
Valid for serial no. 3100349 301 064 060324
ESABMig C240
ESABMig C240s
Bruksanvisning

SVENSKA
− 2 −
TOCs
1 DIREKTIV 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SÄKERHET 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUKTION 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Utrustning 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 TEKNISKA DATA 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLATION 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Placering 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Montering av detaljer 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Elektrisk installation 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Nätanslutning 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 DRIFT 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Anslutningar och kontrollorgan 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Funktionsförklaring 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 ESABMig C240 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 ESABMig C240s 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 UNDERHÅLL 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Kontroll och rengöring 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 FELSÖKNING 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 RESERVDELSBESTÄLLNING 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMA 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TILLBEHÖR 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 3 −
C240s
1 DIREKTIV
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
ESAB Welding Equipment AB, 695 81 Laxå, Sverige, försäkrar under eget ansvar att svetsströmkälla
ESABMig C240 / ESABMig C240s från serienummer 310 är i överensstämmelse med standard IEC/
EN 60974−1 enligt villkoren i direktiv (73/23/EEG) med tillägg (93/68/EEG) och standard EN
60974−10 enligt villkoren i direktiv (89/336/EEG) med tillägg (93/68/EEG).
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
Henry Selenius
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 03.12.2003
2 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som
berör personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de
krav som ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses
som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
SE

− 4 −
C240s
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR DIG SJÄLV OCH ANDRA.VAR DÄRFÖR
FÖRSIKTIG NÄR DU SVETSAR. FÖLJ DIN ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM
SKALL VARA BASERADE PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK − Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera dig själv från jord och arbetsstycke.
S Ombesörj att din arbetsställning är säker.
RÖK OCH GAS − Kan vara farlig för din hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från ditt och andras arbetsområde.
LJUSBÅGEN − Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER − Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL − Kontakta fackman
VARNING
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN FÖRE INSTALLATION OCH ANVÄNDNING
SKYDDA DIG SJÄLV OCH ANDRA!
VARNING!
Läs och förstå bruksanvisningen före installation
och användning.
Använd inte strömkällan för tining av frusna rör.
VARNING!
Denna produkt är endast avsedd för bågsvetsning.
SE

− 5 −
C240s
3 INTRODUKTION
ESABMig C240 & ESABMig C240s är stegomkopplade svetsströmkällor i kompaktutförande,
avsedda för svetsning med solid tråd i stål, rostfritt stål och aluminium, samt rörtråd med eller utan
skyddsgas.
Genom att skifta + och − anslutningarna på omkopplingsplinten ovanför matarverket får Du möjlighet
att växla mellan svetsning med homogentråd/skyddsgas och svetsning med gaslös rörtråd.
ESAB’s tillbehör för produkten hittar du på sidan 19.
3.1 Utrustning
Svetsströmkällan levereras med:
S Svetspistol PSF 250 − 3m
S Återledarkabel 3,5 m med återledarklamma
S Hylla för gasflaska
S Bruksanvisning
4 TEKNISKA DATA
ESABMig C240 ESABMig C240s
Spänning 230/400−415V, 3∼ 50/60Hz 230/400−415V, 3∼ 50/60Hz
Tillåten belastning
100% intermittens 130A 130A
60 % intermittens 170A 170A
30 % intermittens 240A 240A
Inställningsområde (DC) 20A /15V−240A / 23,0V 20A /15V−240A / 23,0V
Tomgångsspänning 14 − 32V 14 − 32V
Tomgångseffekt 190W 190W
Verkningsgrad 76% 76%
Effektfaktor 0.95 0.95
Manöverspänning 42 V, 50/60Hz 42 V, 50/60Hz
Trådmatningshastighet 1,4 − 19m/min 1,4 − 19m/min
Efterbrinntid 0 − 0,25s 0 − 0,25s
Punktsvetsning 0,2 − 2,5s 0,2 − 2,5s
Krypstart − + (auto)
2/4−takt − +
Pistolanslutning EURO EURO
Tråddimension 0,6 − 1,0mm 0,6 − 1,0mm
Max diameter trådbobin 300mm 300mm
Dimensioner lxbxh 840x425x830 840x425x830
Vikt 94 kg 97 kg
Arbetstemperatur −10 ÷ +40
o
C −10 ÷ +40
o
C
Kapslingsklass IP 23 IP 23
Användningsklass
SE

− 6 −
C240s
Intermittensfaktor
Intermittensfaktorn anger den tid i procent av en tiominutersperiod, som man kan svetsa med en
viss belastning.
Kapslingsklass
IP−koden anger kapslingsklass, dvs graden av skydd mot inträngning av fasta föremål och vatten.
Apparat märkt IP 23 är avsedd för inom− och utomhusbruk.
Användningsklass
Symbolen innebär att svetsströmkällan är konstruerad för användning i utrymmen med
förhöjd elektrisk fara.
5 INSTALLATION
Installationen skall utföras av behörig person.
VARNING!
Denna produkt är avsedd för industriell användning. I hem− och kontorsmiljö kan denna produkt
orsaka radiostörningar. Det är användarens ansvar att vidta lämpliga åtgärder.
5.1 Placering
Placera svetsströmkällan så att kylluftens in− och utlopp förblir fria.
5.2 Montering av detaljer
SE

− 7 −
C240s
Vid leverans är bakhjulen monterade i transportläge!
Bakhjulen måste flyttas till bakre läget innan utrustningen kan tas i bruk.
VARNING!
5.3 Elektrisk installation
SE

− 8 −
C240s
5.4 Nätanslutning
Kontrollera att svetsströmkällan ansluts till rätt nätspänning och att rätt
säkringsstorlek används. Skyddsjorda enligt gällande föreskrifter.
Märkskylt med anslutningsdata
ESABMig C240/C240s 3∼ 50/60 Hz 3∼ 50/60 Hz
Nätspänning V 230 400/415
Primärström A
vid 100% intermittens 8.6 5.3
vid 60% intermittens 12.4 7.6
vid 30% intermittens 21 12
Nätkabelarea mm
2
4 x 2.5 4 x 1.5
Säkring trög smältsäkring A 20 16
OBS! Kabelareor och särkingsstorlekar ovan är enligt svenska föreskrifter. Anslut svetsströmkällan
enligt gällande lokala föreskrifter.
6 DRIFT
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 3. Läs dessa innan du använder utrustningen.
VARNING!
Roterande delar utgör klämrisk, iakttag största försiktighet!
VARNING TIPPRISK!
Om utrustningen lutar mer än 10 grader måste den säkras för att inte riskera tippning!
SE

− 9 −
C240s
6.1 Anslutningar och kontrollorgan
ESABMig C240
1 Elkopplare för nätspänning 7 Anslutning för återledarkabel (−),
hög induktans
2 Stegomkopplare, grovinställning 8 Anslutning för återledarkabel (−),
låg induktans
3 Stegomkopplare, fininställning 9 En ratt för inställning av trådmatningshastig-
het
4 Vit indikeringslampa, nätspänning TILL 10 Punktsvetsning ON−OFF samt tid-
sinställning
5 Orange indikator lampa, överhettning 11 Display (digitalt instrument) är ett tillbehör
se på sidan 19
6 Anslutning för svetspistol 12 En ratt för inställning av efterbrinntid
ESABMig C240s
1 Elkopplare för nätspänning 11 Digital V/A display
2 Stegomkopplare, grovinställning 12 Val av spännings− eller strömvisning
3 Stegomkopplare, fininställning 13 Val av visning i m/min
4 Vit indikeringslampa, nätspänning TILL 14 Indikatorlampa för visning av synergiläge
5 Indikeringslampa vid överhettning 15 Indikatorlampor för rekommenderad polari-
tet samt övriga parametrar
6 Anslutning för svetspistol 16 Omkopplare för synergi off/+ förprogram-
merade tråd−gas−kombinationer
7 Anslutning för återledarkabel (−),
hög induktans
17 Val av tråddiameter
8 Anslutning för återledarkabel (−),
låg induktans
18 Inställning av efterbrinntid
9 Finjustering av parameterinställning 19
2−takt / / 4−takt
10 Punktsvetsning ON−OFF samt tid-
sinställning
SE

− 10 −
C240s
6.2 Funktionsförklaring
6.2.1 Överhettningsskydd
När maskinens nätströmbrytare [1] är tillslagen är indikeringslampa [4] till och lampa [5]
från − maskinen är driftklar.
Om maskinens arbetstemperatur blir för hög bryts svetsströmmen. Detta indikeras av
en orange indikeringslampa [5] på maskinens front. När temperaturen sjunker släcks
lampan och maskinen är åter driftklar.
6.2.2 Induktans
Högre induktans ger en mer utfluten svets och mindre sprut. Lägre induktans ger ett
hårdare ljud och en stabil koncentrerad ljusbåge.
6.3 ESABMig C240
ESABMig C240 anordningar är utrustade i standard styrsystem.
ESABMig C240 inställes manuellt av operatören.
S Trådmatningshastighet (1,4 − 19m/min)
S Punktsvetsning
S Efterbrinntid
C240 kan som extra utrustas med digital V/A meter med ”frysfunktion”, som gör att
avslutsvärdet kan avläsas efter svetsningen.
SE

− 11 −
C240s
6.4 ESABMig C240s
I anordningar ESABMig C240s möjliggör styrsystem [2] sätt att reglera svetsprocess:
S standardstyrning (operator kan manuellt välja och reglera alla svetsparameter)
S synergisk styrning (delvis preliminärt programmerade svetsparameter)
Omkopplare[16] i OFF innebär manuell inställning. Övriga lägen på omkopplare[16]
visar standardkombinationer av gastyp och materialkvalitet. Omkopplare [18] är
inställning av efterbrinntid (Stick−out). Omkopplare [19] vljer 2/4−takt.
Omkopplare [10], punktsvetsning, kopplar in eller ur denna funktion (inställningsom-
rade 0,5−4 sekunder).
C240s har digitalt instrument som standard.
6.4.1 Manuell inställning
Indikeringslampor [14], [15] lyser inte och finns digital display är nedre delen
aktiverad och visar tradmatningshastighet. Omkopplare[13] skall sta i position m/min.
Spänningsomkopplarna [2] och [3] inställs för rätt bagspänning och potentiometer [9]
används för tradmatningshastighet. ( 1,4−19 m/min).
Vid svetsning visas pa övre displaydelen verkliga värden för ström eller spänning
beroende på valt läge med omkopplare [12].
Värdena kan ocksa avläsas,”frysta”, da svetsningen avslutats.
6.4.2 Synergiläge
Aktuell material/gaskombination väljs med omkopplare [16] och tråddimension mad
omkopplare [17].
Under spänningsreglering (spänningsströmbrytare [2], [3] , sifferskärm [11] och
lampor [14], [15] på framväggen i anordningen, visar svetsningsparameter.
En lampa som visar synergie [14] lyser grönt (bara i synergiesätt), när operatören
reglerade riktiga svetsparameter eller en lampa [14] lyser rött när operatören
reglerade felaktiga eller otillåtna svetsparameter (då kan man inte genomföra
svetsningsprocessen).
Observera! Lampan [14] lyser rött (i båda styrningssätt):
S när under svetsningen (vid intryckt knopp på skaften) ändrar operatören
spänningen med hjälp av strömbrytaren [2], [3], då svetsningsprocess är
upphörd till tryckknapp på skaften blir släppt,
S när tryckknapp på skaften är tryckt under påsättningsprocess [1].
SE

− 12 −
C240s
En av lampor [15] visar en rekommenderad (−) strömkontakt med en lämplig
induktivität [7,8].
Art av visade parameter på sifferskärmen [11] beror på strömbrytareposition [12],
[13] och anordningssätt.
Före svetsningsprocess, visar överdelen av skärmen väntade svetsströmvärden [A]
eller spanning [V] och nederdel av skärmen visar en given hastighet av
metalltrådinmatning [m/min] eller en rekommenderad tjocklek [mm] av svetsad
material.
Under svetsningsprocess visar överdelen av skärmen väntade svetsströmvärden
eller spänning och nederdel av skärmen visar en given hastighet av metalltrådin-
matning [m/min] eller en rekommenderad tjocklek [mm] av svetsad material.
Efter svetsningsprocess, visar överdelen av skärmen senaste spännings− och
strömvärden (HOLD funktion, skärmen är förmörkt).
Hastighet av metalltrådinmatning är reglerad av ett progremm (placerad i
mikroprocessor och en knopp [9] måste man reglera I medelposition”0”. Om det
behövs, kan operatör korrigera en given hastighet av metalltrådinmatning med hjälp
av en knopp [9] med ett givet värde +/−20%.
7 UNDERHÅLL
Regelbundet underhåll är viktigt för tillförlitlig och säker drift.
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
7.1 Kontroll och rengöring
Kontrollera regelbundet att svetsströmkällan ej är nedsmutsad.
Beroende på miljö skall strömkällan med jämna intervaller blåsas ren med torr
reducerad tryckluft.
Igensatt eller blockerat luftin− och utlopp leder annars till överhettning. För att
förhindra detta kan man använda ett luftfilter. Luftfiltret är ett tillbehör.
Beställningsnummer se på sidan 19.
Pistol
S Rengöring och byte av pistolens slitdelar bör ske med jämna mellanrum för att
erhålla en störningsfri trådmatning. Blås ren trådledaren regelbundet och
rengör kontaktmunstycket.
SE

− 13 −
C240s
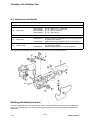
Bromsnavet
Navet är justerat vid leverans, vid behov av efterjustering
följ anvisningarna nedan. Justera bromsnavet så att
tråden är något slak när matningen upphör.
S Justering av bromsmomentet:
S Ställ det röda vredet i låst läge.
S För in en skruvmejsel i navets
fjädrar.
Medsols vridning av fjädrarna ger mindre bromsmoment.
Motsols vridning ger större bromsmoment. OBS! Vrid fjädrarna lika mycket.
8 FELSÖKNING
Detta är rekommenderade kontrollåtgärder innan auktoriserad servicepersonal
tillkallas.
Typ av fel Åtgärd
Svetsströmkällan ger ingen
ljusbåge.
S Kontrollera om elkopplaren för nätspänning är tillslagen.
S Kontrollera om svets− och återledarkablarna är korrekt
anslutna.
S Kontrollera om rätt strömstyrka är inställd.
Svetsströmmen bryts under
pågående svetsning.
S Kontrollera om termovakterna har löst ut (orange
indikeringslampa på svetsströmkällans front).
S Kontrollera nätsäkringarna.
Termovakten löser ut ofta. S Kontrollera om dammfiltret är igensatt.
S Kontrollera om svetsströmkällans märkdata överskrids
(överbelastning av svetsströmkällan).
Dåligt svetsresultat. S Kontrollera om svets− och återledarkablarna är korrekt
anslutna.
S Kontrollera om rätt strömstyrka är inställd.
S Kontrollera att det är rätt svetstråd som används.
S Kontrollera nätsäkringarna.
S Se efter att i metalltrådinmatning har man använt lämpliga ruller
och om man har inställt tryck av tryckruller i inmataren.
9 RESERVDELSBESTÄLLNING
ESABMig C240, ESABMig C240s är konstruerade och provade i enlighet med
internationell och europeisk standard IEC/EN 60974−1 och EN 60974−10. Efter utförd
service eller reparation åligger det utförande serviceinstans att förvissa sig om att
produkten inte avviker från den ovan nämnda standarden.
Reservdelar beställs genom närmaste ESAB−representant, se sista sidan på denna
publikation.
SE

Schema
− 14 −
dC240
ESABMig C240, 230/400−415V

− 15 −
dC240
ESABMig C240s, 230V

− 16 −
dC240
ESABMig C240s, 400−415V

ESABMig C240, ESABMig C240s
Edition 060324
− 17 −
oC240
Valid for serial no. 310−XXX−XXXX
Ordering numbers
0349 304 657 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 658 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 659 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 660 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 305 983 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 984 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 985 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 986 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 4,5m)

ESABMig C240, ESABMig C240s
Edition 060324
− 18 −
wC240
W. F. Mechanism 0455 890 882
Item Denomination Ordering no. Notes
A Pressure roller 0455 907 001
B Feed roller
0367 556 001
0367 556 002
0367 556 006
0367 556 004
Ø 0.6−0.8mm Fe, Ss, cored wire.
Ø 0.8−1.0mm Fe, Ss, cored wire.
Ø 1.0−1.2mm cored wire.
Ø 1.0−1.2mm Al wire.
C Inlet nozzle 0466 074 001
D Insert tube
0455 894 001
0455 889 001
Plastic, must be used together with item 0455 885 001,
for welding with Al wire.
Steel, must be used together with item 0455 886 001.
E Outlet nozzle
0455 885 001
0455 886 001
Must be used together with item 0455 894 001,
for welding with Al wire.
Must be used together with item 0455 889 001.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Welding with aluminium wires.
In order to weld with aluminium wires, proper rollers, nozzles and liners for aluminium wires MUST be
used. It is recommended to use 3m long welding gun for aluminium wires, equipped with appropriate
wear parts.

ESABMig C240, ESABMig C240s
Edition 060324
Tillbehör
− 19 −
aC240
Digital meter . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 598
Transformer kit for CO
2
heater . . . . . . . . . . . 0349 302 250
Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 599
Cable holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 303 362

ESAB AB
SE−695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna−Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen−Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem−MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki−Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA−CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Mig C240, Mig C240s Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB MIG 325 Användarmanual
-
ESAB Mig C240 PRO, Mig C240s PRO Användarmanual
-
-
-
ESAB ESABMig C340 Användarmanual
-
-
ESAB ESABMig 400t Användarmanual
-
-
ESAB Mig 630tw Magma Användarmanual
-
ESAB Mig C300i Användarmanual