Miller DIMENSION 650 CE Bruksanvisning
- Kategori
- Svetssystem
- Typ
- Bruksanvisning
Denna manual är också lämplig för


Miller Electric tillverkar ett komplett
sortiment svetsaggregat och svetsrelaterad
utrustning. Information om Millers
övriga kvalitetsprodukter fås hos närmaste Miller-återförsäljare
där du kan få den senaste produktkatalogen och enskilda datablad. För
uppgifter om närmaste distributör eller serviceverkstad, v.g. ring
1−800−4−A−Miller (USA) eller besök oss på www.MillerWelds.com
på webben.
Vi tackar för och gratulerar till ditt val av Miller. Nu kan du få jobbet
gjort och få det rätt gjort. Vi vet att du inte har tid att göra det på annat
sätt.
Det är därför som Niels Miller, när han först började bygga bågsvetsar
1929, såg till att hans produkter var ytterst hållbara och av allra högsta
kvalitet. Precis som du, hade hans kunder inte råd med mindre.
Miller-produkterna måste vara mer än det bästa de kunde vara.
De måste vara det bästa som stod att köpa.
De som idag bygger och säljer Miller-produkter fortsätter denna
tradition. De är lika engagerade i att tillhandahålla utrustning och
service som uppfyller de höga normer för kvalitet och värde som
sattes 1929.
Denna bruksanvisning är upplagd att hjälpa dig få ut det mesta ur dina
Miller-produkter. Läs noga igenom alla säkerhetsåtgärder. De hjälper
dig att skydda dig mot eventuella risker på arbetsplatsen. Vi har gjort
installation och drift så enkla som möjligt.
Med rätt underhåll kan du med Miller räkna
med många års felfri drift. Och om apparaten
av någon anledning behöver repareras, finns
ett felsökningskapitel som hjälper dig komma
underfund med problemet. Dessutom står
våra många servicetekniker redo att hjälpa
dig lösa problemet. Garanti− och
underhållsinformation för din särskilda
modell finns också.
Miller är den första svetsutrust-
ningstillverkaren i U.S.A. som
blivit ISO 9001-certifierade.
Lika hårdarbetande som
du − varje strömkälla från
Miller backas upp av den
mest krångelfria garantin
i branschen.
Från Miller till dig

INNEHÅLLSFÖRTECKNING
KAPITEL 1 − SÄKERHETSFÖRESKRIFTER − LÄS FÖRE ANVÄNDNING 1..........................
1-1. Symboler 1...........................................................................
1-2. Risker vid bågsvetsning 1...............................................................
1-3. Ytterligare faror vid installation, drift och underhåll 3..........................................
1-4. Föreskrifter enligt Proposition 65 i Kalifornien 4.............................................
1-5. Huvudsakliga Säkerhetsnormer 4.........................................................
1-6. EMF-information 4.....................................................................
KAPITEL 2 − DEFINITIONER 5.................................................................
2-1. Ytterligare säkerhetssymboler och definitioner 5.............................................
2-2. Övriga symboler och definitioner 7........................................................
KAPITEL 3 − SPECIFIKATIONER 8.............................................................
3-1. Funktioner och fördelar 8................................................................
3-2.
Bågkontroller
8........................................................................
3-3. Placering av serienummer− och märketikett 8...............................................
3-4.
Programvarulicensavtal
8...............................................................
3-5. Information om standardsvetsparametrar och inställningar 8..................................
3-6. Enhetens specifikationer 8...............................................................
3-7. Mått och vikt 9.........................................................................
3-8. Miljödata 9............................................................................
3-9. Intermittensfaktor och överhettning 10......................................................
3-10. Statisk effekt−egenskaper 10.............................................................
KAPITEL 4 − INSTALLATION 11................................................................
4-1. Val av plats 11..........................................................................
4-2. Välja kablagedimension* 12...............................................................
4-3.
Svetskabelsanslutningar
12...............................................................
4-4. Ansluta svetskablar 13...................................................................
4-5. Information om 14−poligt fjärruttag 13......................................................
4-6. T
illäggsskydd
14........................................................................
4-7. Elhandbok 15..........................................................................
4-8. Anslutning av primärkabel 16.............................................................
KAPITEL 5 − ALLMÄN ANVÄNDNING 18.........................................................
5-1.
Frontpanel
18..........................................................................
5-2.
Lägesomkopplarinställningar
19...........................................................
5-3. Svetslägen med låg tomgångsspänning (tillval) 19............................................
5-4. Alternativa konfigurationsfunktioner 20......................................................
KAPITEL 6 − GTAW DRIFT 21..................................................................
6-1. Typisk anslutning för GTAW−process 21....................................................
6-2. TIG Fjärr svetsläge − GTAW−process 22...................................................
6-3. Lift-Arc TIG svetsläge − GTAW−process 23.................................................
KAPITEL 7 − GMAW/FCAW DRIFT 24............................................................
7-1. Typisk anslutning för fjärrkontrollmatarens GMAW/FCAW−process 24...........................
7-2. Läget MIG fjärrsvetsning − GMAW/FCAW−process 25........................................
7-3. Typisk anslutning för den spänningsavkännande matarens GMAW/FCAW−process 26.............
7-4. MIG-Gas Effekt På svetsningsläge − GMAW/FCAW−process 27................................
7-5. FCAW-S (Ingen Gas) Effekt På svetsningsmodell 28..........................................

INNEHÅLLSFÖRTECKNING
KAPITEL 8 − SMAW/CAC-A DRIFT 29...........................................................
8-1. Typisk anslutning för SMAW och CAC-A process 29..........................................
8-2. Fjärr svetsläge − SMAW−process 30.......................................................
8-3. Stick−Effekt På svetsläge − SMAW−process 31..............................................
8-4. Hålhjärnsläge − CAC-A−process 32........................................................
KAPITEL 9 − SAW−DRIFT 33...................................................................
9-1. Typisk anslutning för SAW−process 33.....................................................
9-2. Subarc svetsläget − SAW−process 34......................................................
KAPITEL 10 − UNDERHÅLL & FELSÖKNING 35..................................................
10-1.
Rutinunderhåll
35.......................................................................
10-2. Renblåsning av enheten invändigt 35.......................................................
10-3.
Hjälpmeddelanden
36....................................................................
10-4.
Felsökning
37..........................................................................
KAPITEL 11 − KOPPLINGSSCHEMA 38..........................................................
KAPITEL 12 − FÖRTECKNING ÖVER DELAR 40..................................................
GARANTI

FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
för produkter för den europeiska gemenskapen (CE-märkta).
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. försäkrar att
produkterna som anges i denna förklaring överensstämmer med de grundläggande kraven och
bestämmelserna i rådets angivna direktiv och standarder.
Produkt-/apparatidentifiering:
Produkt
Lagernummer
Dimension 650 380/400V CE 907618
Rådsdirektiv:
• 2014/35/EU Low Voltage
• 2014/30/EU Electromagnetic Compatibility
• 2011/65/EU Restriction of the use of certain hazardous substances in electrical and electronic equipment
Standarder:
• IEC 609741:2012 Arc welding equipment – Part 1: Welding power sources
• IEC 6097410:2014 Arc Welding Equipment – Part 10: Electromagnetic compatibility requirements
Undertecknare:
April 6, 2017
_____________________________________ ___________________________________________
David A. Werba
Datum för överensstämmelse
CHEF, ÖVERENSSTÄMMELSE AV PRODUKTDESIGN
273167‐B

EMS-DATABLAD FÖR BÅGSVETSNINGSKRAFTKÄLLA
Produkt/apparatidentifiering
Produkt
Lagernummer
DIMENSION 650 380/400V 50/60HZ CE 907618
Sammanfattning av information om överensstämmelse
Tillämplig förordning Direktiv 2014/35/EU
Referensgränser Direktiv 2013/35/EU, rekommendation 1999/519/EC
Tillämpliga standarder IEC 62822-1:2016, IEC 62822-2:2016
Avsedd användning ☒ för användning i arbetsmiljöö ☐ för användning av lekmän
Icke-termiska effekter måste beaktas vid arbetsplatsbedömning ☒ JA ☐ NEJ
Termiska effekter måste beaktas vid arbetsplatsbedömning ☐ JA ☒ NEJ
☒ Informationen är baserad på kraftkällans maximala kapacitet (gäller såvida inte inbyggd programvara/
maskinvara ändras)
☐ Informationen är baserad på sämsta möjliga inställning/program (gäller endast tills inställningsalternativ/
svetsprogram ändras)
☐ Informationen är baserad på flera inställningar/program (gäller endast tills inställningsalternativ/svetsprogram ändras)
Exponering på arbetsplats ligger under gränsvärdena för ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för hälsoeffekter (om NEJ gäller specifika krav på minsta avstånd)
vid standardkonfigurationerna
Exponering på arbetsplats ligger under gränsvärdena för ☐ ej tillämpligt ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för sensoriska (om tillämpligt och NEJ krävs specifika åtgärder)
effekter vid standardkonfigurationerna
Exponering på arbetsplats ligger under åtgärdsnivåerna ☐ ej tillämpligt ☒ JA ☐ NEJ
(AL - Action Levels) vid standardkonfigurationerna (om tillämpligt och NEJ krävs specifik skyltning)
EMS-data för icke-termiska effekter
Exponeringsindex (EI - Exposure Indices) och avstånd till svetsningskrets (för varje driftsläge, som tillämpligt)
Huvud
Kropp
Lem (hand) Lem (lår)
Sensoriska
effekter
Hälsoeffekter
Standardavstånd 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI vid standardavstånd 0,13 0,11 0,18 0,10 0,23
Nödvändigt minsta avstånd
1 cm 1 cm 1 cm 1 cm 1 cm
Avstånd där alla gränsvärden för exponering på arbetsplats faller under 0,20 (20 %) 8 cm
Avstånd där alla gränsvärden för exponering vid allmän användning faller under 1,00 (100 %) 163 cm
Testat av: .Tony Samimi Testdatum: 2016-02-15
275680-A

OM−272476 Sida 1
KAPITEL 1 − SÄKERHETSFÖRESKRIFTER − LÄS FÖRE ANVÄNDNING
som_2020−02_swe
7
Skydda dig själv och andra mot skador — läs, följ och spara dessa viktiga säkerhetsanvisningar och användarinstruktioner.
1-1. Symboler
FARA! − Anger en risksituation som om den inte
undviks resulterar i allvarliga eller dödliga skador.
Dessa möjliga risker förklaras med symboler eller
i texten.
Anger en risksituation som om den inte undviks
resulterar i allvarliga eller dödliga skador. Dessa
möjliga risker förklaras med symboler eller i texten.
OBS. − Uppgifter som inte relateras till personskador.
. Anger speciella anvisningar.
Denna grupp av symboler betyder Varning! Se upp! Fara för STÖTAR,
ROTERANDE OCH HETA DELAR. Konsultera nedanstående symboler
och anvisningar beträffande åtgärder för att undvika dessa faror.
1-2. Risker vid bågsvetsning
Symbolerna nedan används i denna handbok för att fästa
uppmärksamheten
på och identifiera möjliga faror. När du ser
symbolen, se upp och följ anvisningarna för att undvika faror.
Nedanstående
säkerhetsinformation är endast en
sammanfattning
av den utförligare säkerhetsinformationen i
Huvudsakliga
Säkerhetsnormer som återfinns i avsnitt 1-5.
Läs och följ alla säkerhetsnormer.
Endast kvalificerade personer bör installera, använda,
underhålla
och reparera denna utrustning. En kvalificerad
person definieras som en person, vars innehav av en erkänd
examen, certifikat eller professionell ställning, eller vars
omfattande kunskaper, utbildning och erfarenhet, har
demonstrerat personens förmåga att lösa eller åtgärda
problem relaterade till ämnet, arbetet eller projektet och som
har erhållit säkerhetsutbildning i att känna igen och undvika
relevanta faror.
Under drift bör inga obehöriga, speciellt inte barn, befinna sig
i närheten.
Kontakt med strömförande elektriska delar kan
orsaka dödliga stötar eller svåra brännskador.
Elektroden och arbetskretsen är spänningsförande
när strömmen är påslagen. Primärkretsen och
maskinens invändiga kretsar är också
spänningsförande
när strömmen är påslagen. I halv-
och helautomatisk trådsvetsning är tråden,
trådrullen,
rullhuset och alla metalldelar som vidrör
svetstråden,
spänningsförande. Felaktigt installerad
eller otillräckligt jordad utrustning utgör en fara.
D Vidrör inte spänningsförande elektriska delar.
STÖTAR kan döda.
D Bär torra, hela gummihandskar och kroppsskydd.
D Isolera dig själv från arbete och jord med hjälp av torra, isolerande
mattor eller beklädnader som är stora nog att förhindra fysisk
kontakt med arbete och jord.
D Använd inte växelströmssvetseffekt i fuktiga områden, där
rörelsefriheten
är begränsad eller där det finns risk för att falla.
D Använd växelström ENDAST om så fordras för svetsprocessen.
D Om växelström fordras, använd fjärrkontrollen om sådan finns
på enheten.
D Ytterligare säkerhetsåtgärder krävs om någon av följande
elektriska risker föreligger i fuktiga miljöer eller om du bär fuktiga
kläder, på metallstrukturer som golv, galler och ställningar.
Använd i sådana fall följande utrustning i angiven ordning:
1) halvautomatiskt likströmsaggregat (tråd) med konstant
spänning, 2) manuell elektrodsvets (pinnsvets) eller
3) växelströmsaggregat med reducerad tomgångsspänning.
Likströmstrådsvets
med konstant spänning rekommenderas för
de flesta situationer. Arbeta inte ensam!
D Koppla bort inkommande ström eller stäng av maskinen innan
du installerar eller reparerar denna utrustning OSHA 29
CFR 1910.147 (se säkerhetsnormerna).
D Installera och jorda denna utrustning i enlighet med dess
bruksanvisning och nationella och lokala bestämmelser.
D Kontrollera alltid jorden på spänningskällan. Se till att nätkabelns
jordledning
är rätt ansluten till jorddonet i primäranslutningen eller
att kabelkontakten är ansluten till ett rätt jordat uttag.
D När du gör inanslutningar, anslut först rätt jordledare −
kontrollera anslutningarna igen.
D Håll sladdar torra, rena från olja och fett och skyddade mot heta
metaller och gnistor.
D Inspektera regelbundet nätkabeln och titta efter skador och
frilagda ledare − byt omedelbart ut kabeln om den är skadad −
frilagda ledare kan döda.
D Stäng av utrustning som inte används.
D Använd inte slitna, skadade, underdimensionerade eller dåligt
reparerade kablar.
D Dra inte kablar runt kroppen.
D Jorda det direkt med en separat kabel om jordning
av arbetsstycket fordras.
D Vidrör inte elektroden om du vidrör arbetet, jord eller en elektrod
från ett annat aggregat.
D Vidrör inte elektrodhållare anslutna till två svetsaggregat samtidigt
då det ger dubbla tomgångsspänningen.
D Använd endast väl underhållen utrustning. Reparera eller byt ut
skadad utrustning omedelbart. Underhåll enheten i enlighet med
handboken.
D Bär säkerhetssele om du arbetar ovanför golvnivån.
D Se till att alla paneler och kåpor sitter ordentligt på plats.
D Kläm fast arbetskabeln med god kontakt metall mot metall på
arbetsstycket eller arbetsbordet så nära svetsen som är praktiskt
möjligt.
D Isolera arbetsklämman när den inte är ansluten till arbetsstycket
för att förhindra kontakt med metallföremål.
D Anslut inte mer än en elektrod eller arbetskabel till en
svetskabelsanslutning. Koppla bort kabeln när den inte används.
D Använd jordfelsbrytare vid användning av utrustning på fuktiga
och våta platser.
HÖGA LIKSPÄNNINGAR ligger kvar i inverterkret-
sarna EFTER att nätspänningen kopplats bort.
D Stäng av enheten, koppla bort ineffekt och ladda ur
ingångskondensatorer
i enlighet med anvisningarna i handboken
innan du vidrör någon del.

OM−272476 Sida 2
HETA DELAR kan brännas.
D Vidrör inte heta delar med bara händerna.
D Låt utrustningen kallna en tid innan du arbetar
med den.
D Använd lämpliga verktyg och/eller bär tjocka,
isolerade svetshandskar och klädsel för att
undvika brännskador.
Svetsning producerar rök och gaser. Inandning
av dessa kan vara hälsofarligt.
RÖK OCH GASER kan vara hälsofarliga.
D Håll huvudet ute ur röken. Andas inte in röken.
D Ventilera arbetsområdet och/eller använd utsug vid svetsbågen
för att avlägsna rök och gaser om du arbetar inomhus.
Rekommenderat
sätt att kontrollera om ventilationen är tillräcklig
är att mäta innehåll och mängd rök och gaser som personalen
utsätts för.
D Använd godkänt andningsskydd om ventilationen är dålig.
D Studera tillverkarens säkerhetsdatablad (SDS) och anvisningar för
hantering av limmer, lacker, rengöringsmedel, förbrukningsmaterial,
kylmedel, avfettningsmedel, flussmedel och metaller.
D Arbeta endast i slutna utrymmen om de är välventilerade eller om
du bär friskluftsmask. Ha alltid en utbildad person i närheten.
Svetsrök och gas kan tränga undan luft och sänka syreinnehållet
vilket kan orsaka skador eller dödsfall. Se till att den luft du andas
är säker.
D Svetsa inte på ställen där man avfettar, rengör eller sprutmålar.
Bågens värme och strålar kan reagera med ångorna, vilket kan
ge upphov till mycket giftig och irriterande gasutveckling.
D Svetsa inte på belagda metaller, som t.ex. galvaniserat,
blyöverdraget
eller kadmiumpläterat stål, om inte beläggningen
avlägsnats
från svetsområdet, att lokalen är välventilerad och bär
vid behov friskluftmask. Beläggningar och metaller som innehåller
dessa ingredienser kan avge giftiga ångor om de svetsas.
Bågen från svetsprocessen producerar intensiva
synliga och osynliga (ultravioletta och infraröda)
strålar som kan bränna ögon och hud. Gnistor
hoppar från svetsen.
D Bär godkänd svetshjälm med rätt filter för att skydda ansiktet och
ögonen mot strålning och gnistor när du svetsar eller tittar på
(se ANSI Z49.1 och Z87.1 i Säkerhetsnormer).
D Bär godkända skyddsglasögon med sidoskydd under hjälmen.
D Använd skärmar för att skydda andra mot sken och bländande
ljus; varna dem från att titta direkt på bågen.
D Bär skyddsklädsel av kraftigt och flamsäkert material (läder, tjock
bomull, ylle). Skyddsklädseln omfattar oljefria material som
läderhandskar, tjock skjorta, byxor utan slag, höga skor och mössa.
STRÅLAR FRÅN BÅGEN kan bränna
ögon och skinn.
Svetsning på slutna behållare, som t.ex. tankar,
fat eller rör kan få dem att explodera. Svetsloppor
kan flyga från svetsbågen. Flygande svetsloppor,
heta arbetsstycken och het utrustning kan orsaka
bränder och brännskador. En elektrod som vidrör metallföremål kan
orsaka gnistor, explosion, överhettning och brand. Kontrollera att
området är säkert innan du börjar arbeta.
SVETSNING kan orsaka brand eller
explosion.
D Avlägsna allt antändbart material inom 10 m från svetsbågen. Täck
sådant material med godkända skydd om detta inte är möjligt.
D Svetsa inte där flygande svetsloppor kan träffa antändbart
material.
D Skydda dig själv och andra mot kringflygande svetsloppor och het
metall.
D Kom ihåg att svetsloppor och hett material från svetsning lätt kan ta
sig igenom små sprickor och öppningar till närliggande områden.
D Se upp för brand och ha alltid en brandsläckare till hands.
D Kom ihåg att svetsning på tak, golv, skott eller skiljeväggar kan
orsaka brand på den andra sidan.
D
Däckfälgar
och hjul får inte skäras eller svetsas. Däcken kan
explodera om de värms upp. Reparerade fälgar och hjul kan
haverera. Se OSHA 29 CFR 1910.177 i Säkerhetsstandarder.
D Svetsa inte på slutna behållare som innehållit brandfarligt material,
som t.ex. tankar, fat eller rör, för så vitt de inte är förberedda
i enlighet med AWS F4.1 (se Säkerhetsnormer).
D Svetsa inte där luften kan innehålla brandfarligt damm, gaser eller
ångor från vätskor (bland annat bensin).
D Anslut återledaren till arbetet så nära svetsområdet som är
praktiskt möjligt så att svetsströmmen inte leds långa, ev. okända
vägar, där den kan ge upphov till stötar, gnistor och brand.
D Använd inte svetsen för att tina frusna rör.
D Ta bort elektroden från hållaren eller klipp av svetstråden
vid kontaktröret när den inte används.
D Bär skyddsklädsel av kraftigt och flamsäkert material (läder, tjock
bomull, ylle). Skyddsklädseln omfattar oljefria material som
läderhandskar, tjock skjorta, byxor utan slag, höga skor och mössa.
D Ta ut allt antändbart material, som t.ex. gaständare eller
tändstickor
, ur dina fickor innan du börjar svetsa.
D Inspektera arbetsområdet efter svetsningen och se till att där inte
finns gnistor, glödande material och öppen eld.
D Använd endast rätt säkringar och säkerhetsbrytare. Använd inte
för stora och koppla inte förbi dem.
D Följ kraven i OSHA 1910.252 (a) (2) (iv) och NFPA 51B
beträffande arbete med heta material och låt någon hålla uppsikt
efter brand och ha en brandsläckare lätt tillgänglig.
D Studera tillverkarens säkerhetsdatablad (SDS) och anvisningar för
hantering av limmer, lacker, rengöringsmedel, förbrukningsmaterial,
kylmedel, avfettningsmedel, flussmedel och metaller.
KRINGFLYGANDE METALL och SMUTS
kan skada ögonen.
D Svetsning, mejsling, stålborstning och slipning
producerar gnistor och kringflygande metall.
När svetsen svalnar, kan slagg kastas
omkring.
D Bär godkända skyddsglasögon med sidoskydd också under
svetshjälm.
ANSAMLING AV GAS kan skada
hälsan eller döda.
D Stäng av gasen när den inte används.
D Ventilera alltid stängda lokaler eller bär godkänd
friskluftsmask.
ELEKTRISKA OCH MAGNETISKA FÄLT
(EMF) kan påverka medicinska implantat.
D Personer med pacemaker och andra implantat
ska hålla sig på avstånd.
D Personer med medicinska implantat ska vända sig till läkare
och tillverkaren av apparaten innan de går nära bågsvets-,
punktsvets-, mejsnings-, plasmabågskärnings- och
induktionsvärmningsarbeten.
Buller från vissa processer kan skada hörseln.
D Använd godkända öronskydd om ljudnivån
är hög.
BULLER kan skada hörseln.
Gastuber innehåller gas under högt tryck. Om en
tuben skadas, kan den explodera. Då gastuber
normalt används under svetsprocessen ska de
behandlas med försiktighet.
GASTUBER kan explodera om de
skadas.
D Skydda gastuber mot hög värme, mekaniska stötar, skador, slagg,
öppen eld, gnistor och bågar.
D Placera gastuberna stående och fäst dem på ett stationärt stöd
eller ett gastubställ så att de inte kan tippa.
D Håll gastuber på avstånd från svets- och andra elkretsar.
D Lägg aldrig svetsbrännare på gastuber.

OM−272476 Sida 3
D Låt aldrig en svetselektrod vidröra gastuber.
D Svetsa aldrig på gastuber − explosion blir följden.
D Använd endast korrekta gastuber, regulatorer, slangar
och kopplingar avsedda för den specifika tillämpningen; håll dem
och tillhörande delar i gott skick.
D Vänd bort ansiktet när du öppnar kranen på gastuben.
Stå inte framför eller bakom regulatorn när kranen öppnas.
D
Skyddskåpan
ska alltid sitta på plats över kranen utom när tuben
används eller är ansluten för användning.
D Använd korrekt utrustning, korrekta procedurer och tillräckligt
många personer när transporttuber ska lyftas, flyttas och
transporteras.
D Läs och följ instruktionerna för gastuber, tillhörande utrustning.
CGA:s skrift P-1 som finns i listan med säkerhetsföreskrifter.
1-3. Ytterligare faror vid installation, drift och underhåll
BRAND- ELLER EXPLOSIONSRISK.
D Placera inte enheten på, över eller nära
brandfarliga
ytor.
D Placera inte enheten nära brandfarligt material.
D Överbelasta inte ledningsnätet − se till att starkströmsnätet
är rätt dimensionerat, klassat och skyddat för denna enhet.
FALLANDE UTRUSTNING kan orsaka
skador.
D Använd lyftöglan endast för att lyfta enheten,
INTE för andra apparater, gascylindrar eller
andra tillbehör.
D Använd korrekta procedurer och utrustning
med tillräcklig kapacitet för att lyfta och bära
upp enheten.
D Om gaffeltruck används för att flytta enheten, måste gafflarna
vara så långa att de sticker ut på andra sidan av enheten.
D Håll utrustningen (kablar och sladdar) på avstånd från fordon
i rörelse vid arbeten över golvnivå.
D Följ riktlinjerna i handboken för de reviderade NIOSH
lyftberäkningarna
(dokument nr. 94−110) vid manuella lyft av
tunga komponenter och utrustning.
HÅRD OCH LÅNGVARIG ANVÄND-
NING kan orsaka ÖVERHETTNING
D En avkylningsperiod rekommenderas;
följ märkintermittensfaktorn.
D Reducera strömmen eller intermittensfaktorn
innan du börjar svetsa igen.
D Blockera eller filtrera inte luftflödet till enheten.
KRINGFLYGANDE GNISTOR kan ska-
da ögonen.
D Bär skyddsmask som skydd för ögon och
ansikte.
D Forma volframelektroden endast på
slipapparat försedd med lämpliga skydd på lämplig plats med
lämpliga skydd för ansikte, händer och kropp.
D Gnistor kan orsaka brand — håll brandfarliga material på
avstånd.
STATISK ELEKTRICITET (ESD) kan
skada kretskort.
D Sätt på dig jordade armband INNAN du
hanterar kort eller delar.
D Använd statiskt säkra fodral och boxar för att
förvara, flytta eller sända kretskort.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar.
D Håll dig på avstånd från klämpunkter som t.ex.
drivrullar.
SVETSTRÅD kan skada dig.
D Tryck inte av handtaget innan du instrueras att
göra så.
D Rikta inte handtaget mot kroppsdelar, andra
människor eller mot metall när du matar in
svetstråden.
BATTERIEXPLOSION kan skada dig.
D Använd inte svetsaggregatet för att ladda
batterier eller som starthjälp om det inte är
försett med en funktion för ändamålet.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar,
som t.ex. fläktar.
D Håll alla dörrar, paneler, lock och skydd
ordentligt
på plats och stängda.
D Låt endast utbildad personal avlägsna dörrar, paneler, kåpor och
skydd efter behov vid underhåll och felsökning.
D Sätt tillbaka dörrar, paneler, kåpor och skydd när underhållet
är avslutat och innan strömmen kopplas in.
LÄS ANVISNINGARNA.
D Läs och följ märkningar och bruksanvisningen
innan aggregatet installeras, används eller
underhålls.
Studera säkerhetsinformationen
i början av handboken och i varje avsnitt.
D Använd enbart originalreservdelar från tillverkaren.
D Utför installation, underhåll och service enligt bruksanvisningen,
branschstandarder och svenska normer och regler.

OM−272476 Sida 4
HÖGFREKVENSSTRÅLNING kan orsaka
störningar.
D Högfrekvens (H.F.) kan störa radionavigering,
räddningstjänster, datorer och kommunikations-
utrustning.
D Denna installation bör endast utföras av utbildad personal med
kännedom om elektronisk utrustning.
D Det är användarens ansvar att se till att en behörig elektriker
omedelbart
åtgärdar sådana störningsproblem som är uppstått
p g a denna installation.
D Upphör omedelbart med att använda utrustningen om
underrättats
om störning.
D Låt regelbundet kontrollera och underhålla utrustningen.
D Håll dörrar och paneler som är källor till högfrekvens ordentligt
stängda, håll gnistgap på rätt inställning och använd jordning och
avskärmning
för att minimera riskerna för störning.
BÅGSVETSNING kan orsaka störning.
D Elektromagnetisk energi kan störa känslig
elektronisk utrustning, som datorer och
datorstyrd utrustning som t.ex robotar.
D Se till att all utrustning i svetsområdet
är elektromagnetiskt kompatibel.
D För att minska ev. störning ska svetskablar hållas så korta som
möjligt, samlade och så lågt som möjligt, t.ex. på golvet.
D Svetsning bör inte utföras närmare än 100 meter från känslig
elektronisk utrustning.
D Se till att detta svetsaggregat installeras och jordas i enlighet
med denna handbok.
D Om störning ändå inträffar måste användaren vidta extra
åtgärder, som t.ex. att flytta svetsen, använda skärmade kablar,
använda linjefilter eller skärma av arbetsområdet.
1-4. Föreskrifter enligt Proposition 65 i Kalifornien
VARNING! Den är produkten kan exponera dig för kemikalier,
bland annat bly, som myndigheter i staten Kalifornien vet
orsakar cancer, missbildningar och andra fosterskador.
Mer information finns på www.P65W
arnings.ca.gov
.
1-5. Huvudsakliga Säkerhetsnormer
Safety in Welding, Cutting, and Allied Processes, American Welding
Society standard ANSI Standard Z49.1. Website: www.aws.org.
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1 from American National Standards Institute.
Website: www.ansi.org.
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1 from Glob-
al Engineering Documents. Website: www
.global.ihs.com.
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0 from Global
Engineering Documents. Website: www.global.ihs.com.
National Electrical Code, NFPA Standard 70 from National Fire Protection
Association. Website: www.nfpa.org and www. sparky.org.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1
from Compressed Gas Association. Website:www.cganet.com.
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2 from Canadian Standards Association.
Website: www.csagroup.org.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA Occupational Safety and Health Standards for General Industry,
Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart N, Part
1910 Subpart Q, and Part 1926, Subpart J. Website: www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement on
the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH).
Website: www.cdc.gov/NIOSH.
1-6. EMF-information
Elektrisk ström som flyter genom en ledare alstrar lokala elektriska och
magnetiska fält (EMF). Strömmen från bågsvetsning (och liknande
processer, bland andra punktsvetsning, mejsling, plasmabågskärning
och induktionsuppvärmning) alstrar ett elektromagnetiskt fält omkring
svetskretsen. Elektromagnetiska fält kan störa visa medicinska
implantat,
bland annat pacemakrar. Säkerhetsåtgärder för personer
som bär medicinska implantat måste vidtas. Exempelvis så kan
tillgängligheten
för förbipasserande begränsas och individuell
riskbedömning
kan göras för svetsare kan göras. Alla svetsare ska
använda följande procedurer för att minimera exponeringen för
elektromagnetiska
fält från svetskretsen:
1. Håll kablar samlade genom att vrida eller tejpa ihop dem eller
använda en kabelkanal.
2. Placera dig inte emellan svetskablarna. Lägg kablarna vid sidan
och på avstånd från operatören.
3. Linda inte kablarna runt kroppen.
4. Håll huvud och kropp på så stort avstånd från aggregatet
som möjligt.
5. Sätt arbetsklämman på arbetsstycket så nära svetsen som
möjligt.
6. Arbeta inte intill, sitt inte på och luta dig inte mot svetsaggregatet.
7. Svetsa inte medan du bär på svetsaggregatet eller trådmataren.
Medicinska implantat:
Personer med medicinska implantat ska kontakta sin läkare och till-
verkaren av apparaten innan de kommer nära bågsvets-, punktsvets-,
mejslings-, plasmabågskärnings-, och induktionsuppvärmningsarbe-
ten. Ovanstående procedurer rekommenderas om läkaren ger tillstånd.

OM-272476 Sida 5
KAPITEL 2 − DEFINITIONER
2-1. Ytterligare säkerhetssymboler och definitioner
.
Vissa symboler finns bara på CE-märkta produkter.
Varning! Se upp! Risker föreligger så som anges av symbolerna.
Safe1 2012−05
Kasta inte produkten (i förekommande fall) i hushållssoporna.
Återanvänd eller återvinn kasserade elektriska och elektroniska apparater genom att lämna dem
till en återvinningsstation.
Kommunens återvinningscentral eller närmaste återförsäljare kan bistå med ytterligare information.
Safe37 2017−04
Bär torra gummihandskar. Vidrör inte elektroder med oskyddad hand. Bär inte våta eller skadade handskar.
Safe2 2017−04
Skydda dig själv mot stötar genom att isolera dig från arbetsstycke och jord.
Safe3 2017−04
Koppla bort väggkontakten eller nätspänningen före arbete på maskinen.
Safe5 2017−04
Håll huvudet ute ur röken.
Safe6 2017−04
Ventilera eller använd en utsugningsanordning för att avlägsna rök.
Safe8 2012−05
Använd fläkt för att avlägsna rök.
Safe10 2012−05
Håll antändbart material på avstånd från svetsområdet. Svetsa inte i närheten av antändbart material.
Safe12 2012−05

OM-272476 Sida 6
Svetsloppor kan orsaka brand. Ha alltid en brandsläckare i beredskap och se till att en person i närheten
står klar att använda den.
Safe14 2012−05
Svetsa inte på fat och andra slutna behållare.
Safe16 2017−04
Avlägsna eller måla inte över etiketten.
Safe20 2017−04
Flygande bitar av delar kan orsaka skador. Bär alltid ansiktsskydd vid service på enheten.
Safe27 2012−05
Bär alltid långa ärmar och knäpp kragen vid service på enheten.
Safe28 2012−05
Efter att ha vidtagit rätta säkerhetsåtgärder, slå på strömmen till enheten.
Safe29 2012−05
Koppla bort väggkontakten eller nätspänningen före arbete på maskinen.
Safe30 2012−05
?
V
?
A
Se märketiketten för specifikationerna för matningsspänning.
Safe34 2012−05
Lär dig maskinen och läs anvisningarna innan du arbetar på maskinen.
Safe35 2012−05
Bär skyddshjälm samt ögon- och öronskydd. Knäpp skjortkragen.
Använd svetsmask med rätt filter. Bär hel skyddsdräkt.
Safe38 2012−05

OM-272476 Sida 7
Lär dig maskinen och läs anvisningarna innan du svetsar
eller arbetar på maskinen.
Safe40 2012−05
>60s
V
V
V
Farlig spänning finns kvar på ingångskondensatorerna efter att
strömmen stängts av. Vidrör ej fulladdade ingångskondensatorer.
Vänta alltid 60 sekunder efter att strömmen stängts av innan arbete
inleds på apparaten, OCH mät spänningen över kondensatorerna och
kontrollera att den är nära noll innan någon del vidrörs.
Safe42 2017−04
Anslut först grön eller grön/gul jordledare till jordkontakten.
Koppla matningsledningarna (U/L1, V/L2, W/L3) till polerna.
Safe121 2016−04
Använd endast lyftöglan för att lyfta enheten.
Använd rätt vagn för att flytta enheten.
Safe122 2016−04
2-2. Övriga symboler och definitioner
A
Ampere
V
Spänning
Tillslagen
Frånslagen
Primärspänning
Utgång
Fjärr
Gasmetallbågs
-
vetsning (GMAW)
Rörtrådsbågs
-
vetsning (FCAW)
Kolbågmejsling
(CAC-A)
Manuell
bågsvetsning
(MMA)
L
yfttändning
(GTAW)
Undervattensbågs-
vetsning (SAW)
TIG−svetsning
(GTAW)
Variabel induktans
Bågtryck
Positiv
Negativ
Trefas, statisk
frekvens−
omvandlare-transf
ormator-likriktare
U
2
Konventionell
belastning
I
2
Nominell
svetsström
U
1
Nätspänning
Hz
Hertz
I
1eff
Max. Effektiv
nätström
U
0
Märkspänning,
obelastad (OCV)
X
Intermittensfaktor
%
Procent
Trefas
Likström
S
Lämplig för
svetsning i en
miljö med ökad
risk för elektrisk
stöt
I
1max
Nominell effektiv
nätström
IP
Skyddsklass
Primäranslutning
Växelström
Skyddsjordning
(jord)
Ram eller chassi
Strömbrytare

OM-272476 Sida 8
KAPITEL 3 − SPECIFIKATIONER
3-1. Funktioner och fördelar
LVCt Nätspänningskompensation är en krets som håller effekten från strömkällan konstant oavsett fluktuationer i ineffekten.
Wind Tunnel Technologyt cirkulerar luft över komponenter som kräver nedkylning, inte över elektroniska kretsar, vilkar reducerar föroreningar och
förbättrar
tillförlitligheten i svåra svetsmiljöer.
Fan-On-Demandt−kylsystemet för strömkällan arbetar bara när det behövs vilket reducerar buller, energiförbrukning och mängden luftburna
föroreningar
som dras in genom kylaren.
Termiskt överlastskydd stänger automatiskt av enheten, endast när det är nödvändigt för att förhindra att de interna komponenterna skadas om
intermittensfaktorn överskrids eller luftflödet och kylningen är begränsade (se avsnitt 3-9).
Automatisk fjärravkänning gör det möjligt för enheten att automatiskt känna av när en fjärrkontroll ansluts. Användning av fjärrkontroll beror på
lägesomkopplarinställningen
(se avsnitt 5-2).
Lift-Arct TIG starts tillhandahåller en förorerningsfri svetsning utan användning av högfrekvens i Lift-Arc TIG svetsläget (se avsnitt 6-3).
Adaptive Hot Startt for Stick ökar utgångs−ampere i början av svetsningen, vilket eliminerar risken för att elektroden fastnar i CC och
Stick−svetslägen (se avsnitt 8-2 och 8-3).
3-2. Bågkontroller
DIG−kontroll gör det möjligt för bågegenskaper, mjuk versus styv, att ändras för specifika tillämpningar och elektroder i Stick−svetslägen (se avsnitt
8-2 och 8-3).
Induktans−kontroll påverkar bågstyvhet, kulbredd och utseende och pölfluiditet i MIG−svetsningslägen (se avsnitt 7-2).
3-3. Placering av serienummer− och märketikett
Serienumret
och märkuppgifterna för denna produkt återfinns på bakpanelen. Använd märketiketten för att fastställa specifikationerna för
matningsspänning
och/eller nominell effekt. För framtida bruk, skriv serienumret i utrymmet som tillhandahålls på baksidan av den här manualen.
3-4. Programvarulicensavtal
Licensavtalet för slutanvändare samt eventuella tredje parts meddelanden och villkor som gäller tredje parts programvara återfinns på
https://www
.millerwelds.com/eula
och införlivas häri genom denna referens.
3-5. Information om standardsvetsparametrar och inställningar
OBS! − Varje svetstillämpning. Även om vissa Miller Electric−produkter är avsedda att identifiera och automatiskt ställa in särskilda svetsparametrar
och −inställningar baserat på specifika och relativt begränsade tillämpningsvariabler som matas in av slutanvändaren, är dessa standardinställningar
endast avasedda för referensändamål; och slutliga svetsresultat kan påverkas av andra variabler och tillämpningsspecifika omständigheter.
Lämpligheten
av alla parametrar och inställningar ska utvärderas och modifieras av slutanvändaren efter behov baserat på tillämpningsspecifika krav.
Slutanvändaren
är ensamt ansvarig för val och koordinering av lämplig utrustning, anpassning eller justering av standardsvetsparametrar och
−inställningar, samt ultimat kvalitet och hållbarhet av alla resulterande svetsar. Miller Electric avsäger sig uttryckligen alla eventuella underförstådda
garantier, inklusive underförstådd garanti beträffande lämplighet för ett särskilt ändamål.
3-6. Enhetens specifikationer
. Använd inte informationen i enhetens specifikationstabell för att fastställa de elektriska servicekraven. Se avsnitt 4-7 och 4-8 för information om
anslutning av matningsspänning.
. Denna utrustning levererar märkeffekten vid en omgivningstemperatur på 104 5F (40 5C).
A. Inspänning och ström vid nominell effekt
Svetsmetod
Märkeffekt
Matningsström
vid
nominell effekt (50Hz)
Matningsspänning
(50 Hz trefasig)
Ström
(Ampere)
Spänning
(likspänning)
Intermittensfaktor
(%)
380 VAC 400 VAC KW KVA
GTAW (Lift-Arc TIG)
GTAW (TIG)
650 34 100 39,1 37,4 24,2 25,8
750 34 60 45,3 43,2 28,2 29,8
815 34 25 49,4 46,9 30,6 32,5
SMAW (Stick)
650 44 100 49,9 47,4 30,9 32,8
750 44 60 57,9 55,0 35,8 38,2
GMAW/FCAW (Gas)
FCAW-S (Ingen gas)
SAW (Subarc)
CAC-A (hålhjärn)
650 44 100 49,9 47,4 30,9 32,8
750 44 60 57,9 55,0 35,8 38,2
815 44 25 63,5 60,2 39,1 41,8
Tomgång (fläkt avstängd)
Ej tillämpligt
1,00 1,61 0,084 1,12
Tomgång (fläkt på) 1,07 1,70 0,183 1,17

OM-272476 Sida 9
B. Effektintervall
Svetsmetod Effektintervall
Märkspänning,
obelastad (U
o
)
380 VAC 460 VAC
GTAW (Lift-Arc TIG) Effekt på 10A−815A 12V 12V
GTAW (TIG) Fjärr 10A−815A 61V 72V
SMAW (Stick)
Fjärr 30A−815A 65V 79V
Effekt på 30A−815A 65V* 79V*
CAC-A (hålhjärn)
Effekt på 30A−815A 65V* 79V*
GMAW/FCAW (Gas)
Fjärr 10V−44V 65V 79V
Effekt på 10V−44V 65V 79V
FCAW-S (Ingen gas)
Effekt på 10V−44V 65V 79V
SAW (Subarc) Fjärr 10V−65V 65V 79V
*Se avsnitt 5-3 för mer information om läget med låg tomgångsspänning.
3-7. Mått och vikt
269320-A / 269319-B
Vikt
76,2 kg
14-1/4 tum
(362 mm)
28-3/16 tum
(716 mm)
24-3/16 tum
(614 mm)
31-5/8 tum
(803 mm)
16-11/16 tum
(406 mm)
11/16 tum
(17 mm)
30-1/4 tum
(768 mm)
3-8. Miljödata
A. IP−klass
IP−klass
IP23
Denna utrustning är avsedd för utomhusbruk.
IP23 2017−02
B. Temperaturdata
Drifttemperatur* Förvarings−/transporttemperatur
14 till 104°F (−10 till 40°C)
*Uteffekten sjunker vid temperaturer över 104 °F (40 °C).
−4 till 131°F (−20 till 55°C)
Temp_2016-07

OM-272476 Sida 10
C. Information om elektromagnetisk kompatibilitet (EMC)
! Denna Klass A−utrustning är inte avsedd för användning i bostadsorter där den elektriska strömmen tillhandahålls av det
allmännyttiga
lågspänningsförsörjningssystemet. Potentiella svårigheter kan uppstå med att säkerställa elektromagnetisk
kompatibilitet
på sådan orter, p.g.a. både ledningsbundna och utstrålade störningar.
Denna utrustning uppfyller IEC61000-3-11 och IEC 61000−3−12 och kan anslutas till det allmännyttiga lågspänningsförsörjningssystemet
förutsatt att impedansen Z
max
i allmännyttiga lågspänningsförsörjningssystemet vid platsen för den gemensamma kopplingen är under 14,74 mW
(eller kortslutningseffekten S
sc
är över 10 854 131 VA). Det är utrustningsinstallatörens eller −användarens ansvar att se till, vid behov genom
konsultering med distributionsnätverksoperatören, att systemimpedansen uppfyller impedansrestriktionerna.
ce-emc 1 2014-07
3-9. Intermittensfaktor och överhettning
Intermittensfaktorn
är den procent
av 10 minuter som enheten kan
svetsa med nominell belastning
utan att överhetta.
Om enheten överhettas stannar
utmatningen,
ett felmeddelande
visas (se avsnitt 10-3) och
kylfläkten
går igång. Vänta tills
enheten har svalnat och
felmeddelandet
försvinner. Sänk
ampere eller intermittensfaktorn
före svetsningen.
OBS! − Om intermittensfaktorn
överskrids, kan enheten skadas
och garantin annulleras.
Överhettning
A/V
ELLER reducera
intermittensfaktorn
intermittens
1 4/95 − SA-181 560 / 263 638-A
Kontinuerlig
svetsning
100% intermittensfaktor vid 650 A
60% intermittensfaktor vid 750 A
6 minuters svetsning 4 minuters vila
25% intermittensfaktor vid 815 A
2,5 minuters svetsning 7,5 minuters vila
0
100
200
300
400
500
600
700
800
900
10 100
EFFEKT I AMPERE
% INTERMITTENSFAKTOR
20
30
40
50 60
70
80 90
3-10. Statisk effekt−egenskaper
De statiska (effekt) egenskaperna hos svetsströmkällan kan beskrivas som platta under GMAW− och SAW−processerna och slokande under
SMAW−, CAC−A− och GTAW− processerna. Statiska egenskaper påverkas även av kontrollinställningarna (inklusive programvaran), elektroden,
skyddande gasen, svetskonstruktionsmaterialet och andra faktorer. Kontakta fabriken för specifik information om de statiska egenskaperna hos
svetsaggregatet.

OM-272476 Sida 11
KAPITEL 4 − INSTALLATION
!
Specialinstallation
kan fordras i
utrymmen med bensin eller
flyktiga vätskor − se NEC artikel
511 eller CEC kapitel 20.
1 Lyftögla
2 Lyftgafflar
Använd lyftögla eller gaffeltruck för att
flytta utrustningen.
För ut gafflarna på motsatta sidan av
utrustningen.
3
Primärfrånskiljare
Placera enheten nära ett lämpligt
nätuttag.
4-1. Val av plats
3
18 tum
(460 mm)
18 tum
(460 mm)
ELLER
1
2
Förflyttning
Placering och luftflöde
loc_large 2015-04
! Flytta eller använd inte enheten
där den kan tippa.
Anteckningar

OM-272476 Sida 12
4-2. Välja kablagedimension*
OBS! − Den totala kabellängden i svetskretsen (se tabellen nedan) är den kombinerade längden av båda svetskablarna. Om strömkällan
exempelvis är 30 m från arbetsstycket är den totala kabellängden i svetskretsen 60 meter (2 kablar x 30 m). Använd 60 m kolumnen för att
fastställa kabelstorleken.
Svetskabeldimension** och maximal total kabellängd (koppar) i svetskretsen
Överskrider inte***
30 m eller kortare 45 m 60 m 70 m 90 m 105 m 120 m
Svetsström
(A)
10 − 60%
in-
termittens-
faktor
AWG (mm
2
)
60 − 100%
in-
termittens-
faktor
AWG (mm
2
)
10 − 100% intermittensfaktor
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
600 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120)
700 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120) 4x4/0 (4x120)
800 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x4/0 (3x120) 3x4/0 (3x120) 4x4/0 (4x120) 4x4/0 (4x120)
900 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95)
* Detta diagram är en allmän riktlinje och kanske inte passar alla tillämpningar. Om kabeln överhettar, använd en kabel av nästa större storlek.
**Svetskabeldimensionen (mm
2
) baseras på endera 4 V eller mindre spänningsfall eller en strömtäthet på minst 0,15 mm
2
per ampere.
( ) = mm
2
metriskt
****Använd endast likström för avstånd mellan 30 m och upp till 60 m. För längre avstånd än vad som visas i denna guide, se AWS Fact Sheet
No. 39, Welding Cables, som finns tillgängligt från American Welding Society på http://www.aws.org.
Ref. S-0007-M 2017−08
4-3. Svetskabelsanslutningar
! Slå från strömmen före anslutning
av svetskablar.
! Använd inte slitna, skadade,
underdimensionerade eller
reparerade kablar.
1 Positiv (+) svetskabelsanslutning
2 Negativ (−) svetskabelsanslutning
. Se avsnitt 4-4 för information om hur
du ansluter svetskabelsanslutningar,
samt avsnitt 6-1 t.o.m. 9-1 för
standardanslutningsdiagram.
output term1 2015−02
1
2

OM-272476 Sida 13
4-4. Ansluta svetskablar
269 322-A
! Slå från strömmen före anslutning
av svetskablar.
!
Underlåtenhet
att ansluta
svetskablar
på rätt sätt kan orsaka
kraftig värme och starta en brand
eller skada maskinen.
! Använd svetskablar av rätt storlek
(se avsnitt 4-2).
1 Svetskabelsanslutning
2T
illhandahållen
svetskabelsanslutningsmutter
3T
illhandahållen
svetskabelsanslutningsbult
4 Kopparstav
5 Svetskabelsanslutning
Ta bort medföljande bult och mutter från
svetskabelanslutningen.
Fäst
svetskabelkontakterna på
svetskabelanslutningen
med muttern och
bulten som i bilden, så att
svetskabelanslutningen
är hårt åtdragen
mot kopparstaven. Placera inte något
mellan svetskabelanslutningen och
kopparstaven.
Se till att ytorna på
svetskabelanslutningen
och
kopparstaven
rena.
Verktyg:
3/4 tum (19 mm)
1
2
3
4
5
5
4-5. Information om 14−poligt fjärruttag
AJ
B
K
I
C
L
NH
D
M
G
E
F
Ref. 269319-B
Uttag* Uttagsinformation
~24 VOLT
A 24 V AC Skyddad av tilläggsskydd CB2.
B Kontaktslutning till A sluter 24 V kontaktorstyr-
ningskretsen.
FJÄRRKONTROLL
C Effekt till fjärrkontroll; +10 V DC i metallbågsvets-
ningsläge. 0 till +10 V DC i andra lägen.
D Fjärrkontrollskrets gemensam.
E 0 till +10 volt insignal från fjärrkontroll.
A/V
AMPERE
SPÄNNING
F Strömåterkoppling, +1 VDC per 100 A.
H Spännings återkoppling; +1 V DC per 10 V
svetsspänning.
JORD
G Krets gemensam för 24 V AC krets.
K Chassi gemensam
*
Å
terstående uttag används ej.

OM-272476 Sida 14
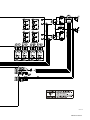
4-6. Tilläggsskydd
1 115 V 20 Amp AC uttag
2 Tilläggsskydd CB1
3 Tilläggsskydd CB2
CB1 skyddar duplexuttag.
CB2 skyddar 24−voltsdelen av
det 14−poliga fjärruttaget mot
överbelastning.
Tryck på knappen för att
återställa
tilläggsskyddet.
Ref 272 773-A
2
3
1
Anteckningar
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
Sidan laddas ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
























































Miller DIMENSION 650 CE Bruksanvisning
- Kategori
- Svetssystem
- Typ
- Bruksanvisning
- Denna manual är också lämplig för