
SE
Valid for program version 1.200459 310 070 050221
AristoPendant U8
Bruksanvisning

− 2 −
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
1 INTRODUKTION 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Utrustning 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Gör detta först 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Display 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Symboler i displayen 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Knapparna 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 Allmänt om inställningar 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.1 Inställning av siffervärden 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.2 Inställning med givna alternativ 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.3 Inställningar PÅ/AV eller JA/NEJ 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 ENTER och AVBRYT 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENYER 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Huvudmeny 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Tilläggsfunktionsmeny 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Svetsdatainställningsmeny 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Mätbild 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Minnensmeny 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Snabbinställningsmeny 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Menystruktur 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MIG/MAG−SVETSNING 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Inställningar i svetsdatainställningsmenyn 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.1 MIG/MAG−svetsning med kort−/spraybåge 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 MIG/MAG−svetsning med pulsning 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Funktionsförklaringar för inställningar 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Spänning 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 Trådmatningshastighet 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.3 Induktans 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.4 Regulatortyp 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.5 Pulsström 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.6 Pulstid 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.7 Pulsfrekvens 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.8 Bakgrundsström 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.9 “Slope” 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.10 Ka 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.11 Ki 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.12 Synergi 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.13 Gasförströmning 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.14 Krypstart 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.15 Varmstart “Hot start“ 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.16 Kraterfyllnad 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.17 Avsnörningspuls 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.18 Efterbrinntid 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.19 Gasefterströmning 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.20 Gränser 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.21 Punktsvetsning 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MMA−SVETSNING 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Inställningar i svetsdatainställningsmenyn 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Funktionsförklaringar för inställningar 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.1 Ström 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.2 Bågtryck 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.3 Min. strömfaktor 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.4 Synergi 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.5 Gränser 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 3 −
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
5 TIG−SVETSNING 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Inställningar i svetsdatainställningsmenyn 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 TIG−svetsning utan pulsning 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 TIG−svetsning med pulsning 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Funktionsförklaringar för inställningar 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.1 HF 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.2 LiftArc 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.3 2−takt 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.4 4−takt 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.5 Ström 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.6 Pulsström 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.7 Bakgrundsström 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.8 Pulstid 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.9 Bakgrundstid 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.10 “Slope up” 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.11 “Slope down” 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.12 Gasförströmning 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.13 Gasefterströmning 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.14 Gränser 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Övriga funktionsförklaringar 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Gasspolning 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 KOLBÅGSMEJSLING 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Inställningar i svetsdatainställningsmenyn 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Funktionsförklaringar 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.1 Spänning 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.2 Induktans 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.3 Regulatortyp 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Aristo SuperPulse 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Tråd och gaskombinationer 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Olika pulsningsmetoder 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Inställningar i svetsdatainställningsmenyn 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Funktionsförklaringar för inställningar 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4.1 Fas 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Trådmatarenhet 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MINNESHANTERING 29 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Inställningslådans arbetssätt 29 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Lagra 29 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Radera 31 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Återkalla 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Kopiera 33 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 TILLÄGGSFUNKTIONER 34 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 MINNESKORTFUNKTIONER 34 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Felmeddelande 35 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 4 −
TOCs
Rätt till ändring av specifikationer utan avisering förbehålles.
11 KONFIGURATIONSMENY 36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1 Låsfunktion 36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.1 Låskodstillstånd 36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1.2 Ange / ändra låskod 38 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2 Fjärrdonskonfiguration 38 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.2 Konfigurering för digitalt fjärrdon 38 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2.3 Konfigurering för analogt fjärrdon 39 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3 MIG/MAG grundinställningar 40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3.1 Avtryckarfunktion (2−takt / 4−takt) 40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3.2 Mjukaknappfunktion 41 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3.3 Spänningsmätning i kortpulsning 43 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3.4 4−taktskonfiguration 43 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4 MMA grundinställningar 44 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.1 “Hot start” amplitud 44 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.2 Varmstartstid “Hot start” 44 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4.3 Droppsvetsning 44 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5 Generella inställningar 45 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.1 Snabbinställning mjuka knappar 45 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.2 Dubbla startsignaler 45 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.3 Panel aktiv i fjärr. 45 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.4 Automatisk minneslagring 46 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.5.5 Svetsdatabyte med pistol 46 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.6 Multipla matarenheter 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.6.1 Svetsdata 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.7 Måttenhet 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 KVALITETSFUNKTIONER 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 PRODUKTIONSSTATISTIK 49 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 FELLOGG 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1 Radera felmeddelande 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2 Visa sammanställning av fel 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3 Felkodslista 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.4 Beskrivning av felkoder 52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 KUNDSPECIFIKA SYNERGILINJER 55 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.1 Ange spännings− / tråd−koordinater 55 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.1.1 Kortbåge/spraybåge 55 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.1.2 Pulsning 56 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.2 Ange giltig tråd−/gas−kombination 56 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.3 Skapa egna tråd/gas−alternativ 57 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.4 Radera en egendefinierad synergilinje 58 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 GRÄNSKONFIGURATION 58 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 ÖVRIG INFORMATION 59 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.1 ESAB Logic Pump (Vattenspärr) 59 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TRÅD OCH GASKOMBINATIONER 60 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTÄLLNINGSNUMMER 62 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 5 −
bi09dints
1 INTRODUKTION
För att få så stor nytta som möjligt av din svetsutrustning rekommenderar vi dig att
läsa denna bruksanvisning.
För allmän information om drift se strömkällans bruksanvisning.
Den text som presenteras i displayen finns tillgänglig på följande språk:
engelska, svenska, finska, norska, danska, tyska, franska, italienska, holländska,
spanska, portugisiska, ungerska, polska, amerikanska och tjeckiska.
1.1 Utrustning
AristoPendant U8 levereras med hållare, 3 st distansskruvar och en engelsk
bruksanvisning.
Ytterligare språk av bruksanvisningen och reservdelsförteckning finns tillgängligt på
internetadressen www.esab.com
Under ”Products” och ”Welding & cutting equipment” finns länken till sidan där du
både kan söka efter och ladda ned bruksanvisningar och reservdelsförteckning.
1.2 Gör detta först
Denna meny syns i displayen första gången man startar maskinen.
Vid leverans är inställningslådan inställd på engelska för att välja ditt språk gör på
följande sätt.
Tryck på för att komma till huvudmenyn.
ESAB AristoMig
Placera markören
med hjälp av pil−
knapparna på raden
för AUXILIARY
FUNCTIONS
Tryck ENTER
PROCESS: MIG/MAG
METHOD: DIP / SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar+8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS "
SET MEASURE MEMORY
FAST
MODE ENTER
SE

− 6 −
bi09dints
AUXILIARY FUNCTIONS
Placera markören på raden
för CONFIGURATION
Tryck ENTER
MEMORY CARD OPERATIONS
CONFIGURATION
QUALITY FUNCTIONS
PRODUCTION STATISTICS
ERROR LOG
USER DEFINED SYNERGIC DATA
LIMIT EDITOR
QUIT ENTER
AUXILIARY FUNCTIONS − CONFIGURATION
Tryck på ENTER för att få
fram en lista över vilka
språk som är tillgängliga i
inställningslådan.
LANGUAGE: ENGLISH
CODE LOCK
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
TIG DEFAULTS
GENERAL DEFAULTS
MULTIPLE WIRE FEEDERS
UNIT OF LENGTH: METRIC
QUIT ENTER
Placera markören på raden för ditt språk och tryck ENTER. ENGLISH
SVENSKA
SUOMI
DANSK
DEUTSCH
FRANCAIS
ITALIANO ↓
SE

− 7 −
bi09dints
1.3 Display
ESAB AristoMig
PROCESS: MIG/MAG
METOD: KORT / SPRAY
TRÅDTYP: Låg / olegerad Fe
SKYDDSGAS: CO2
TRÅDDIMENSION 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
SNABB−
INSTÄL. ENTER
Markören
Inställningslådans markör presenteras som ett skuggat fält runt texten varvid den
markerade texten blir vit. Markören visas i bruksanvisningen med fet text.
Textrutor
Längst ner i displayen finns fem rutor med text som förklarar den aktuella funktionen
för de fem knapparna strax därunder.
Sparläge
För att öka bakgrundsbelysningens livslängd släcks den efter tre minuter om ingen
aktivitet pågår.
1.3.1 Symboler i displayen
A Svetsdatauppsättning som är vald
B Återkallat minnespositionsnummer
C Mer information finns på nästa sida
D Välj plus/minus knapparna markerade
med * för att öka eller minska ett
parametervärde
E Välj plus/minus knapparna markerade
med # för att öka eller minska ett
parametervärde
SE

− 8 −
bi09dints
1.4 Knapparna
Med pilknapparna kan man flytta markören till olika rader i displayen.
Med menyknappen kommer man alltid tillbaka till huvudmenyn.
Plus/minus−knapparna används för att öka (+) eller minska (−) ett
inställningsvärde.
De två plus/minus−knapparna är märkta med varsin symbol. De flesta
sifferinställningar kan göras med valfri plus/minus−knapp men vissa inställningar
måste göras med knapp märkt eller (symbolerna är synliga i displayen).
Kort tryck på knappen ger ökning/minskning i små steg. Hålls knappen nertryckt
längre tid ökar inställningsstegen.
Mjuka knappar
De fem knapparna i rad under displayen har
varierande funktioner, de är så kallade “mjuka”
knappar, det vill säga kan ha olika funktion
beroende på vilken meny du befinner dig i.
Den aktuella funktionen för dessa knappar
framgår av texten i displayens nedre rad.
När funktionen är aktiv indikeras detta med en vit
prick bredvid texten .
Vid aktivering av fjärrdonsläge i mätbilden tryck
på knappen FJÄRR, texten försvinner från
displayen. För att återgå tryck på AVBRYT.
1.5 Allmänt om inställningar
Tre typer av inställningar förekommer i huvudsak:
Inställning av siffervärden
Inställning med givna alternativ
Inställning av läge PÅ/AV eller JA/NEJ
1.5.1 Inställning av siffervärden
Vid inställning av ett siffervärde använder man någon av de båda plus/minus−knap-
parna för att öka eller minska ett givet värde. En del värden kan också ändras från
fjärrdonet.
SE

− 9 −
bi09dints
1.5.2 Inställning med givna alternativ
Vissa inställningar görs genom att man markerar ett alternativ i en lista.
Så här kan en sådan lista se ut:
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
MIG SUPERPULS
Markören är här placerad på raden för MIG/MAG. Genom att trycka på
ENTER−knappen i detta läge har alltså alternativet MIG/MAG valts.
Vill man istället välja något annat alternativ placerar man markören på rätt rad
genom att stega upp eller ner med pilknapparna.
Därefter trycker man på ENTER−knappen.
Vill man lämna listan utan att göra något val trycker man på AVBRYT−knappen.
Vid vissa inställningar är alternativen så många att de inte kan visas samtidigt i
listan. En pil i listans övre eller nedre högra hörn indikerar att det finns fler alternativ
som blir synliga om man stegar upp eller ner med pilknapparna.
1.5.3 Inställningar PÅ/AV eller JA/NEJ
För vissa funktioner kan man ställa in värdena PÅ och AV respektive JA och NEJ.
Synergifunktionen vid MIG/MAG− och MMA−svetsning är ett exempel på en sådan
funktion. Inställningar PÅ/AV eller JA/NEJ kan göras på två sätt:
Dels kan man välja PÅ eller AV respektive JA eller NEJ ur en lista med alternativ
såsom beskrivs här ovan.
Man kan även använda de båda plus/minus−knapparna för att ange PÅ/AV eller
JA/NEJ. (Gäller i vissa funktioner)
+ (plus) = PÅ eller JA
− (minus) = AV eller NEJ
1.6 ENTER och AVBRYT
De båda “mjuka” knapparna längst till höger är reserverade för ENTER och AVBRYT.
ENTER−tryckning innebär verkställande av ett markerat val i en meny eller i en
lista.
AVBRYT−tryckning innebär att man backar till föregående meny eller bild.
SE

− 10 −
bi09dints
2 MENYER
Inställningslådan använder flera olika menyer. Menyerna är huvud−, tilläggsfunk-
tions−, konfigurations−, svetdatainställnings−, mät−, minnes− och snabbinställnings-
meny. Under uppstart visas även en uppstartsbild med information om vilken
programversion som gäller.
2.1 Huvudmeny
I HUVUDMENY kan man
byta svetprocess svets
ESAB AristoMig
b
yta
svetprocess,
svets−
metod, trådtyp mm.
Från denna meny kan man
komma vidare till alla andra
undermenyer.
PROCESS: MIG/MAG
METOD: KORT / SPRAY
TRÅD TYP: Låg / olegerad Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
SNABB−
INSTÄLL ENTER
2.1.1 Tilläggsfunktionsmeny
I TILLÄGGSFUNKTIONS−
MENY kan man se på
TILLÄGGSFUNKTIONER
MENY k
an
man
se
p
å
minneskortfunktiner. Byta
till konfigurationsmenyn,
titta på kvalitetsfunktioner,
produktionsstatistik, fellogg
mm.
MINNESKORT FUNKTIONER
KONFIGURATION
KVALITETSFUNKTIONER
PRODUKTIONSSTATISTIK
FEL LOGG
KUNDSPECIFIKA SYNERGILINJER
INSTÄLLNING GRÄNSER
AVBRYT ENTER
2.1.1.1 Konfigurationsmeny
I KONFIGURATIONS−
MENY kan man byta språk
TILLÄGGSFUNKTIONER − KONFIGURATION
MENY k
an
man
b
yta
spr
åk
,
ändra olika grund−
inställningar, måttenhet
mm.
SPRÅK: SVENSKA
LÅSFUNKTION
FJÄRRDON
MIG/MAG GRUNDINST.
MMA GRUNDINST.
GENERELLA INST.
MULTIPLA MATARENHETER
MÅTTENHET: METER
AVBRYT ENTER
SE

− 11 −
bi09dints
2.1.2 Svetsdatainställningsmeny
I SVETSDATAINSTÄLL−
NINGSMENY kan man
SVETSDATAINSTÄLLNINGAR
NINGSMENY k
an
man
ändra på olika svets−
parametrar. Menyn ser olika
ut beroende på vilken
svetsprocess man valt. I
detta exempel är det
MIG/MAG svetsning med
kort/spraybåge.
SPÄNNING: # 26.8 (+0.0) V
TRÅDMATNINGSH.: * 6.0 m/min
INDUKTANS: 80 %
SYNERGI PÅ
START DATA...
STOPP DATA...
GRÄNSER
KRATER
FYLLNAD
HOT
START
4−
TAKT AVBRYT
2.1.3 Mätbild
I MÄTBILDEN kan man
under pågående svetsning
KORT/SPRAY. Låg/olegerad Fe, CO2, 1,2 mm
un
d
er
p
å
g
å
en
d
e
svetsn
i
ng
se uppmätta värden för
olika svetsparametrar.
De uppmätta värdena finns
kvar i displayen även efter
det att svetsningen
avslutats.
Man kan gå till andra
menyer utan att tappa
mätvärdena.
# 22.5 Volt
126 Amp
* 6,0 m/min
KRATER
FYLLNAD
HOT
START
4−
TAKT FJÄRR AVBRYT
Pilen längst ner till höger i displayen indikerar att det finns mer information än vad
som får plats i displayen.
I mätbilden kan man ändra värdet för vissa parametrar. Vilka dessa parametrar är
beror på vilken svetsprocess som är inställd. De parametervärden som kan justeras
är alltid markerade med # eller *.
Om inställt värde är ändrad under icke svetsning ändras mätvärdet till noll för att inte
det ska ske något missförstås.
TIPS!
I pulsning kan man välja om spänningsvärdet skall visas som medelvärde eller som
toppvärde. Denna inställning kan göras under MIG/MAG grundinställningar, se
kapitel 11.3.
SE

− 12 −
bi09dints
2.1.4 Minnensmeny
I MINNESMENY kan man
lagra återkalla och radera
MINNES FUNKTIONER − LAGRADE DATAUPPS
l
agra,
å
ter
k
a
ll
a
oc
h
ra
d
era
olika inställda svetsdata.
Svetsdatauppsättningarna
kan lagras i 99 olika
minnespositioner.
1 2 5 11 12
LAGRA AVBRYT
2.1.5 Snabbinställningsmeny
I SNABBINSTÄLLNINGS−
MENY kan man
“
länka
”
KORT/SPRAY. Låg/olegerad Fe, CO2, 1,2 mm
MENY k
an
man
“lä
n
k
a
”
mjuka knappar från svets−
dataminnespositioner.
Inställningen av detta göres
under generella inställning-
ar.
# 0.0 Volt
0 Amp
* 6,0 m/min
SVETS
DATA 1
SVETS
DATA 2
SVETS
DATA 3
SVETS
DATA 4
2ND
FUNCT
För vidare information hur man ställer in denna meny se kapitel 11.5.1
“Snabbinställning mjuka knappar”.
SE

− 13 −
bi09dints
2.2 Menystruktur
TILLÄGGSFUNKTION STÄLL MÄT MINNE SNABBINSTÄL.
STOPPDATA KOPIERA
STARTDATA ÅTERK.
RADERA
LAGRA
*) Detta är startbilden (mätbilden) som visas när man slår på maskinen.
Exemplet ovan gäller för MIG/MAG−svetsning med synergi.
TILLÄGGSFUNKTION tilläggsfunktionsmeny se sidan 34
STÄLL svetsdatainställnings-
meny
för MIG/MAG−svetsning, se sidan 14
för MMA−svetsning, se sidan 20
för TIG−svetsning, se sidan 21
för kolbågsmejsling, se sidan 25
för MIG Superpuls, se sidan 26
MÄT mätbild se sidan 11
MINNE minnesmeny se sidan 29
SNABBINSTÄL. snabbinställningsmeny se sidan 45
SE

− 14 −
bi09d1s2
3 MIG/MAG−SVETSNING
Huvudmeny −−> Process
Vid MIG/MAG−svetsning smälter en ljusbåge en kontinuerligt frammatad tråd,
smältan skyddas av en skyddsgas.
Pulsning används för att påverka överföring av dropparna från ljusbågen så att den
blir stabil och sprutfri även vid låga svetsdata.
I tabellen på sidan 60 visas de tråddimensioner som kan väljas för MIG/MAG−svets-
ning med KORT− / SPRAYBÅGE.
I tabellen på sidan 61 visas de tråddimensioner som kan väljas för MIG/MAG−svets-
ning med PULSNING.
3.1 Inställningar i svetsdatainställningsmenyn
3.1.1 MIG/MAG−svetsning med kort−/spraybåge
Inställningar Inställningsområde Inställ-
ningssteg
Värde
efter åter-
ställning
Synergi−
beroende
Inställbar
i synergi
Spänning 8 − 60 0,25 (visas
med en
decimal)
synergiav-
vikelse
0
x x
Trådmatningshastighet** 0,8 − 25,0 m/min 0,1 m/min 5 m/min x
Induktans 0 − 100 % 1 80 % x x
Regulatortyp 1 − 12 1 4 x
Synergi AV eller PÅ − PÅ * − −
Gasförströmning 0,1 − 25 s 0,1 s 0,1 s x
Krypstart NEJ eller JA − NEJ x
“Hot start” NEJ eller JA − NEJ x
“Hot start” tid 0 − 10 s 0,1 s 1,5 s x
“Hot start” trådmatning Hela trådmatnings-
området
0,1 m/min 2 m/min x
“Hot start“ spänning Hela spännings−
området
0,25 V 4,5 V x
Kraterfyllnad NEJ eller JA − NEJ x
Kraterfyllnadstid 0 − 10 s 0,1 s 1,5 s x
Slutlig kraterfyllnadstråd-
matning
1,5 m/min till aktuell
trådmatningshastig-
het
0,1 m/min 3 m/min x
Slutlig kraterfyllnads-
spänning
8 V till aktuell
spänning
0,25 V 18 V x
Avsnörningspuls 10 − 120 % 1 60 % x
Efterbrinntid 0 − 1 s 0,01 s 0,12 s x
Gasefterströmning 0,1 − 25 s 0,1 s 0,1 s x
Gränser 1 − 50 − − − −
Punktsvetsning AV eller PÅ − AV x
Punktsvetsningstid 0 − 25 s 0,1 s 0,5 s x
*) Synergilinjen vid leverans: solid tråd (Fe), skyddsgas CO
2
med tråd 1.2 mm.
**) Inställningsområdet är beroende av vilken trådmatarenhet som används.
SE

− 15 −
bi09d1s2
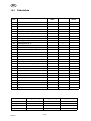
3.1.2 MIG/MAG−svetsning med pulsning
Inställningar Inställningsområde Inställ-
ningssteg
Värde
efter åter-
ställning
Synergi−
beroende
Inställbar
i synergi
Spänning 10 − 50 0,25 (visas
med en
decimal)
synergiav-
vikelse
0
x x
Trådmatningshastighet** 0,8 − 25,0 m/min 0,1 m/min 5 m/min x
Pulsström 100 − 600 A 4 A 476 A x
Pulstid 1,7 − 25,5 ms 0,1 ms 2,2 ms x
Pulsfrekvens 36 − 312 Hz 2 Hz 96 Hz x
Bakgrundsström *** 4 − 300 A 1 A 52 A x
Slope 1 − 9 1 9 x
Ka 0 − 100 % 1 13 % x
Ki 0 − 100 % 1 0 % x
Synergi AV eller PÅ − PÅ * − −
Gasförströmning 0,1 − 25 s 0,1 s 0,1 s x
Krypstart NEJ eller JA − NEJ x
“Hotstart” NEJ eller JA − NEJ x
“Hotstart”tid 0 − 10 s 0,1 s 1,5 s x
“Hot start ”trådmatning Hela trådmatningsom-
rådet
0,1 m/min 2 m/min x
“Hot start “ spänning Hela spännings−
området
0,25 V 4,5 V x
Kraterfyllnad NEJ, EJ PULSAD
eller PULSAD
− NEJ x
Kraterfyllnadstid 0 − 10 s 0,1 s 1,5 s x
Slutlig kraterfyllnadstråd-
matning
1,5 m/min till aktuell
trådmatningshastighet
0,1 m/min 3 m/min x
Slutlig kraterfyllnads-
spänning
8 V till aktuell
spänning
0,25 V 34,5 V x
Slutlig kraterfyllnadspuls-
ström
100 A till aktuell
pulsström
4 A 464 A x
Slutlig kraterfyllnadsbak-
grundsström
12 A till aktuell
bakgrundsström
4 A 36 A x
Slutlig kraterfyllnadsfrek-
vens
20 Hz till aktuell
frekvens
2 Hz 62 Hz x
Efterbrinntid 0 − 1 s 0,01 s 0,13 s x
Gasefterströmning 0,1 − 25 s 0,1 s 0,1 s x
Gränser 1 − 50 − − − −
Punktsvetsning AV eller PÅ − AV x
Punktsvetsningstid 0 − 25 s 0,1 s 0,5 s x
*) Synergilinjen vid leverans: solid tråd (Fe), skyddsgas CO
2
med tråd 1.2 mm
**) Inställningsområdet är beroende av vilken trådmatarenhet som används.
***) Minimal bakgrundström är beroende på vilken maskintyp som används.
SE

− 16 −
bi09d1s2
3.2 Funktionsförklaringar för inställningar
3.2.1 Spänning
Ökad spänning ökar båglängden och ger en varmare och bredare sträng.
Spänningsinställningen skiljer sig mellan synergi och icke synergi. I synergi ställs
spänningen in som en positiv eller negativ avvikelse från spänningens synergilinje. I
icke synergi är spänningsvärdet inställt i absolutvärde.
Inställning av spänning utförs i mätbilden, svetsdatainställnings−, eller
snabbinställningsmenyn. Om fjärrdon används kan inställning ske från detta.
3.2.2 Trådmatningshastighet
Med trådmatningshastighet anges en matningshastighet (m/min) för tråden.
Inställning av trådmatningshastighet utförs i mätbilden, svetsdatainställnings−, eller
snabbinställningsmenyn. Om fjärrdon används kan inställning ske från detta.
3.2.3 Induktans
Högre induktans ger en mer utfluten svets och mindre sprut. Lägre induktans ger ett
hårdare ljud och en stabil koncentrerad ljusbåge.
Gäller endast vid MIG/MAG−svetsning med kort−/spraybåge.
3.2.4 Regulatortyp
Påverkar kortslutningsförlopp och värme i svetsen.
Inställningen bör inte ändras.
3.2.5 Pulsström
Det högre strömvärdet av två vid pulsad ström.
Gäller endast vid MIG/MAG−svetsning med pulsning.
3.2.6 Pulstid
Den tid pulsströmmen är till under en pulsperiod.
Gäller endast vid MIG/MAG−svetsning med pulsning.
3.2.7 Pulsfrekvens
Tid för bakgrundsström som tillsammans med tid för pulsström ger pulsperiod.
Gäller endast vid MIG/MAG−svetsning med pulsning.
SE

− 17 −
bi09d1s2
3.2.8 Bakgrundsström
Det lägre strömvärdet av två vid pulsad ström.
Gäller endast vid MIG/MAG−svetsning med pulsning.
Ström
Pulsström
Bakgrundsström Pulstid Pulsperiodtid
Tid
MIG/MAG−svetsning med pulsning.
3.2.9 “Slope”
“Slope” (lutning) innebär att pulsströmmen långsamt ökar / minskar till det inställda
värdet. “Slope”−parametern kan ställas i nio steg, där varje steg motsvara 100 µs.
Lutningen har betydelse för ljudet. En brant lutning ger ett högre och skarpare ljud.
En för svag lutning kan i värsta fall inkräkta på pulsens förmåga att snöra av
droppen.
Gäller endast vid MIG/MAG−svetsning med pulsning.
3.2.10 Ka
Ka är den proportionella delen och svarar mot regulatorns förstärkning. Ett lågt värde
gör att spänningen inte konstanthålls lika exakt.
Gäller endast vid MIG/MAG−svetsning med pulsning.
3.2.11 Ki
Ki är den integrerande delen som strävar att på lång sikt eliminera felet. Även här är
det så att ett lågt värde ger en svagare regulatoreffekt.
Gäller endast vid MIG/MAG−svetsning med pulsning.
3.2.12 Synergi
Varje kombination av trådtyp, tråddimension och gasmix kräver sitt unika förhållande
mellan trådmatningshastighet och spänning (ljusbågslängd) för att erhålla en stabil
fungerande ljusbåge. Spänningen (ljusbågslängden) följer automatiskt “med” enligt
den förprogrammerade synerginlinjen du har valt, vilket gör det mycket lättare att
snabbt hitta rätt svetsparametrar. Sambandet mellan trådmatningshastighet och
övriga parametrar kallas synergilinje.
Det går att beställa andra paket av synergilinjer, men de måste installeras av en
auktoriserad ESAB servicetekniker.
3.2.13 Gasförströmning
Gasförströmning anger hur lång tid man vill att skyddsgasen ska strömma innan
ljusbågen tänds.
SE

− 18 −
bi09d1s2
3.2.14 Krypstart
Krypstart innebär att tråden matas med 50 % av inställd hastighet tills dess den får
elektrisk kontakt med arbetstycket. Vid varmstart är det 50% av varmstartstiden.
3.2.15 Varmstart “Hot start“
Varmstart “Hot start” ökar trådmatningshastigheten och spänningen under en
inställbar tid i början av svetsförloppet. Huvudsyftet är att ge mer energi vid
svetsstarten, detta minskar risken för bindfel i början av svetsfogen.
Varmstartstrådmatning
För att ge mer energi vid svetsstart och säkerställa inträngningen kan man under en
viss tid öka trådmatningshastigheten mot den aktuella trådmatningshastigheten.
Hastigheten ställs in relativt ordinarie trådmatningshastighet. Tiden startar när
ljusbågen tänds och längden är den inställda varmstartstiden. Synergin ger 2 m/min
högre trådmatningshastighet.
Varmstartsspänning
Spänningen ökas med 2 volt plus det bidrag som kommer från synergilinjens lutning
och de extra 2 m/min i trådmatningshastighet. Vid icke synergi kommer den aktuella
spänningen vara den som är inställd och den är inte synergiberoende.
OBS: Det är möjligt att ställa in negativa värden för varmstartstrådmatning och
varmstartsspänning. Detta är användbart vid höga svetsdata för att göra svetsstarten
jämn genom att “stega upp” svetsdata i början.
− Aktivering av varmstart utförs i mätbilden.
3.2.16 Kraterfyllnad
Kraterfyllnad möjliggör en kontrollerad minskning av värme och storlek på
svetsbadet vid svetsslut. Detta gör det lättare att undvika porer, varmsprickor och
kraterbildning i svetsfogen.
I pulsad svetsning är det möjligt att välja mellan pulsad och icke pulsad kraterfyllnad.
Icke pulsad kraterfyllnad går snabbast att uföra. Pulsad kraterfyllnad tar något längre
tid, men ger en sprutfri kraterfyllnad om lämpliga värden används.
Synergi
I synergi är kraterfyllnadstiden och den slutliga trådmatningshastigheten inställd i
både pulsad och icke pulsad kraterfyllnad. Spänningen och pulsparametrarna
minskas till slutliga värden med hjälp av synergin.
Icke synergi
I icke synergi går det att ändra inställningarna för få en annan båglängd i slutet av
kraterfyllnaden.
Vid icke pulsad kraterfyllnad, kan den slutliga spänningen ställas in.
Vid pulsad kraterfyllnad kan den slutliga spänningen, slutliga pulsströmmen, slutliga
bakgrundsströmmen och den slutliga frekvensen ställas in.
De slutliga parametervärdena måste alltid vara lika med eller lägre än de inställda
värdena för kontinuerlig svetsning. Om inställningarna för kontinuerlig svetsning
sänks under inställda slutvärden kommer de även att sänka slutvärdena. De slutliga
parametervärdena kommer inte att ökas igen om inställningen för kontinuerlig
svetsning ökas.
SE

− 19 −
bi09d1s2
Exempel:
Du har 4 m/min som slutlig trådmatningshastighet och sänker trådmatningshastig-
heten till 3,5 m/min. Den slutliga trådmatningshastigheten kommer då också att
sänkas till 3,5 m/min. Den slutliga trådmatningshastigheten stannar kvar på
3,5 m/min även när trådmatningshastigheten ökas igen.
− Aktivering av kraterfyllnadstid utförs i mätbilden
3.2.17 Avsnörningspuls
Avsnörningspuls är en puls som läggs på för att det inte ska bildas någon kula på
tråden vid svetsslut.
Gäller endast vid MIG/MAG−svetsning med kort−/spraybåge. Vid pulsning
synkroniseras avslutet med en puls, avslutningspulsen.
3.2.18 Efterbrinntid
Efterbrinntid är en fördröjning mellan tidpunkten då tråden börjar bromsas till dess
strömkällan stänger av svetsspänningen. En för kort efterbrinntid ger ett långt
trådutstick efter avslutad svetsning med risk för att tråden kan frysa fast i smältan.
En lång efterbrinntid ger ett kortare utstick och ökad risk för att ljusbågen ska brinna
upp i kontaktmunstycket.
3.2.19 Gasefterströmning
Gasefterströmning anger hur lång tid man vill att skyddsgasen ska strömma efter att
ljusbågen släckts.
3.2.20 Gränser
I gränser kan man välja ett gränsnummer. För inställningar se kapitel 16
“Gränsvärdeskonfiguration”.
3.2.21 Punktsvetsning
Punktsvetsning används när man vill punktsvetsa ihop tunna plåtar.
OBS! Det går inte att förkorta svetstiden genom att släppa pistolkontakten.
4 MMA−SVETSNING
Huvudmeny −−> Process
MMA−svetsning kallas även svetsning med belagda elektroder. När ljusbågen tänds
smälter den elektroden varvid höljet bildar skyddande slagg.
I tabellen på sidan 61 visas de elektroddimensioner som kan väljas för
MMA−svetsning.
SE

− 20 −
bi09d1s2
4.1 Inställningar i svetsdatainställningsmenyn
Inställningar Inställningsområde Inställ-
ningssteg
Värde
efter åter-
ställning
Synergi−
beroende
Inställbar
i synergi
Ström* 16 − 500 A 1 A 128 A x
Synergi AV eller PÅ − PÅ ** − −
Bågtryck 0 − 100 % 1 % 10 % x
Min strömfaktor 0 − 100 % 1 % 25 % x
*) Maximal ström beroende på vilken maskintyp som används.
**) Synergilinjen vid leverans: elektrodtyp basisk 3.2 mm.
4.2 Funktionsförklaringar för inställningar
4.2.1 Ström
Högre ström ger en bredare och djupare inträngning i arbetsstycket.
− Inställning av ström utförs i mätbilden, svetsdatainställnings−, eller snabbinställ-
ningsmenyn.
4.2.2 Bågtryck
Bågtryck har betydelse för hur strömmen ändras vid en förändring av båglängden.
Ett lägre värde ger en lugnare ljusbåge med mindre sprut.
4.2.3 Min. strömfaktor
Inställning av min strömfaktor används vid använding av vissa specifika elektroder.
OBS! Inställningen bör inte ändras.
4.2.4 Synergi
Synergi för MMA−svetsning innebär att svetsströmkällan automatiskt optimerar
egenskaperna för den elektrodtyp och dimension som är vald.
4.2.5 Gränser
I gränser kan man välja ett gränsnummer. För inställningar se kapitel 16
“Gränsvärdeskonfiguration”.
− Aktivering av gränser utförs i svetsdatainställningsmenyn.
5 TIG−SVETSNING
Huvudmeny −−> Process
Vid TIG−svetsning smälter en ljusbåge arbetsstycket med hjälp av en icke smältande
volframelektrod. Smältan och volframelektroden skyddas av en skyddsgas.
Pulsning används för att bättre kontrollera smältbadet och stelningsförloppet. Pulsfrek-
vensen väljs så långsam att smältan hinner stelna åtminstone delvis mellan varje puls.
För att ställa in pulsningen krävs fyra parametrar: pulstid, bakgrundstid, pulsström och
bakgrundsström.
SE
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
































































ESAB AristoPendant U8 Användarmanual
- Typ
- Användarmanual
- Denna manual är också lämplig för
Relaterade papper
-
ESAB U8 Aristo Användarmanual
-
ESAB Aristo®Pendant U8 Användarmanual
-
ESAB MA6 Aristo® Användarmanual
-
ESAB Control panel MA6 Användarmanual
-
-
ESAB U82 Aristo® Användarmanual
-
-
-
-