dolda funktioner i inställningspanelen.
För att komma åt dolda funktioner, tryck och håll ned -knappen i 5 sekunder. Displayen
visar en bokstav och ett värde. Ratten för trådmatning används för att ändra värdet på vald
funktion.
MA23
Funktionsboks
tav
Funktion
A Gasförströmning
C Måttenheter
I Efterbrinntid
J Krypstart
L Gasefterströmning
t Minnespositioner för triggerdata
o SCT av/på
S Starta parameter R

2 MIG/MAG-SVETSNING
0460 454 401
- 10 -
© ESAB AB 2017
MA24
Funktionsboks
tav
Funktion
A Gasförströmning
C Måttenheter
I Efterbrinntid
L Gasefterströmning
t Minnespositioner för triggerdata
o SCT av/på
S Starta parameter R
För att komma ur funktionen, tryck och håll ned -knappen i 5 sekunder.
A Gasförströmning
Gasförströmning anger hur lång tid skyddsgasen ska strömma innan ljusbågen
tänds.
C Måttenheter
0 = tum/min, 1 = mm/min, standardvärde = 1
I Efterbrinntid
Inställningen för efterbrinntid är endast tillgänglig när SCT är AV, dvs i följande
två fall:
• Om SCT inställning = 1.
• Om SCT = 0 och den valda synergilinjen har SCT inställd på AV.
Efterbrinntid är en fördröjning mellan tidpunkten då tråden börjar bromsas till
dess strömkällan stänger av svetsspänningen. För kort efterbrinntid ger långt
trådutstick efter avslutad svetsning, vilket medför risk att tråden fastnar i
smältbadet när detta stelnar. För lång efterbrinntid ger kortare utstick och ökad
risk för att ljusbågen ska brinna upp i kontaktmunstycket.
L Gasefterströmning
Gasefterströmning anger hur lång tid skyddsgasen ska strömma efter att
ljusbågen släckts.
J Krypstart
Vid krypstart matas tråden med 50% av inställd trådmatningshastighet, tills den
får elektrisk kontakt med arbetsstycket.
t Minnespositioner för triggerdata
Den här funktionen gör att man kan välja att använda triggerdata mellan två eller
tre program.

2 MIG/MAG-SVETSNING
0460 454 401
- 11 -
© ESAB AB 2017
o SCT
SCT är en funktion som ger små, upprepade kortslutningar vid slutet av
svetsningen tills trådmatningen har stoppats helt och kontakten med
arbetsstycket brutits.
På kontrollpanelen MA23 finns följande inställningar:
1 = SCT är AV.
2 = SCT är PÅ.
På kontrollpanelen MA24 finns följande inställningar:
0 = Värdet (AV/PÅ) bestäms av synergilinjen.
1 = SCT är AV.
2 = SCT är PÅ.
S Starta parameter R
Start av parameter R gör att man kan finjustera ljusbågen under startögonblicket
vid svetsning. Parametern kan ställas in från 8,0 till 60,0 i steg om 0,25. Denna
parameter kan endast ställas in i manuellt läge.

3 MMA-SVETSNING
0460 454 401
- 12 -
© ESAB AB 2017
3 MMA-SVETSNING
3.1 Inställningar
Funktioner Inställningsområde MA23 MA24 Värde vid
leverans
Ström
16- max A
2)
x x 100 A
Aktiv panel AV eller PÅ x x PÅ
Fjärrdon AV eller PÅ x x AV
Bågtryck ”Arc Force”
1)
0–99 x x 5 %
Droppsvetsning
1)
0=FRÅN eller 1=TILL x x AV
Svetsregulatortyp
1)
1=ArcPlus™ II eller
0=ArcPlus™
x x -
Min. ström fjärrdon
1)
0–99% x x 0 %
Hot start, amplitud
1)
0–99% x x 0 %
1)
Dessa funktioner är dolda MMA-funktioner; se avsnittet "Dolda MMA-funktioner".
2)
Inställningsområdet beror på strömkällan.
3.2 Symbol- och funktionsförklaringar
MMA-svetsning
Manuell bågsvetsning, MMA-svetsning, är svetsning med belagda elektroder.
När ljusbågen tänds smälter elektroden och beläggningen bildar skyddande
slagg.
Aktiv panel
Inställningarna görs från inställningspanelen.
Fjärrdon
Inställningarna görs från fjärrdonet.
Fjärrdonet måste anslutas till fjärrdonsanslutningen på strömkällan innan det
aktiveras. När fjärrdonet är aktiverat är panelen inaktiv.
Spänningsbegränsning (VRD – Voltage Reducing Device)
VRD-funktionen säkerställer att tomgångsspänningen inte överstiger 35 V när
ingen svetsning utförs. Detta visas genom att VRD-lampan lyser.
VRD-funktionen blockeras när systemet känner av att svetsningen har påbörjats.
Om VRD-funktionen är aktiverad och tomgångsspänningen överskrider gränsen
35 V, visas ett felmeddelande (16) i displayen. Svetsningen kan inte påbörjas
medan felmeddelandet visas.
Kontakta auktoriserad ESAB-servicetekniker för att få funktionen aktiverad.
3.3 Dolda MMA-funktioner
Det finns dolda funktioner i inställningspanelen.

3 MMA-SVETSNING
0460 454 401
- 13 -
© ESAB AB 2017
För att komma åt dolda funktioner, tryck och håll ned -knappen i 5 sekunder. Displayen
visar en bokstav och ett värde. Ratten för trådmatning används för att ändra värdet på vald
funktion.
MA23 och MA24
Funktionsboks
tav
Funktion
C Bågtryck "Arc force"
d Droppsvetsning
F Svetsregulatortyp (Svetsregulator ArcPlus™)
H Hot start, amplitud
I Min. ström fjärrdon
För att komma ur funktionen, tryck och håll ned -knappen i 5 sekunder.
C Bågtryck "Arc force"
Bågtrycket har betydelse för hur strömmen ändras vid förändring av båglängden.
Lägre bågtryck ger lugnare ljusbåge med mindre stänk.
d
Droppsvetsning
Droppsvetsning kan användas vid svetsning med rostfria elektroder. Funktionen
innebär att ljusbågen omväxlande tänds och släcks för att få bättre kontroll över
värmetillförseln. Elektroden behöver bara lyftas något litet för att ljusbågen ska
släckas.
F
Svetsregulator ArcPlus™
Svetsregulator ArcPlus™ är en ny regulatortyp som ger en lugnare och
samtidigt mer intensiv och koncentrerad ljusbåge. Den ger snabbare
återhämtning om du skulle råka kortsluta bågen, vilket minskar risken för att
elektroden fastnar i arbetsstycket.
• ArcPlus™ (0) rekommenderas för grundläggande elektrodtyper
• ArcPlus™ ll (1) rekommenderas för rutila elektroder och
cellulosaelektroder
H Hot start, amplitud
Varmstartsfunktionen Hot Start ökar svetsströmmen under en fast inställd tid i
början av svetsningen.
När Hot start är aktiverat kan Hot start-amplitudparametern användas för att
ställa in önskad nivå av svetsström under varmstarttiden, i procent av den
inställd svetsströmmen. Om till exempel den inställda svetsströmmen är 100A
och Hot start-amplituden är inställd på 10% är svetsströmmen under hot
start-tiden 110A.

3 MMA-SVETSNING
0460 454 401
- 14 -
© ESAB AB 2017
I Min. ström fjärrdon
Används för att ställa in min. ström för fjärrdonet.
Om maxströmmen är 100A och min strömmen ska vara 50A ska den dolda
funktionens min ström ställas in till 50 %.
Om max. ström är 100 A och min. ström ska vara 90 A, sätt min. ström till 90 %.

4 SVETSDATAMINNE
0460 454 401
- 15 -
© ESAB AB 2017
4 SVETSDATAMINNE
Tre olika svetsdataprogram kan lagras i inställningspanelens minne.
Håll knappen , eller intryckt i 5 sekunder för att lagra
svetsdata i minnet. När den gröna indikeringslampan börja blinka är svetsdatan lagrade.
För att byta mellan de olika svetsdataminnena tryck på knappen ,
eller .
Svetsdataminnet har ett backupbatteri så att inställningarna finns kvar även om utrustningen
stängs av.

5 FELKODER
0460 454 401
- 16 -
© ESAB AB 2017
5 FELKODER
Felkoder används för att påvisa att det har uppstått ett fel i
utrustningen. De anges i den nedre delen av displayen med ett E följt
av felkodsnummer.
För att veta vilken enhet som har genererat felet visas ett
enhetsnummer.
Felkodsnummer och enhetsnummer visas växelvis.
Felindikering visar att inställningspanel (U 0) har tappat kontakten
med strömkällan.
Har flera fel detekterats, visas endast koden för det sist inträffade
felet. För att få bort felindikeringen från displayen tryck på någon
funktionsknapp eller vrid på någon ratt.
OBSERVERA!
Är fjärrdonet aktiverat, avaktivera fjärrdonet genom att trycka på för att få
bort felindikeringen.
5.1 Felkodslista
U 0 = svetsdataenhet U 2 = strömkälla U 5 = multispänning
U 1 = kylaggregat U 4 = fjärrdon
5.2 Beskrivning av felkoder
Nedan beskrivs felkoder som användarna själva kan åtgärda. Visas någon annan kod,
tillkalla servicetekniker.
Felkod Beskrivning
E 6 Hög temperatur
Överhettningsskyddet har löst ut.
Pågående svetsprocess stoppas och kan inte starta om förrän temperaturen har
sjunkit.
Åtgärd: Kontrollera att kylluftens in- och utlopp inte är blockerade eller igensatta.
Kontrollera även att data för arbetscykeln inte överskrider märkdata.
E 12 Kommunikationsfel (varning)
Belastningen på systemets CAN-buss är tillfälligt för hög.
Strömkälla/matarenhet kan ha förlorat kontakten med inställningspanelen.
Åtgärd: Se över utrustningen så att endast en matarenhet eller fjärrdon är
inkopplad. Tillkalla servicetekniker om felet kvarstår.

5 FELKODER
0460 454 401
- 17 -
© ESAB AB 2017
Felkod Beskrivning
E 16 Hög tomgångsspänning
Tomgångsspänningen har varit för hög.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
E 17 Förlorat kontakt
Inställningspanelen har förlorat kontakten med trådmatarenheten.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablarna. Tillkalla servicetekniker om felet kvarstår.
E 18 Förlorat kontakt
Inställningspanelen har förlorat kontakten med strömkällan.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablarna. Tillkalla servicetekniker om felet kvarstår.
E 27 Tråd slut
Trådmatarenheten matar inte fram någon tråd. Pågående svetsprocess kommer att
stoppas och förhindrar svetsstart.
Åtgärd: Fyll på ny tråd.
E 29 Inget kylvattenflöde
Flödesvakten har löst ut.
Pågående svetsprocess är stoppad och start förhindras.
Åtgärd: Kontrollera kylvattenflöde och pump.
E 32 Inget gasflöde
Gasflödet har underskridit 6 l/min. Start förhindras.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
E 40 Inkompatibla enheter
Fel trådmatarenhet är ansluten. Det går inte att starta.
Åtgärd: Anslut korrekt trådmatarenhet.
E 41 Förlorat kontakten med kylaggregatet
Inställningspanelen har förlorat kontakten med kylaggregatet. Stäng av spänningen!
Åtgärd: Kontrollera kablaget. Tillkalla servicetekniker om felet kvarstår.
E 44 Kontrollpanelen är inte konfigurerad för den anslutna strömkällan
Gäller för MA24: Den anslutna strömkällan är av en annan typ än den som senast
anslöts till panelen.
Åtgärd: Anslut kontrollpanelen till en strömkälla av samma typ som den senast
anslutna eller konfigurera kontrollpanelen för rätt typ av strömkälla.

6 RESERVDELSBESTÄLLNING
0460 454 401
- 18 -
© ESAB AB 2017
6 RESERVDELSBESTÄLLNING
Reservdelar kan beställas från närmaste ESAB-återförsäljare. Se baksidan av detta
dokument. Vid beställning, uppge produkttyp, serienummer, beteckning och reservdelens
artikelnummer enligt reservdelslistan. Detta underlättar hanteringen av din beställning och
minskar risken för felleverans.

DIMENSIONER FÖR TRÅD OCH GAS
0460 454 401
- 19 -
© ESAB AB 2017
DIMENSIONER FÖR TRÅD OCH GAS
Synergilinjer

BESTÄLLNINGSNUMMER
0460 454 401
- 20 -
© ESAB AB 2017
BESTÄLLNINGSNUMMER
MA23, MA24
Ordering no. Denomination
0459 773 889 Control panel Origo™ MA23
0459 773 886 Control panel Origo™ MA24
0459 839 024 Spare parts list
Teknisk dokumentation finns online på: www.esab.com
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















ESAB MA23 Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB MA23, MA24 Origo™ Användarmanual
-
-
-
ESAB A22 Användarmanual
-
ESAB MA23 Användarmanual
-
-
ESAB U82 Användarmanual
-
-
ESAB MA25 Pulse, Robust Feed Pulse Användarmanual
-
ESAB U6 Användarmanual