Metabo MIG/MAG 140 Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
Denna manual är också lämplig för

MIG/MAG 140
MIG/MAG 160
G
Operating Instruction
Welding machine
F
Instructions d'utilisation
L’appareil de soudage sous
gaz protecteur
N
Bruksanvisning
Dekkgass-sveiseapparatet
J
Käyttökäsikirja
Parhaat onnittelumme tämän
korkealaatuisen
S
Bruksanvisning
skyddsgassvets
115 164 4534 GB/F/N/SF/S 2508 2.1

G
Retain proof of purchase! You are only entitled to claim warranty against
proof of purchase.
F
Conservez le reçu d'achat! La garantie ne peut être accordée que sur
présentation de ce reçu.
N
Oppbevar kvitteringen!
Garantiytelser skjer kun på grunnlag av forelagt kvittering.
J
Säilytä ostokuitti!
Takuu on voimassa vain kuittia vastaan.
S
Förvara kvittot!
Garantianspråk erkännes endast mot uppvisande av kvitto.
France 2.
Great Britain 1.
Norge 3.
Suomi/ Finland 4.
Sverige 5.

1.1
MIG/MAG 140/160
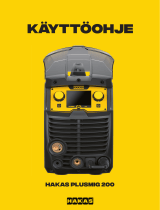
Operation elements
Dear customer,
Congratulations to your purchase of this high-quality
MIG/MAG welding machine.
To ensure your personal safety and for reasons of
appliance safety we ask you to read the instructions
completely before operating this machine and to
observe all points.
Basic Information for the Operator
The MIG/MAG welding machine is a DC welding
power source with integrated wire feed, designed
and manufactured exclusively for MIG and MAG
electric arc welding.
Any other use of this machine involves dangers and
is not permitted.
The welding machine must only be operated on the
mains voltage stated on the machine's rating plate.
Connection to the supply circuit must be made via
an earthed outlet, installed by a qualified electrician.
The supply circuit must be protected by a fuse or
miniature circuit breaker.
Depending on the mains connection conditions at
the point of connection, welding power sources can
cause disturbances to other consumers in the distri-
bution system. Check with your power utility before
connecting to power. (Class A in accordance with
CISPR 11)
Keep the welding machine out of the reach of chil-
dren.
Please note the hazards associated with the weld-
ing process and observe any work and fire preven-
tion regulations.
The welding machine is not suitable for outdoor use
in rain. Store in a dry place.
The unit is not suitable for unfreezing pipes.
A
Danger!
person with a heart condition wearing a pace
maker must contact their doctor before oper-
ating this welding machine.
Safety Information and Accident
Prevention Measures
x Keep the welding machine out of the reach of
children.
x Observe all applicable work and fire prevention
regulations when operating this welding
machine. Observe all applicable accident pre-
vention regulations.
x With welding a number of different hazards are
associated, which can pose a danger to health
under certain circumstances.
x When welding always wear a close fitting, dry
overall (preferably fire retardant welders
apparel) unsoiled by combustible substances,
sturdy, insulating boots, headgear and leather
welders gloves.
x Clothing made of synthetic fabrics and shoes
are not suitable.
Dry, insulating gloves worn on both hands pro-
tect against electric shock (open-circuit voltage
of the welding current circuit), hazardous rays
(heat and ultra-violet rays) as well as against
glowing metals and slag spatters. The ultra-vio
-
let radiation causes sunburn-like effects on
unprotected parts of the body.
Fumes – Vapours – Smoke
x During welding hazardous smoke and metal
dust develops. We strongly recommend the
wearing of welding fume respirators, and to weld
only in sufficiently vented rooms, to ensure the
necessary operator protection.
x For enclosed spaces forced ventilation, installed
below the welding area, must be used.
x The material to be welded must be free from hal-
ogen solvents or degreasing agents, to prevent
the generation of toxic vapours.
1 Connection for torch (+) pole
2 Switch on/off and welding currant
3 Wire feed regulator
4 Overload control light
5 Connection for earth clamp (–) pole
1
2
3
4
5
XS00028E.fm
1Great Britain

1.2
MIG/MAG 140/160
x Metals coated with lead, graphite, cadmium,
zinc, mercury or beryllium, or containing any of
these materials, can generate much smoke dur
-
ing welding.
x Welding releases ozone, which is a type of oxy-
gen that can lead to irritation or disorder of the
respiratory organs.
x Degreasing agents such as trichlorethylene, tet-
rachloroethylene etc. vaporise during welding
and are chemically converted into phosgene.
Phosgene is poisonous!
UV-Rays
x The arc radiation can cause eye damage and
skin burns.
x For protection against sparks, heat, visible and
invisible rays suitable eye protection gear (weld-
ing visor or helmet with standardised filter
lenses to class 10 – 15 of DIN 4647, depending
on welding current) must be worn.
x Do not look into the arc with unprotected eyes
(risk of blinding and burns). The invisible ultra-
violet radiation causes, with insufficient eye pro
-
tection, a very painful conjunctivitis, which
appears only hours later.
x Weld only within the range of visibility of other
persons, who can assist you in an emergency.
x Other persons or helpers near the arc must be
made aware of the hazards, and equipped with
the necessary protective gear.
x Neighbouring workplaces are to be screened off
to provide protection against radiation.
x When welding inside rooms and buildings suffi-
cient ventilation must be ensured.
Fire
A
Danger!
The arc temperature is approx. 2400 °C.
Before starting to weld observe the following infor-
mation:
x Remove all combustible materials and objects
within a radius of 5 m from the welding point.
x Materials that can not be removed within a 5 m
radius must be protected by covering with sheet
metal, wet cloths etc.
x Any wall openings, cracks and the like must be
covered or sealed respectively, to prevent
uncontrolled flying of sparks.
x Keep fire extinguishing equipment such as fire
extinguisher, water pale etc. at hand.
x Keep in mind that by heat dissipation from the
welding point a fire may be started on covered
parts or in other rooms respectively.
x After completion of the welding work check the
vicinity of the welding point several times within
a period of 6 – 8 hours for heat conduction,
glowing combustion spots, hidden seats of fire
etc.
Handling of Shielding Gas Cylinders
x Observe all applicable regulations pertaining to
the handling of gas cylinders. Because of the
dangerously high internal pressure (up to 200
bar) shielding gas cylinders are to be specially
protected against mechanical damage, falling
over or falling down, heating up (max. 50°C),
prolonged radiation by sunlight and heavy frost.
x When the welding machine is equipped with a
gas cylinder too large in size this can cause, on
uneven ground, the welding machine to fall
over. To prevent subsequent damage to the
welding machine or the gas cylinder, use only
proper size gas cylinders (10l / 20l cylinders).
x Have cylinders refilled only by authorised filling
stations.
Electrical Hazards
x The connection to power mains and servicing of
the welding machine is to be done in accord-
ance with VDE regulations or other standards
applicable in your area.
x Ensure proper protective bonding of the supply
circuit.
x Ensure proper protective bonding of the work-
bench.
x Any service or maintenance work must only be
carried out by qualified personnel.
x Replace defective or damaged parts of torch or
torch leads without delay.
x The unit must only be connected to an earthed
outlet as a matter of principle. Only connections,
including outlets and extension cables with an
earthed plug, having an earth conductor and
installed by a qualified electrician, are permitted.
x The fuse protection of the supply circuit must be
in accordance with local regulations. According
to these regulations fuses or miniature circuit
breakers respectively, suitable for the conductor
cross section, must be installed. Installation of a
fuse with to high an ampere rating may cause
line fire and subsequent fire damage to the
building.
x Replace damaged torch insulation and welding
cables without delay.
x Replacement of a damaged power cable, plug
etc. and repairs to the electrical components of
the welding machine must be left to a qualified
electrician.
x Welding torches must not be held in an armlock,
or in such way that electricity can run through
the body.

1.3
MIG/MAG 140/160
x Switch the unit off for longer work breaks.
Unplug when work is completed and before relo-
cating the unit. In case of accidents separate the
welding power source at once from the power
supply.
General Machine Description
The MIG/MAG welding machine consists of a trans-
former (static characteristic curve), a series-con-
nected silicon rectifier, a welding circuit choke, and
a wire feed unit.
The welding machine is suitable for the welding of
different electrode wires (e.g. steel, see "Technical
Specifications") under a shielding gas cover (CO2,
mixed gas and argon).
The machine is fan cooled and has an overload pro-
tection.
Symbols Used
Danger!
Disregard of the following warnings
could cause serious personal injury
or material damage.
Read operating instructions before
initial operation
Wire feed speed
Do not use in rain.
Welding machine suitable for welding in
environments with an increased electri-
cal hazard.
Excess temperaturer
Information on the name plate:
Commissioning
Taking out of enclosed parts
All enclosed parts are inside the wire feed compart-
ment and can be taken out after the wire feed com-
partment cover is removed..
Installation Conditions
x The protective gas welding unit must be
installed in a dry environment with sufficient
room for cooling.
x If the unit is placed on an inclined surface it must
be secured against falling: place the unit on a
suitable level support surface.
x The unit is designed for use in covered areas.
Welding outside in the rain is not permitted.
Mains connection
x Check to see that mains voltage matches the
voltage shown on the machine's rating plate.
x Set welding step switch to "0" before plugging
in.
Shielding gas cylinder connection
x Place gas cylinder onto the welding machine's
cylinder rack and secure with the chain to the
cylinder holder at the rear of the unit. Take off
the cylinder cap and open cylinder valve briefly,
facing away from your body.
x Screw pressure reducer to the gas cylinder
valve. Run gas hose from pressure reducer to
gas inlet port of the unit.
x Recommended gas flow rate in draft-free
rooms: 5-10 l/min.
78910
1213
6
11
6 Manufacturer
7 Machine designation
8 Serial number
9 Standard information – This machine meets
the requirements of the standards mentioned
10 CE mark – This machine conforms to EC
directives as per declaration of conformity
11 Waste disposal symbol – the machine can be
disposed of through the manufacturer
12 Electrical performance data
13 Date of manufacture

1.4
MIG/MAG 140/160
x When using adjustable pressure reducers set
flow rate according to litre scale in the clock with
the T-screw. Turning the T-screw in increases
the gas flow rate, turning it out reduces the gas
flow rate.
x While setting the gas flow rate, the unit must be
switched on and the torch's trigger switch held
down, so the solenoid gas valve is open. To pre-
vent wasting electrode wire swing the wire feed
unit's leaf spring to the side.
Modifications and repairs to pressure reducers are
strictly prohibited due to the hazards involved. Send
faulty pressure reducers to a service centre.
Earth lead connection
Connect earth clamp of the unit's earth cable as
close as possible to the welding point. Ensure good
metal to metal contact.
Preparation of the welds
The joint section of the workpieces to be welded
must be free of colour, metall covering, dirt, rust,
grease and humidity.
The preparation of the welds is to be done under
observation of all welding techniques regulations.
Hints for Setting and Welding
Techniques
Switching the unit on
The unit is switched on with the combination ON/
OFF – welding step switch. With the switch in the
"0"- position the unit is electrically separated from
the power supply.
The unit is fitted with an embedded temperature
detector, which shuts the unit down in case of an
thermal overload.
The tripping of the thermal overload protector is indi-
cated by the front panel control light. Welding power
source and wire feed are temporarily disabled.
After cooling down the welding power source is
automatically activated again, the control light extin-
guishes.
Setting the welding parameters
After preparation of the welding machine the weld-
ing can begin.
To do so, welding voltage and wire feed have to be
matched to suit the welding task. If the wire feed
speed is increased the welding current increases
accordingly.
For every electrode wire diameter and every weld-
ing task optimal parameters can be found. They are
recognisable at the typical humming sound of the
arc, amongst other.
If there is too much deviation from the optimal
parameters, a satisfactory welding is not possible.
The right joint
The list gives hints for the shaping of the joints.
Form of joint Execution
Platethick-
ness
s (mm)
Gapwidth
b (mm)
I-joint onesided < 1,5
> 1,5
0
< 2
I-joint on both
sides
2 – 4 < 2
V-joint
3 – 6 < 1
3 – 6 < 1
b
s
b
s
25

1.5
MIG/MAG 140/160
Care and Maintenance
The unit is nearly maintenance-free.
B
Danger – Voltage!
Disconnect from power before servicing!
x Check feed roller, pressure roller and wire lead-
in nozzle at regular intervals for dirt build-up,
clean if necessary.
x At appropriate intervals the complete torch
including torch leads should be cleaned, as
rubbed-off parts and dust build-up inside.
x The torch's contact tip is a wearing part. If its ori-
fice has enlarged the contact tip must be
replaced.
x On the inside of the plug-on gas shroud spatters
build up. These have to be removed when nec
-
essary. An anti-spatter spray eases this job and
keeps spatters from sticking to the shroud.
x Replace damaged cables without delay.
Trouble Shooting
Mechanical faults are mostly indicated by an irregu-
lar or completely blocked wire feed. Electrical faults
cause a malfunction of the unit, in part or complete.
B
Danger - Voltage!
Electrical fault finding must be left to a quali-
fied electrician.
Further fault finding can proceed according to the
wiring diagram supplied.
Fault find should first start with the unit de-ener-
gized, and in the following order:
1. Check of the power supply cable connection
and all other connections on switches, trans-
former and choke, as well as all plug-and-socket
connections and soldered connections for tight-
ness.
2. Check of fuse for continuity and contact.
3. Visual check for possible shorts or overloads of
windings (discoloring).
K-joint
> 0,6 –
0,6 – 1,5 –
Double-K-joint
> 0,6 –
Cornerjoint
> 1 –
Form of joint Execution
Platethick-
ness
s (mm)
Gapwidth
b (mm)
s
s
Fault, Likely causes Remedy
• Noisy or unstable arc?
Incorrect welding volt-
age
Correct with welding step
switch
Too much/too little wire
feed
Correct with wire feed pot
Earth clamp loose or
high contact resistance
(rust, paint)
Ensure good contact
between earth clamp and
workpiece
Contact tip worn or
incorrect diameter
Replace
Incorrect gas flow rate
setting
Correct
Workpiece not clean in
seam area
Remove paint, rust, grease
etc.
Power unit faulty Have machine checked by
service centre
Spiral liner dirty Clean or replace
Wire feed faulty See below
• Excessive spattering
Wire feed rate too high Correct with wire feed pot
Welding voltage too
high
Correct with welding step
switch
Workpiece not clean Clean

1.6
MIG/MAG 140/160
Technical Specification
Current setting range
• Wire feed motor does not run
No power Check power supply
Welding step switch in
"0" position
Set to a welding step
Torch trigger switch not
activated
Activate torch trigger switch
Fuse blown Have replaced by a qualified
electrician
Motor faulty Have repaired by service
centre
• No wire feed
Pressure roller loose Increase pressure of leaf
spring with knurled thumb
screw
Wire kinked at wire
feed
Adjust wire lead-in nozzle
Groove in feed roller
worn
Replace
Electrode wire stuck to
contact tip
Replace contact tip, if wire is
deformed, reduce pressure
of pressure roller
• Machine shuts down, overload control light
comes on
Duty cycle exceeded Let machine cool down,
observe duty cycle stated on
nameplate
Power unit faulty Have repaired by service
centre.
MIG/MAG 140 MIG/MAG 160
Power supply 1 x 230 V, 50/60 Hz 1 x 230 V, 50/60 Hz
Power input max. 5,1 kVA 5,3 kVA
Current draw max. 22 A 23 A
Mains fuse, time-lag 16 A 16 A
Open-circuit voltage 17,5 – 28 V 19 – 30 V
Welding current range 30 – 140 A 30 – 160 A
max. Duty cycle (40°C) 4 % 8 %
Welding steps 4 4
Wire feed rate 1,0 – 12 m/min 1,0 – 12 m/min
Electrode wire diameter 0,6 – 0,8 mm 0,6 – 0,8 mm
Protection class IP 21 IP 21
Length x Width x Height 590 x 260 x 420 mm 590 x 260 x 420 mm
Weight 21 kg 26,5 kg
Position MIG / MAG 140 MIG / MAG 160
130A30A
250A60A
380A100A
4140A160A

2.1
MIG/MAG 140/160
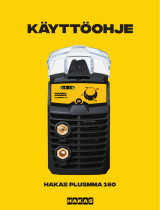
Eléments de commande
Cher client, chère cliente,
nous vous félicitons d’avoir acheté cet appareil de
soudage sous gaz protecteur de haute qualité.
Afin de garantir votre sécurité et la sécurité de
l’appareil, nous vous prions de bien vouloir lire com
-
plètement et consciencieusement ces instructions
avant la mise en service, et de respecter ces ins-
tructions en tous points.
Conseils de principe pour l’utilisa-
teur
L’appareil de soudage sous gaz protecteur MIG/
MAG est une source de courant continu avec avan-
cement du fil intégré, conçue et construite unique-
ment pour le soudage à l’arc MIG, voire MAG.
Toute autre utilisation de l’appareil est soumise à
des risques et donc interdite.
L’appareil ne peut être mis en service que sous la
tension secteur indiquée sur la plaque signalétique.
Le branchement ne peut se faire qu’avec des prises
de courant de sécurité, qui auront été installées par
un spécialiste autorisé en électricité. Le circuit élec-
trique des prises de courant doit être protégé par
fusibles ou par interrupteur automatique.
Selon les conditions de branchement sur secteur au
point de jonction, les sources de courant de souda-
ge peuvent entraîner des perturbations dans le sec-
teur pour d’autres consommateurs. Pour résoudre
ce problème et pour éviter de telles perturbations, il
est nécessaire de se renseigner avant le branche
-
ment auprès de l’entreprise chargée de l’alimenta-
tion en courant. (Classe A selon CISPR 11)
Il faut tenir l’appareil hors de la portée des enfants.
Tenez compte des risques que représentent les tra-
vaux de soudage et respectez le règlement du tra-
vail ainsi que les consignes de prévention
d’incendie.
L’appareil doit être rangé à l’abri de l’humidité et
n’est pas conçu pour être utilisé dehors, lorsqu’il
pleut.
L'appareil ne convient pas au décongelage de
tubes.
A
Danger!
Les personnes qui portent un stimulateur car-
diaque doivent obligatoirement consulter leur
médecin avant de travailler avec l’appareil à
soudage!
Conseils de sécurité et mesures
préventives contre les accidents
x L’appareil à soudage sous gaz protecteur doit
être tenu hors de la portée des enfants.
x Lorsque l’on travaille avec l’appareil à soudage
sous gaz protecteur, il faut respecter le règle-
ment du travail ainsi que les consignes de pré-
vention d’incendie en vigueur. Il faut également
respecter les instructions préventives en
vigueur contre les accidents !
x Lors du soudage, différentes sortes de risques
pourraient éventuellement causer des domma
-
ges à la santé.
x Lors du soudage, il faut porter une combinaison
fermant hermétiquement, ne portant pas de tra
-
ces de substances qui s’enflamment facilement,
et sèche (mieux encore une combinaison pour
soudeur très résistante aux flammes), des
chaussures robustes, isolantes (bottes), une
protection sur la tête et des gants à fourreau en
cuir.
x Les vêtements en matières synthétiques ainsi
que les chaussures basses ne sont pas adé-
quats. Des gants isolants aux deux mains protè-
gent des secousses électriques (tension à vide
du circuit électrique de soudage), des radiations
nocives (rayons thermiques et ultraviolets) de
même que des éclaboussures de métal ardent
et de laitier. La radiation ultraviolette a un effet
semblable aux coups de soleil sur les parties du
corps qui ne sont pas protégées.
1 Branchement chalumeau Pôle (+)
2 Interrupteur marche/arrêt et courant de
soudage
3 Régulateur d’avancement du fil
4 Indicateur de surcharge
5 Branchement pince à électrodes à la
masse Pôle (–)
1
2
3
4
5
XS0028F.fm
2France

2.2
MIG/MAG 140/160
Gaz – vapeurs – fumée
x Pendant le soudage, il y a formation de fumée
nocive et de poussière de métal. Nous vous
conseillons d’utiliser des masques de protection
contre la fumée et de veiller à une alimentation
suffisante d’air frais dans les locaux où s’effec-
tue le soudage, afin de garantir la protection
nécessaire du personnel.
x Dans des locaux fermés, il est absolument indis-
pensable d’utiliser des exhausteurs qui devront
être installés en-dessous de la zone de sou-
dage.
x Le matériel que l’on veut souder ne doit pas por-
ter de traces de dégraissants à solution
halogène, pour empêcher la formation de gaz
toxiques.
x Les métaux qui sont recouverts de plomb, de
graphite, de cadmium, de zinc, de mercure ou
de béryllium ou qui contiennent ces matériaux,
sont susceptibles de dégager beaucoup de
fumée au cours du soudage.
x Lors du soudage, il y a dégagement d’ozone. Il
s’agit d’une sorte d’oxygène qui peut entraîner
des irritations ainsi que des maladies des orga
-
nes respiratoires.
x Les produits solvants de graisse comme le tri-
chloréthylène, le perchloréthylène, etc. s’évapo-
rent pendant le soudage et se transforment, dû
à une modification chimique, en gaz phosgène.
Le gaz phogène est toxique!
Rayons ultraviolets
x Les rayons de l’arc électrique peuvent provo-
quer des blessures aux yeux et des brûlures de
la peau.
x Pour se protéger des étincelles, de la chaleur,
des rayons visibles et invisibles, il faut porter
des protections optiques adéquates (écran pro
-
tecteur ou coiffe protectrice pourvus de verres
de protection contre les rayons d’échelons 10 à
15 normés DIN 4647, selon la puissance électri
-
que).
x On ne doit pas regarder l’arc électrique si les
yeux ne sont pas protégés (risque d’éblouisse-
ment et de brûlure). Si la protection est insuffi-
sante, la radiation ultraviolette invisible provo-
quera une conjonctivite douloureuse que l’on ne
remarquera que quelques heures plus tard.
x Pour effectuer le soudage, il est nécessaire
d’avoir à proximité des personnes qui pourront
venir à l’aide immédiatement, en cas d’accident.
x Les personnes ou les assistants qui sont à
proximité de l’arc électrique doivent être infor-
més des dangers existants et être équipés de la
protection adéquate.
x Il est nécessaire de protéger les places de tra-
vail environnantes de la radiation: installer les
écrans de protection en conséquence.
x Lors de travaux de soudage dans des pièces et
des bâtiments, il faut veiller à une bonne circu-
lation de l’air.
Feu
A
Danger!
La température de l’arc électrique s’élève
environ à 2400 °C.
Avant de commencer les travaux de soudage,
veuillez suivre les conseils suivants:
x Dans un rayon de 5 m de l’endroit de soudure, il
faut éloigner toutes les substances et les objets.
x Les substances se trouvant dans un rayon de 5
m et qui ne peuvent pas être éloignées doivent
être protégées correctement: on les recouvre de
tôles d’acier, de linges mouillés, etc.
x Les ouvertures, fentes, orifices dans les murs,
etc., doivent être recouverts ou calfeutrés afin
de les protéger des flammèches incontrôlées.
x Les moyens d’extinction tels que les extincteurs
de feu, les seaux à eau, etc., sont à tenir à dis-
position.
x N’oubliez pas que, dû à la conduction de cha-
leur au point de soudure, un incendie peut se
déclarer sur des objets recouverts ou dans
d’autres pièces.
x Après avoir terminé les travaux de soudage,
assurez-vous à plusieurs reprises dans les 6 – 8
heures qui suivent, qu’il ne reste pas d’endroits
incandescents, de foyers ardents ou de conduc
-
tion thermique aux environs de l’endroit où le
soudage a eu lieu.
Maniement des bouteilles de gaz protec-
teur
x Pour le maniement des bouteilles de gaz protec-
teur, il faut respecter les consignes de sécurité
en vigueur. Il faut tout particulièrement protéger
les bouteilles de gaz protecteur, à cause de leur
haute pression interne (jusqu’à 200 bar), des
détériorations mécaniques, empêcher qu’elles
ne basculent ou dégringolent. Il faut également
empêcher qu’elles ne se réchauffent (max.
50
°C), ne soient exposées trop longtemps aux
rayons du soleil ou à un gel extrême.
x Lorsque l’on équipe l’appareil MIG/MAG de la
bouteille de gaz protecteur, il faut être conscient
du fait que de trop grandes bouteilles, posées
un sol inégal, peuvent faire basculer l’appareil.
Pour éviter les dommages qui en résulteraient
pour l’appareil, voire pour la bouteille de gaz, on
ne doit utiliser que des bouteilles de taille conve
-
nable (bouteilles de 10 ou 20 litres).

2.3
MIG/MAG 140/160
x Pour faire remplir ou transvaser les bouteilles, il
faut s’adresser exclusivement aux firmes autori-
sées
Dangers venant du courant électrique
x Le branchement sur secteur ainsi que l’entretien
du dispositif de gaz protecteur doivent être faits
selon les consignes VDE.
x S’assurer que l’alimentation de courant est cor-
rectement mise à la terre.
x S’assurer que l’établi est correctement mis à la
terre.
x Seul un personnel qualifié peut effectuer l’entre-
tien.
x Les pièces du chalumeau ou du paquet de
tuyaux qui sont défectueuses ou détériorées
doivent être remplacées immédiatement.
x Le branchement de l’appareil ne pourra se faire
qu’à des prises de courant avec contact de mise
à la terre. On doit utiliser uniquement des bran
-
chements, y compris prises de courant et rallon-
ges équipés de prises de courant de sécurité,
qui auront été installés par un spécialiste auto-
risé en électricité.
x La protection par fusibles du conducteur d’ame-
née aux prises de courant secteur doit corres-
pondre aux consignes. Selon ces consignes, on
ne peut utiliser que des fusibles ou interrupteurs
automatiques qui correspondent à la section du
conducteur. Si la protection fusibles est trop
forte, il y a risque d’incendie au conducteur ou
risque de dommages suite à un incendie dans le
bâtiment.
x Si l’isolation du chalumeau ou les conducteurs
de soudage sont endommagés, il faut les rem-
placer immédiatement.
x Seul un spécialiste autorisé en électricité pourra
remplacer une ligne d’alimentation défectueuse,
une prise de courant de sécurité, etc., et effec-
tuer les travaux de réparation de l’appareil à
soudage sous gaz protecteur.
x Il ne faut pas coincer le chalumeau soudeurs
sous le bras. En le tenant, il faut faire attention à
ce que le courant ne puisse passer dans le
corps humain.
x En cas d’une longue interruption du travail, met-
tez l’appareil hors-service. Après avoir fini le tra-
vail et avant de changer l’emplacement de
l’appareil, il faut retirer la prise de courant sec-
teur. En cas d’accident, couper aussitôt la
source de courant de soudage du secteur.
Description générale de l’appareil
L’appareil de soudage sous gaz protecteur MIG/
MAG se compose d’un transformateur (Courbe
caractéristique statique) pourvu d’un redresseur de
courant en silicium intercalé à la suite, et d’un étran-
glement de la circulation de soudage, de même que
d’un dispositif d’avance d’électrode.
L’appareil est conçu pour le soudage de différentes
électrodes (par exemple l’acier, voir «Détails Tech-
niques»), sous une atmosphère de gaz protecteur
(CO2, gaz mixte et argon.
L’appareil est refroidi par un ventilateur et muni
d’une protection de surcharge.
Symboles figurant sur l'appareil
Danger !
Le non-respect des mises en garde
suivantes peut entraîner des blessu-
res ou des dommages matériels gra-
ves.
Avant de mettre en marche l'appareil,
lire les instructions d'utilisation.
Vitesse d'avance du fil
Ne pas utiliser sous la pluie
L'appareil peut être utilisé pour souder
dans un endroit à risque électrique
accru.
Surchauffe
Indications figurant sur la plaque signalétique :
6 Constructeur
7 Nom de l'appareil
8 Numéro de série
9 Norme de référence – cet appareil est con-
forme aux exigences de la norme indiquée.
78910
1213
6
11

2.4
MIG/MAG 140/160
Mise en service
Déballage des pièces jointes
Toutes les pièces jointes se trouvent dans le com-
partiment d’avance d’électrode et peuvent être reti-
rées, après avoir enlevé la plaque de recouvrement.
Conditions de pose
x L'appareil de soudage sous protection doit être
implanté dans un environnement sec disposant
de suffisamment de place pour la ventilation.
x Quand l'appareil est placé sur une surface en
pente, il doit être empêché de basculer par des
moyens adéquats : placer l'appareil sur un sup
-
port plan approprié.
x L'appareil est conçu pour être utilisé dans des
locaux abrités. Il ne doit pas être soudé à l'exté-
rieur par temps de pluie.
Branchement secteur
x Vérifiez la concordance entre la tension indi-
quée sur la plaque signalétique et la tension de
votre secteur.
x Avant de brancher sur secteur, il faut mettre le
commutateur sélectif de tension secteur sur
zéro.
Branchement de la bouteille de gaz pro-
tecteur
x Poser la bouteille de gaz sur le support de bou-
teille de l’appareil et, à l’aide de la chaîne, fixer
la bouteille sur le support de bouteille de la paroi
arrière. Enlever le capuchon de sécurité et
ouvrir brièvement la soupape de la bouteille en
tenant celle-ci éloignée du corps.
x Visser le détendeur sur les tubulures filetées de
la bouteille de gaz. Installer le raccord de tuyau
entre le détendeur et le branchement d’alimen-
tation de gaz de l’appareil MIG/MAG.
x Quantité de gaz qui circule – dans les pièces
sans courants d’air - à recommander: 5 – 10
litres par minute.
x Si l’on utilise des détendeurs réglables, il faut
régler la quantité de gaz qui circule selon la gra-
duation en litres, à l’aide de la vis à garrot. Si l’on
visse vers l’intérieur, on augmente la quantité
qui circule. Si l’on vis vers l’extérieur, on diminue
la quantité qui circule.
x Lors du réglage, il faut mettre l’appareil en ser-
vice et l’interrupteur du chalumeau doit être
poussé pour pouvoir ouvrir la vanne magnéti-
que. Pour éviter de consommer trop d’électrode,
on fait pivoter latéralement le ressort à lames de
l’avancement d’électrode.
Les opérations et réparations sur les détendeurs
sont interdits, á cause des dangers que représen-
tent ces opérations. Les détendeurs qui sont défec-
tueux doivent être expédiés à l’atelier prévu dans le
contrat de service après-vente.
Branchement de la pièce de travail
Connecter la borne de la pièce de travail à la ligne
de raccordement de la masse de l’appareil MIG/
MAG directement à côté du point de soudage. Véri
-
fier que le passage métallique au point de contact
est brillant.
Préparation du cordon de soudure
Les pièces de travail à souder ne doivent pas porter
de traces de peinture, couche métallique, pous-
sière, rouille, graisse ou humidité à l’endroit du cor-
don.
La préparation du cordon de soudure doit s’effec-
tuer en respectant les consignes techniques de sou-
dage.
Conseils en matière de réglage et
de technique de soudage
Mise en service de l’appareil
Le réglage de l’appareil se fait à l’aide du commuta-
teur de tension de soudage, combiné à l’interrupteur
Max-Min. Il faut couper l’appareil du secteur lorsque
l’interrupteur Max-Min. est sur zéro.
L’appareil est muni d’un contrôleur de température
qui met l’appareil hors service lors d’une surcharge.
Le déclenchement du contrôleur de température est
signalisé par un voyant lumineux. La source de cou
-
rant de soudage et l’avance d’électrode sont mis
provisoirement hors service.
Après refroidissement, la source de courant se ral-
lume toute seule; le voyant lumineux s’éteint.
10 Sigle CE – cet appareil est conforme aux
directives européennes comme indiqué
dans la déclaration de conformité.
11 Symbole de mise au rebut – l'appareil peut
être remis au fabricant.
12 Caractéristiques électriques
13 Année de construction

2.5
MIG/MAG 140/160
Réglage des paramètres de soudage
Après préparation de l’appareil, on peut commencer
le soudage.
Pour cela, il faut ajuster les tensions de soudage et
la vitesse d’avance de l’électrode entre elles, en
fonction du travail de soudage à effectuer. Si on
augmente la vitesse d’avance de l’électrode, l’inten
-
sité du courant augmente également.
Pour chaque diamètre d’électrode de soudage et
chaque travail de soudage, on peut trouver les para-
mètres optimums. On les reconnaît entre autre au
bourdonnement typique émis par l’arc électrique.
Si l’on s’écarte trop des valeurs optimums, il ne sera
pas possible de souder sans défauts.
Le bon cordon de soudure
Dans le tableau, vous pouvez lire les instructions concernant réalisation de la forme de la fente.
Forme de la fente Modèle Epaisseur
de la tôle
s (mm)
Largeur de
fente
b (mm)
Cordon-I d’un
côté
< 1,5
> 1,5
0
< 2
Cordon-I des
deux côtés
2 – 4 < 2
Cordon-V
3 – 6 < 1
3 – 6 < 1
Cordon-K
> 0,6 –
0,6 – 1,5 –
Cordon dou-
ble-K
> 0,6 –
Cordon de coin
> 1 –
b
s
b
s
25
s
s

2.6
MIG/MAG 140/160
Entretien
L’appareil ne nécessite pratiquement pas d’entre-
tien.
B
Danger – Tension électrique!
Avant de procéder à l’entretien de l’appareil
ou à un dépannage, il faut enlever la prise
secteur!
x Vérifier régulièrement la roue d’avancement, le
rouleau de pression et la tuyère d’entrée. S’ils
sont encrassés, il faut les nettoyer.
x A intervalles réguliers, il faut nettoyer le paquet
entier de tuyaux du chalumeau, vu que les
déchets de meulage et la poussière se dépo
-
sent à l’intérieur.
x La tuyère de contact du chalumeau est une
pièce d’usure perdue. Lorsque son forage est
trop gros, on doit la remplacer.
x Dans les parois intérieures du capuchon à gaz
enfichable du chalumeau, il y a des éclaboussu-
res de métal qui s’incrustent. Si besoin est, il
faut les éliminer. Un agent séparateur facilite ce
travail et empêche que les éclaboussures ne
soient recollées de nouveau.
x Il faut remplacer immédiatement les lignes élec-
triques défectueuses.
Dépannage
On reconnaît dans la plupart des cas une panne
mécanique lorsque l’avance du fil est irrégulière ou
quand il y a un blocage de l’avancement du fil.
Les pannes électriques entraînent l’arrêt partiel ou
complet de l’appareil.
B
Danger – Tension électrique!
Le dépistage des erreurs dans la partie élec-
trique de l’appareil ainsi que tous les travaux
sur les pièces électriques ne pourront être
effectués que par un spécialiste autorisé en
électricité.
En se rapportant au schéma de câblage, il est pos-
sible de dépister les autres erreurs.
Le dépistage des erreurs doit se faire d’abord sans
tension et dans l’ordre suivant:
1. Vérification de la stabilité du branchement sec-
teur et des autres branchements aux commuta-
teurs, du transformateur, de l’étranglement ainsi
que des prises de courant embrochables et des
jonctions par brasage.
2. Vérification du passage et du contact des fusi-
bles.
3. Contrôle optique pour détecter éventuellement
les courts-circuits ou la surcharge de bobinages
(décoloration).
Panne, cause Dépannage
• Arc électrique qui vacille, voire instable?
Mauvaise position de
la tension de soudage
Corriger sur le commutateur
de tension à échelons
Trop / pas assez
d’électrode
Régler sur le régulateur
d’avance de l’électrode
Borne de connexion de
la pièce de travail est
lâche ou grande résis-
tance au passage
(rouille, peinture)
Etablir un bon contact entre
la pièce de travail et la borne
de connexion de la pièce de
travail
Tuyère de contact
usée ou diamètre non
adéquat
Remplacer
Réglage de la quantité
de gaz n’est pas cor-
rect
Régler la quantité de gaz
La pièce de travail
n’est pas propre au
point du cordon de
soudure
Enlever la peinture, la
rouille, la graisse, etc.
Unité de puissance
défectueuse
Déposer l’appareil à l’atelier
de réparation
Spirale enfichable
encrassée
Nettoyer et remplacer
Problème à l’avance-
ment
Voir ci-dessous
• Beaucoup d’éclaboussures lors du soudage?
Trop d’électrode rembobiner le régulateur
d’avancement d’électrode
Trop de tension de
soudage
Faire descendre la tension
en diminuant au commuta-
teur
Pièce de travail sale Nettoyer
• Le moteur d’avancement ne fonctionne pas?
Pas de tension secteur Contrôler le branchement
secteur
Commutateur de ten-
sion secteur est sur
zéro
Régler le degré de tension
Commutateur de cha-
lumeau n’est pas
actionné
Activer le commutateur de
chalumeau
Fusible Faire remplacer par un spé-
cialiste en électricité auto-
risé
Moteur défectueux Déposer à l’atelier de répa-
ration

2.7
MIG/MAG 140/160
Détails techniques
Plage de réglage du courant
• Pas de transport de l’électrode?
Rouleau de pression
trop lâche
Augmenter la pression de
serrage sur le ressort à
lames à l’aide d’une vis
moletée
Electrode est pliée à
l’avancement
Aligner la tuyère d’entrée
Rainure de la roue
d’avancement détério-
rée
Remplacer la roue d’avan-
cement
Electrode incinérée à
la tuyère de contact
Remplacer la tuyère de con-
tact, au cas où l’électrode
est déformée. Diminuer la
pression de serrage
• L’appareil s’arrête, le voyant de surcharge
s’allume?
Durée de mise en ser-
vice est dépassée (ED)
Laisser l’appareil refroidir,
respecter ED selon la pla-
que signalétique
Unité de puissance
défectueuse
Déposer l’appareil à l’atelier
de réparation.
MIG/MAG 140 MIG/MAG 160
Tension du secteur 1 x 230 V, 50/60 Hz 1 x 230 V, 50/60 Hz
Courant de ligne de raccordement max. 5,1 kVA 5,3 kVA
Courant de branchement max. 22 A 23 A
Protection par fusibles (à action retardée) 16 A 16 A
Tension en marche à vide 17,5 – 28 V 19 – 30 V
Etendue de réglage 30 – 140 A 30 – 160 A
Durée maximale d’allumage (40°C) 4 % 8 %
Echelons 4 4
Avancement du fil 1,0 – 12 m/min 1,0 – 12 m/min
Diamètre d’électrode 0,6 – 0,8 mm 0,6 – 0,8 mm
Mode de protection IP 21 IP 21
Longueur x largeur x hauteur 590 x 260 x 420 mm 590 x 260 x 420 mm
Poids 21 kg 26,5 kg
Position MIG / MAG 140 MIG / MAG 160
130A30A
250A60A
380A100A
4140A160A

3.1
MIG/MAG 140/160
Betjeningselementer
Kjære kunde!
Takk for at du har kjøpt dette dekkgass-sveiseappa-
ratet med høy kvalitet.
For din egen sikkerhet og for apparatsikkerhetens
skyld ber vi deg lese hele denne bruksanvisningen
nøye før du tar apparatet i bruk, og følge alle punk
-
tene samvittighetsfullt.
Viktige merknader for brukeren
Dekkgass-sveiseapparatet MIG/MAG er en like-
strømskilde med integrert trådfremtrekk som er kon-
struert og bygd utelukkende for hhv. MIG- og MAG-
lysbuesveising.
All annen bruk av apparatet er forbundet med fare
og skal derfor unngås.
Apparatet skal bare drives med den nettspenningen
som er angitt på typeskiltet. Det må bare tilkoples
jordet stikkontakt som er installert av autorisert elek
-
troinstallatør. Strømkretsen til stikkontakten må
være sikret med smeltesikring eller vernebryter.
Avhengig av nettilkoplingsbetingelsene på tilkop-
lingspunktet kan sveisestrømkilden forårsake for-
styrrelser på nettet for andre apparater. For å
avklare dette spørsmålet og for å unngå forstyrrel-
ser må man før tilkopling innhente opplysninger fra
strømleverandøren. (klasse A ifølge CISPR 11)
Barn må ikke ha tilgang til apparatet.
Det er viktig å være oppmerksom på farene som er
forbundet med sveiseprosessen og å overholde
arbeidsmiljø- og brannforskriftene.
Apparatet må beskyttes mot fuktighet ved oppbeva-
ring og egner seg ikke til bruk utendørs i regnvær.
Apparatet er ikke egnet for opptining av rør.
A
Fare!
Personer med pacemaker bør alltid konsul-
tere lege før sveising!
Sikkerhetsregler og ulykkesfore-
byggende tiltak
x Dekkgass-sveiseapparatet skal sikres mot barn.
x Ved arbeid med dekkgass-sveiseapparat skal
de aktuelle arbeidsmiljø- og brannvernforskrif-
tene følges. De aktuelle forskriftene for å hindre
ulykker skal følges!
x Ved sveising kan det oppstå forskjellige farer
som under visse omstendigheter kan føre til hel-
seskader.
x Ved sveising bør man ha på seg en tettsittende,
tørr arbeidsdress som ikke er forurenset av lett-
antennelige stoffer (helst en vanskelig antenne-
lig sveisedress), solid, isolerende skotøy (støv-
ler), hodebekledning og lærhansker med
mansjett.
x Klær av syntetiske materialer og vanlige små-
sko er uegnet. Isolerende hansker på begge
hender beskytter mot elektrisk støt (tomgangs
-
spenning i sveisestrømkretsen), mot skadelig
stråling (varme og UV-stråler) samt mot glø
-
dende metall- og slaggsprut. UV-stråling på
ubeskyttede kroppsdeler har samme virkning
som solbrenthet.
Gass – damp – røyk
x Under sveisingen utvikles det skadelig røyk og
metallstøv. Vi anbefaler bruk av røykmaske og
at man bare sveiser i tilstrekkelig ventilerte rom
for å sikre den nødvendige beskyttelsen av per-
sonalet.
x Ved sveising i lukkede rom er det absolutt
påkrevd å bruke avtrekk som er plassert under
sveisesonen.
x Materialet som skal sveises, må være fritt for
halogenholdige avfettingsmidler for å hindre
dannelsen av giftige gasser.
x Metaller som er belagt med bly, grafitt, kad-
mium, sink, kvikksølv eller beryllium, eller som
1 Tilkopling brenner (+)-pol
2 Av/på- og sveisestrømbryter
3 Innstilling sveisetrådfremtrekk
4 Overbelastningsindikator
5 Tilkopling jordledningskopling (–)-pol
1
2
3
4
5
XS0028N.fm
3Norge

3.2
MIG/MAG 140/160
inneholder disse stoffene, kan utvikle kraftig
røyk under sveisingen.
x Ved sveising frigjøres ozon. Det er en form for
oksygen som kan føre til irritasjon og sykdom-
mer i luftveiene.
x Klorholdige fettløsende midler som trikloretylen,
perkloretylen osv. fordamper ved sveising og
gjennomgår en kjemisk forvandling til fosgen.
Fosgen er giftig!
UV-stråler
x Strålene fra lysbuen kan føre til øyeskader og
hudforbrenninger.
x Som vern mot gnister, varme, synlige og usyn-
lige stråler må man bruke egnet øyevern
(beskyttelsesskjold eller beskyttelseshette med
standardiserte strålevernglass trinn 10 til 15
ifølge DIN 4647, avhengig av strømstyrke).
x Man må aldri se inn i lysbuen med ubeskyttede
øyne (fare for å bli blendet og brent). Hvis man
ikke beskytter øynene tilstrekkelig, forårsaker
de usynlige UV-strålene en svært smertefull bin
-
dehinnebetennelse som først merkes etter noen
timer.
x Sveising må bare skje innenfor synsvidden til
andre personer som kan komme raskt til hjelp i
nødsfall.
x Personer eller hjelpere som befinner seg i nær-
heten av lysbuen, må opplyses om farene og
utstyres med nødvendig beskyttelse.
x Arbeidsplasser i nærheten skal avskjermes på
en egnet måte for å beskyttes mot strålepå-
virkning.
x Ved sveisearbeider i rom og bygninger skal det
sørges for tilstrekkelig ventilasjon.
Brann
A
Fare!
Lysbuens temperatur ligger på ca. 2400 °C.
Før sveisearbeidene begynner, må du være opp-
merksom på følgende:
x Brennbare stoffer og gjenstander innenfor en
omkrets på 5 m fra sveisestedet må fjernes.
x Stoffer innenfor en omkrets på 5 m, som ikke
kan fjernes, skal dekkes til på en adekvat måte
med stålplater, våte kleder osv.
x Åpninger, sprekker, hull i murer osv. skal dek-
kes til eller tettes igjen for å unngå ukontrollert
gnistregn.
x Slokkemidler som brannslokkere, vannbøtter
osv. skal være i beredskap.
x Vær oppmerksom på at det på grunn av varme-
leding fra sveisestedet også kan oppstå brann
på tildekkede steder eller i andre rom.
x Etter at sveisearbeidene er slutt, må du i løpet
av de neste 6 til 8 timene flere ganger kontrol-
lere sveisestedets omgivelser med hensyn til
gløding, brannsteder, varmeleding osv.
Behandling av dekkgassflasker
x I omgangen med dekkgassflasker skal de aktu-
elle sikkerhetsforskriftene følges. Særlig må
dekkgassflaskene sikres mot mekaniske ska-
der, velting og fall og beskyttes mot oppvarming
(maks. 50 °C), langvarig solbestråling og sterk
kulde på grunn av det farlig høye indre trykket
(opptil 200 bar).
x Når MIG/MAG-apparatet monteres til dekkgass-
flasken, må man være klar over at for store flas-
ker kan føre til at apparatet velter hvis underla-
get er ujevnt. For å unngå at det oppstår skader
på apparatet eller gassflasken på denne måten,
bør det bare brukes flaskestørrelser som passer
til apparatet. (10 l- eller 20 l-flasker).
x Etterfylling eller omfylling skal bare foretas av
godkjente firmaer.
Farer på grunn av elektrisk strøm
x Tilkopling til nettet og vedlikehold av dekkgass-
anlegget skal utføres forskriftsmessig.
x Sørg for at strømforsyningen er jordet.
x Sørg for at arbeidsbenken er jordet.
x Vedlikehold skal bare utføres av kvalifisert per-
sonale.
x Defekte eller skadede deler på brenner eller
slangepakke skal straks byttes ut.
x Apparatet skal alltid bare koples til stikkontakter
som er jordet. Det er bare tillatt å bruke tilkoplin-
ger inkludert stikkontakter og skjøteledninger
med jordede kontakter som er installert av en
autorisert elektroinstallatør.
x Sikringen av tilførselsledningen til nettkontak-
tene må være i samsvar med forskriftene. Ifølge
disse forskriftene er det bare tillatt å bruke sik-
ringer eller automater som samsvarer med led-
ningstverrsnittet. Bruk av sikring med for høy
kapasitet kan føre til ledningsbrann eller brann-
skader på bygning.
x Skadet isolasjon på sveisebrenner og skadede
sveiseledninger skal skiftes ut umiddelbart.
x Bytte av skadet nettledning, stikkontakt osv. og
reparasjoner på dekkgass-sveiseapparatet skal
bare utføres av autorisert elektroinstallatør.
x Sveisebrenneren må ikke klemmes fast under
armen eller holdes slik at det kan gå strøm gjen-
nom kroppen.
x Ved lengre pauser i arbeidet skal apparatet set-
tes ut av drift. Etter at arbeidet er slutt og før
apparatet sskal flyttes, må støpselet trekkes ut

3.3
MIG/MAG 140/160
av kontakten. Ved uhell eller ulykker skal svei-
sestrømkilden umiddelbart skilles fra nettet.
Generell beskrivelse av apparatet
MIG/MAG-dekkgass-sveiseapparatet består av en
transformator (statisk karakteristikk) med silisiumli-
keretter og en sveisekretsspole samt en trådfrem-
trekksenhet.
Apparatet er beregnet på sveising av forskjellige
sveisetråder (f.eks. stål, s. Tekniske data) under en
beskyttende gassatmosfære (CO
2
, blandingsgass
og argon).
Apparatet er ventilatorkjølt og utstyrt med overbe-
lastningsvern.
Symboler på apparatet
Fare!
Følgende advarsler må tas til følge
for å unngå store personskader eller
skader på gjenstander
Les bruksanvisningen før apparatet
tas i bruk
Trådmatingshastighet
Skal ikke brukes når det regner
Sveiseapparatet egner seg for sveising i
omgivelser med økt elektrisk fare.
Overtemperatur
Opplysninger på typeskiltet:
Å ta apparatet i bruk
Uttak av vedlagte deler
Alle vedlagte deler befinner seg i rommet for frem-
trekk av sveisetråd, og kan tas ut etter at lokket er
fjernet.
Oppstilling
x Lysbuesveiseapparatet skal plasseres i en tørr
omgivelse med tilstrekkelig frihet for kjøling.
x Når apparatet plasseres på en skrå flate, må
den beskyttes mot å falle over. Plasser appara-
tet på et egnet, flatt underlag.
x Apparatet er konsipert for bruk i rom med tak.
Når det regner må det ikke sveises utendørs.
Nettilkopling
x Kontroller at spenningen som er angitt på type-
skiltet, stemmer overens med nettspenningen i
strømnettet på stedet.
x Før støpselet settes i kontakten, skal nettspen-
ningsbryteren settes på null.
Tilkopling av dekkgassflasken
x Sett gassflasken på apparatets flaskeoppstil-
lingsplass og fest den til flaskeholderen på bak-
veggen med kjettingen. Etter at beskyttelses-
hetten er tatt av, skal flaskeventilen vendes bort
fra kroppen og åpnes et lite øyeblikk.
x Skru trykkreduksjonsventilen på gjengestussen
på gassflasken. Opprett slangeforbindelse mel
-
lom trykkreduksjonsventilen og gasstilførselstil-
koplingen på MIG/MAG-apparatet.
x Anbefalt gassgjennomstrømning i trekkfrie rom:
5 – 10 liter/minutt.
x Hvis det brukes regulerbar trykkreduksjonsven-
til, skal gassgjennomstrømningen stilles inn
etter literskalaen ved hjelp av vingeskrue. Skru
innover for å øke gjennomstrømningen og skru
utover for å redusere den.
6 Produsent
7 Apparatbetegnelse
78910
1213
6
11
8 Serienummer
9 Normhenvisning – Apparatet oppfyller kra-
vene i h.t. angitt standard
10 CE-merke – Apparatet oppfyller EU-direkti-
vet i h.t. samsvarserklæringen
11 Avhendingssymbol – Apparatet kan avhen-
des via produsenten
12 Elektriske ytelsesdata
13 Produksjonsår

3.4
MIG/MAG 140/160
x Mens innstillingen foregår, må apparatet være
slått på og brennerbryteren må være trykt inn,
slik at magnetventilen åpnes. For å unngå unø
-
dig sveisetrådforbruk, skal bladfjæren i sveise-
trådfremtrekket svinges ut til siden.
Det er ikke tillatt å foreta inngrep og reparasjoner på
trykkreduksjonsventiler på grunn av de farene som
er forbundet med dette. Defekte trykkreduksjons-
ventiler skal sendes inn til serviceverkstedet.
Tilkopling av arbeidsstykket
Klem fast arbeidsstykkeklemmen fra MIG/MAG-
apparatets jordledning i umiddelbar nærhet av svei-
sestedet. Pass på at det er metallisk blank overgang
på kontaktstedet.
Forberedelse av sveisefugen
Arbeidsstykkene som skal sveises, skal være frie for
lakk, metallbelegg, smuss, rust, fett og fuktighet.
Forberedelsene av sveisefugen skal gjennomføres i
henhold til de sveisetekniske forskriftene.
Anvisninger om innstilling og om
sveiseteknikk
Innkopling av apparatet
Innstilling av apparatet skal skje ved hjelp av svei-
sespenningsbryteren i forbindelse med Max-Min-
bryteren. Apparatet er skilt fra nettet når Max-Min-
bryteren står på null.
Apparatet er utstyrt med en temperaturføler som
kopler ut apparatet elektrisk ved overbelastning.
Kontrollampen gir signal når temperaturføleren rea-
gerer. Sveisestrømkilden og sveisetrådfremtrekket
blir forbigående koplet ut.
Etter avkjøling koples strømkilden automatisk inn
igjen; signallampen slukkes.
Innstilling av sveiseparametere
Etter at forberedelsene er gjennomført, kan sveisin-
gen begynne.
Sveisespenning og trådfremtrekkshastighet skal da
tilpasses til hverandre i henhold til sveiseoppgaven.
Hvis trådfremtrekkshastigheten økes, øker strøm
-
styrken.
Det er mulig å finne optimale parametere for enhver
sveisetråddiameter og enhver sveiseoppgave. De
kan blant annet kjennes igjen på den typisk sum
-
mende lysbuelyden.
Hvis man avviker for mye fra de optimale verdiene,
er det ikke mulig å få til perfekt sveising.
Den riktige sveisefugen
I tabellen finner du anvisninger for forming av fuger.
Fugeform Utførelse Platetyk-
kelse
s (mm)
Fugbredde
b (mm)
I-fuge ensidig < 1,5
> 1,5
0
< 2
I-fuge tosidig
2 – 4 < 2
V-fuge
3 – 6 < 1
3 – 6 < 1
K-fuge
> 0,6 –
0,6 – 1,5 –
Dobbel K-fuge
> 0,6 –
b
s
b
s
25
s

3.5
MIG/MAG 140/160
Stell og vedlikehold
Apparatet er for en stor del vedlikeholdsfritt.
B
Fare – elektrisk spenning!
Før ethvert vedlikehold og enhver feilretting
skal støpselet trekkes ut!
x Fremtrekkshjulet, mottrykksrullen og innløpsdy-
sen skal kontrolleres regelmessig med hensyn
til tilsmussing, om nødvendig må de rengjøres.
x Med jevne mellomrom må den komplette bren-
nerslangepakken rengjøres fordi det avsettes
avslitte partikler og støv innvendig.
x Brennerens kontaktdyse er en slitedel. Når hul-
let er blitt for stort, må den byttes.
x På innerveggene i brennerens gasskappe setter
det seg fast små metallpartikler. Disse må evt.
fjernes. Et skillemiddel letter dette arbeidet og
forebygger at splintene kleber seg fast.
x Skadede ledninger må straks skiftes ut.
Feilretting
Mekaniske feil viser seg for det meste ved ujevnt
sveisetrådfremtrekk eller ved at fremtrekket er blok
-
kert.
Elektriske feil fører til at apparatet faller ut helt eller
delvis.
B
Fare – elektrisk spenning!
Feilsøking i den elektriske delen av apparatet
og alle arbeider på det elektriske anlegget
skal utelukkende foretas av autorisert elektro
-
installatør.
Videre feilsøking er mulig i henhold til vedlagte kop-
lingsskjema.
Feilsøkingen må først skje når apparatet er i spen-
ningsløs tilstand og i følgende rekkefølge:
1. Det må kontrolleres at nettilkoplingen og de
andre tilkoplingene ved bryterne, trafoen og
drosselen* samt stikkontaktene og loddede for-
bindelser sitter fast.
2. Kontroll av sikringen med hensyn til passasje og
kontakt.
3. Optisk kontroll med hensyn til evt. kortslutninger
eller overbelastning av viklinger (misfarging).
Hjørneskjøt
> 1 –
Fugeform Utførelse Platetyk-
kelse
s (mm)
Fugbredde
b (mm)
s
Feil, årsak Retting
• Urolig eller ustabil lysbue?
Gal sveisespennings-
stilling
Korriger på spenningstrinn-
bryteren
For mye / for lite svei-
setråd
Reguler på trådfremtrekks-
regulatoren
Arbeidsstykkeklem-
men løs eller stor over-
gangsmotstand (rust,
lakk)
Sørg for at det er god kon-
takt mellom arbeidsstykket
og arbeidsstykkeklemmen
Kontaktdyse slitt eller
gal diameter
Bytt den
Gassmengde galt inn-
stilt
Still inn gassmengden
Arbeidsstykket urent i
sømområdet
Fjern lakk, rust, fett osv.
Effektdel defekt Bring apparatet til service-
verksted
Inntrekksspiralen til-
smusset
Rengjør og skift den
Feil ved fremtrekket Se nedenfor
• Mye sprut ved sveisingen?
For mye sveisetråd Drei trådfremtrekksregulato-
ren tilbake
For høy sveisespen-
ning
Still spenningstrinnbryteren
tilbake
Arbeidsstykket urent Rengjør det
• Fremtrekksmotoren går ikke?
Ingen nettspenning Kontroller nettilkoplingen
Nettspenningsbry-
teren står på null
Still inn spenningstrinnet
Brennerbryter ikke slått
på
Slå på brennerbryteren
Sikring La en autorisert elektro-
installatør skifte den
Motor defekt Bring apparatet til service-
verksted
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
Sidan laddas...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33

































Metabo MIG/MAG 140 Användarmanual
- Kategori
- Svetssystem
- Typ
- Användarmanual
- Denna manual är också lämplig för
på andra språk
- eesti: Metabo MIG/MAG 140 Kasutusjuhend
- français: Metabo MIG/MAG 140 Manuel utilisateur
- English: Metabo MIG/MAG 140 User manual
- dansk: Metabo MIG/MAG 140 Brugermanual
Andra dokument
-
Cebora 320 EVO Speed Star 520 TS Användarmanual
-
Cebora WF4-SS31 Användarmanual
-
-
-
-
-
-
Cebora 309 Sound MIG 3540/T Star Pulse Användarmanual
-
 HAKAS HAK200I Användarmanual
HAKAS HAK200I Användarmanual
-
 HAKAS HAK160 Användarmanual
HAKAS HAK160 Användarmanual

